TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164918
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023080645
出願日
2023-05-16
発明の名称
ブローニードル
出願人
株式会社FTS
代理人
個人
,
個人
主分類
B29C
49/60 20060101AFI20241121BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】耐久性に優れたブローニードルを提供する。
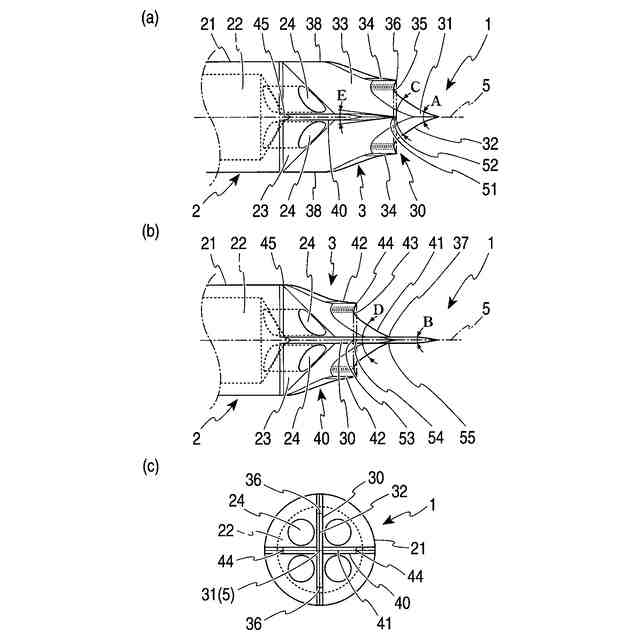
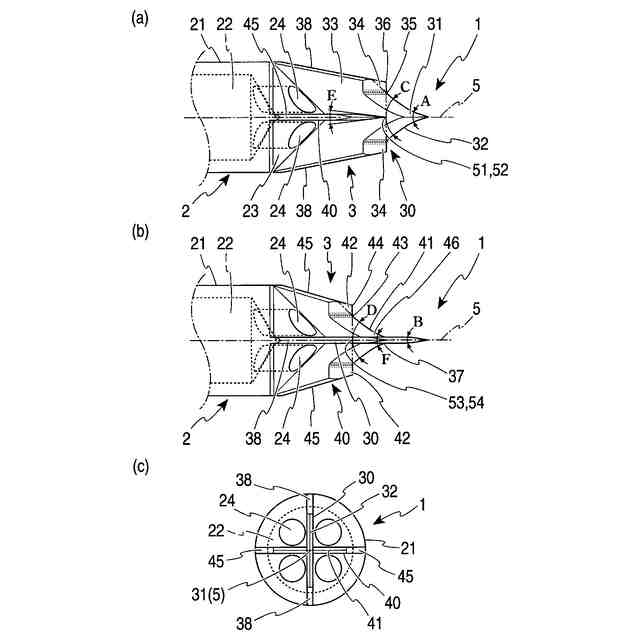
【解決手段】ブローニードル1は、筒状の周壁21を有する筒部2と、筒部2の先端側に形成されるパリソン切裂部3を備え、パリソン切裂部3は、長剣部30と、長剣部30と略90度の角度位相をなす短剣部40を備え、長剣部30は、筒部2の軸線5に位置する尖端部31と、尖端部31に接続し、筒部2の周壁21に至る領域に形成される一対の長剣切裂エッジ32と、長剣切裂エッジ32から突出して形成される一対の長剣尖部34を備え、短剣部40は、長剣部30の長剣部側面部33から形成され、長剣部側面部33から筒部2の周壁21に至る領域に形成される一対の短剣切裂エッジ41と、短剣切裂エッジ41から突出して形成される一対の短剣尖部42を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
ブロー成形用金型に保持されたパリソンに挿入されるブローニードルであって、
前記ブローニードルは、筒状の周壁を有する筒部と、前記筒部の先端側に形成されるパリソン切裂部を備え、
前記パリソン切裂部は、長剣部と、前記長剣部と略90度の角度位相をなす短剣部を備え、
前記長剣部は、前記筒部の軸線に位置する尖端部と、前記尖端部に接続し、前記筒部の前記周壁に至る領域に形成される一対の長剣切裂エッジと、前記長剣切裂エッジから突出して形成される一対の長剣尖部を備え、
前記短剣部は、前記長剣部の長剣部側面部から形成され、前記長剣部側面部から前記筒部の前記周壁に至る領域に形成される一対の短剣切裂エッジと、前記短剣切裂エッジから突出して形成される一対の短剣尖部を備えていることを特徴とするブローニードル。
続きを表示(約 720 文字)
【請求項2】
前記長剣尖部が形成される前記長剣切裂エッジの長剣尖部起点から前記軸線に対する垂線と前記軸線との交点である長剣尖部起点交点は、前記長剣尖部の長剣尖部先端部から前記軸線に対する垂線と前記軸線との交点である長剣尖部先端部交点と同じ位置、又は前記長剣尖部先端部交点より前記筒部側に位置する請求項1に記載のブローニードル。
【請求項3】
前記長剣尖部先端部交点は、前記短剣部が形成される前記長剣部側面部の短剣部起点から前記軸線に対する垂線と前記軸線との交点である短剣部起点交点と同じ位置、又は前記短剣部起点交点より前記尖端部側に位置する請求項1又は請求項2に記載のブローニードル。
【請求項4】
前記尖端部の前記軸線に対する角度は、前記尖端部に接続する前記長剣切裂エッジの前記軸線に対する角度より小さい請求項1又は請求項2に記載のブローニードル。
【請求項5】
前記短剣部の前記長剣部側面部との接続部分には、前記軸線に対する角度が、前記軸線に対する前記短剣切裂エッジの角度より小さい短剣尖端部が形成され、前記短剣切裂エッジは、前記短剣尖端部に接続して形成される請求項1又は請求項2に記載のブローニードル。
【請求項6】
前記長剣切裂エッジと前記筒部の前記周壁との間には、長剣非エッジ部が形成され、前記短剣切裂エッジと前記筒部の前記周壁との間には、短剣非エッジ部が形成されている請求項1に記載のブローニードル。
【請求項7】
前記長剣非エッジ部と前記短剣非エッジ部は、前記軸線に対して、前記筒部の前記周壁方向に拡がる請求項6に記載のブローニードル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブロー成形用金型に保持されたパリソンに側方から挿入され、パリソン内に流体を流入又は流出するブローニードルに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ブロー成形用金型に保持されたパリソンに側方から挿入され、パリソン内に流体を流入又は流出するブローニードルとしては、例えば、特許文献1に開示されたものが挙げられる。
【0003】
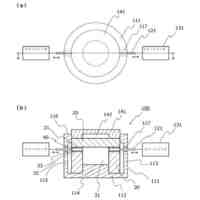
図3は、特許文献1に記載された中空成形用のブローニードルを示す概略図であり、図3(a)は斜視図、(b)は側面図、(c)は正面図である。ブローニードル100は、円筒状の周壁200を有する本体300と、この本体300の先端に形成された切裂部400と、この切裂部400と周壁200とを結ぶ四角錐部500とから構成されている。
【0004】
切裂部400は、比較的扁平なダガー(短剣)形状を呈し、周壁200に連続する一対の約25度の鋭角の切裂エッジ410、410を有している。また、四角錐部500は、その相対向する一対の稜線510,510が切裂エッジ410,410と軸方向視で90度の角度位相をなし、切裂エッジ410,410を先端側から後端側にかけて一定幅とさせる形に形成されている。四角錐部500の他の一対の稜線520,520は、図3(a)中に二点鎖線で示すように、切裂部400内に位置する。切裂部400は扁平なダガー形状であり、本体300の軸方向に対するそのテーパ角度は、稜線510側のテーパ角度よりも小さく形成されている。
【0005】
特許文献1は、以下の作用を有する。ブローニードル100がパリソンに突き入れられると、先ず、ブローニードル100の切裂部400は、その切裂エッジ410,410でパリソンを一文字に切裂きながらパリソン内に進入する。そして、ブローニードル100がパリソンに更に突き入れられると、ブローニードル100の四角錐部500は、その稜線510,510でパリソンを一文字に切裂きながら進入する。
【0006】
これにより、パリソンが十文字に切裂かれることとなるため、ブローニードル100の本体300が突き入れられる際の抵抗は非常に小さいものとなり、また、パリソンがブローニードル100の周壁200に連続する鋭い切裂エッジ410,410により大きく切裂かれるため、ブローニードル100の先端にパリソンの一部が付着し、これがパリソンの内部に垂れ落ちて成形後の製品内に異物として残ってしまうことが防止される。
【先行技術文献】
【特許文献】
【0007】
特開2004-291614号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、特許文献1において、成形回数を重ねていくと、ブローニードル100の切裂部400の切裂エッジ410の先端部分と四角錐部500の稜線510の先端部分が、パリソンとの接触により摩耗し、丸みを帯びるようになる。その状態で使用すると、切裂エッジ410と稜線510上をパリソンがすべり、パリソンがブロー成形機の内側に引っ張られて伸び、最終的には、切裂エッジ410と稜線510が、伸びたパリソンを引きちぎる形でパリソンに穴が開けられる。
【0009】
その結果、きれいに十文字に切裂くことができず、寸法精度を維持できず、又、後の工程で、部品を溶着によって組み付ける場合に、溶着不良が発生する可能性がある。さらに、引きちぎられたパリソンの一部がパリソンの内部に垂れ落ちて成形後の製品内に異物として残る可能性がある。これらの不具合は、ブローニードルを交換することによって防止することができるが、ブローニードルの交換はコストアップになる。
【課題を解決するための手段】
【0010】
上記課題を解決するために請求項1の本発明は、ブロー成形用金型に保持されたパリソンに挿入されるブローニードルであって、ブローニードルは、筒状の周壁を有する筒部と、筒部の先端側に形成されるパリソン切裂部を備え、パリソン切裂部は、長剣部と、長剣部と略90度の角度位相をなす短剣部を備え、長剣部は、筒部の軸線に位置する尖端部と、尖端部に接続し、筒部の周壁に至る領域に形成される一対の長剣切裂エッジと、長剣切裂エッジから突出して形成される一対の長剣尖部を備え、短剣部は、長剣部の長剣部側面部から形成され、長剣部側面部から筒部の周壁に至る領域に形成される一対の短剣切裂エッジと、短剣切裂エッジから突出して形成される一対の短剣尖部を備えていることを特徴とするブローニードルである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
11日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
5日前
グンゼ株式会社
ピン
7か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
7か月前
株式会社FTS
セパレータ
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
3か月前
日産自動車株式会社
成形装置
5日前
トヨタ自動車株式会社
真空成形装置
2か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
シチズンファインデバイス株式会社
接合装置
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
株式会社FTS
ブローニードル
7か月前
東レ株式会社
半導体モールド用離型フィルム
2か月前
株式会社ミヤコシ
解反機
1か月前
中川産業株式会社
防火板材の製造方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ