TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024145220
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023057479
出願日
2023-03-31
発明の名称
樹脂製品の製造方法
出願人
株式会社ニフコ
代理人
個人
主分類
B29C
45/14 20060101AFI20241004BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】加飾体を備えた樹脂製品を最小工程をもって適切に得られるようにする。
【解決手段】可動型2と固定型3との間に一定の長さ分の加飾体Fを位置させる第一ステップと、前記加飾体Fを一定の温度に加熱する第二ステップと、前記加熱を行いながら又は前記加熱後に負圧作用部に負圧を作用させて前記加飾体Fを前記可動型2に吸着させる第三ステップと、前記金型1を前記加飾体Fの厚さ相当分の隙間を開けた半閉状態として一つの前記製品Mを構成する前記樹脂Rの大部分を注入する第四ステップと、前記第四ステップ後に、金型1を全閉状態として、前記可動型2に形成された刃体2fと前記固定型3に形成された刃体3dとの共働により前記加飾体Fを所定の形状に切断し且つ前記形状となった前記加飾体Fの縁部を前記製品成形空間4側に誘導すると共に、前記ゲート3bより前記製品Mを構成する前記樹脂Rの残量を注入する第五ステップとを含む。
【選択図】図10
特許請求の範囲
【請求項1】
製品成形空間に臨んだ可動型の内面に、加熱により軟化する性質を持った樹脂製のフィルム状又はシート状をなす加飾体を密着させた状態で、固定型に設けられたゲートより前記製品成形空間内に溶融した樹脂を注入して、前記加飾体を備えた樹脂製品を生成する前記樹脂製品の製造方法であって、
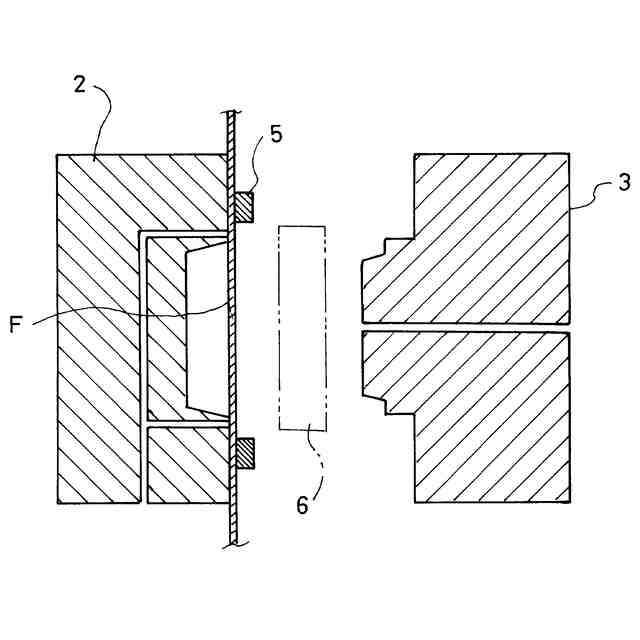
金型を開状態として、前記可動型と前記固定型との間に一定の長さ分の前記加飾体を位置させる第一ステップと、
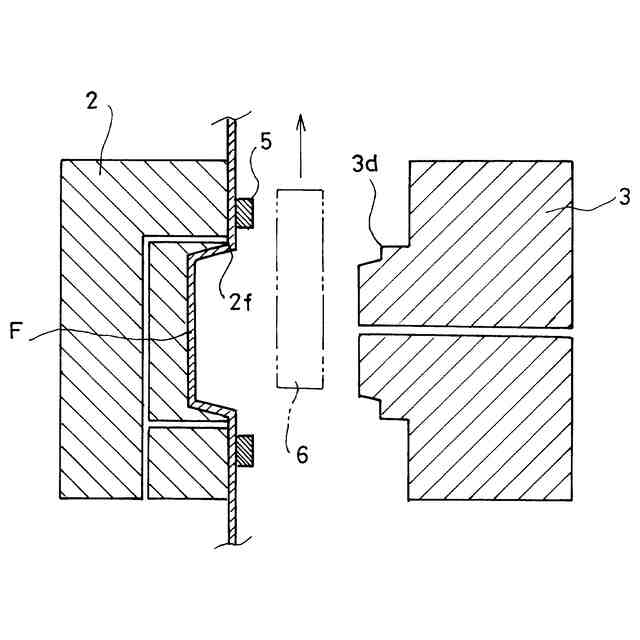
前記第一ステップ後に、前記可動型と前記固定型との間に位置された前記加飾体を一定の温度に加熱する第二ステップと、
前記加熱を行いながら又は前記加熱後に、前記可動型における前記製品成形空間となる領域外に形成させた負圧作用部に負圧を作用させて前記加飾体を前記可動型に密着させる第三ステップと、
前記第三ステップ後に、前記金型を前記可動型と前記固定型との間に前記加飾体の厚さ相当分の隙間を開けた半閉状態として、前記ゲートより前記製品成形空間に対し一つの前記製品を構成する前記樹脂の大部分を注入する第四ステップと、
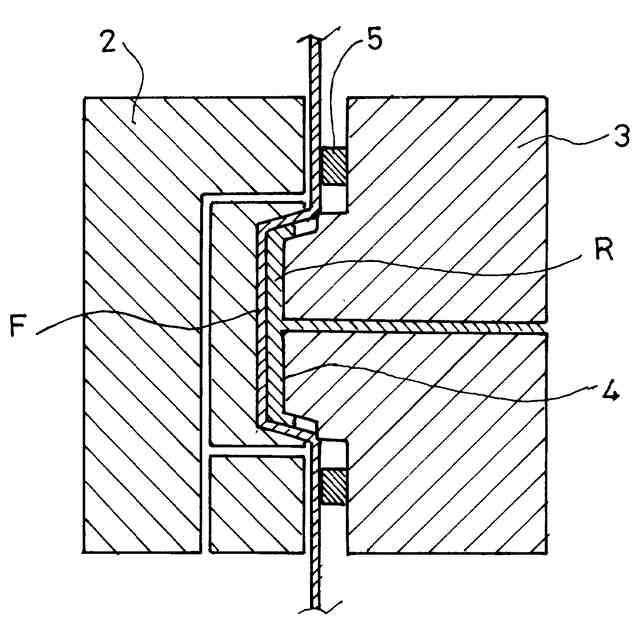
前記第四ステップ後に、金型を全閉状態として、前記可動型に形成された刃体と前記固定型に形成された刃体との共働により前記加飾体を所定の形状に切断し且つ前記形状となった前記加飾体の縁部を前記製品成形空間側に誘導すると共に、前記ゲートより前記製品成形空間に対し前記製品を構成する前記樹脂の残量を注入する第五ステップとを含む、樹脂製品の製造方法。
続きを表示(約 76 文字)
【請求項2】
前記第四ステップにおいて、さらに、前記負圧作用部に負圧を作用させるようにしてなる、請求項1に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、フィルム状又はシート状をなす加飾体によって覆われた意匠面を有する樹脂製品の製造方法の改良に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
フィルム状又はシート状をなす加飾体によって覆われた意匠面を有する樹脂製品を製造する方法としては、予めトリミングした加飾体をインサート物とするインサート成形が知られている(特許文献1参照)。
【0003】
一方、金型をいわばプレスとして利用して加飾体をトリミングしながら金型の製品成形空間内に溶融した樹脂を注入して前記のような樹脂製品を製造する方法も知られているところである(特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第4261977号公報
特許第3316809号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この発明が解決しようとする主たる問題点は、この種の樹脂製品を、金型を全閉状態(型締状態)とするときに金型をいわばプレスとして利用して前記加飾体をトリミングしながら金型の製品成形空間内に溶融した樹脂を注入することで、最小工程をもってより適切に得られるようにする点にある。
【課題を解決するための手段】
【0006】
前記課題を達成するために、この発明にあっては、樹脂製品の製造方法を、製品成形空間に臨んだ可動型の内面に、加熱により軟化する性質を持った樹脂製のフィルム状又はシート状をなす加飾体を密着させた状態で、固定型に設けられたゲートより前記製品成形空間内に溶融した樹脂を注入して、前記加飾体を備えた樹脂製品を生成する前記樹脂製品の製造方法であって、
金型を開状態として、前記可動型と前記固定型との間に一定の長さ分の前記加飾体を位置させる第一ステップと、
前記第一ステップ後に、前記可動型と前記固定型との間に位置された前記加飾体を一定の温度に加熱する第二ステップと、
前記加熱を行いながら又は前記加熱後に、前記可動型における前記製品成形空間となる領域外に形成させた負圧作用部に負圧を作用させて前記加飾体を前記可動型に密着させる第三ステップと、
前記第三ステップ後に、前記金型を前記可動型と前記固定型との間に前記加飾体の厚さ相当分の隙間を開けた半閉状態として、前記ゲートより前記製品成形空間に対し一つの前記製品を構成する前記樹脂の大部分を注入する第四ステップと、
前記第四ステップ後に、金型を全閉状態として、前記可動型に形成された刃体と前記固定型に形成された刃体との共働により前記加飾体を所定の形状に切断し且つ前記形状となった前記加飾体の縁部を前記製品成形空間側に誘導すると共に、前記ゲートより前記製品成形空間に対し前記製品を構成する前記樹脂の残量を注入する第五ステップとを含む、ものとした。
【0007】
前記第四ステップにおいて、さらに、前記負圧作用部に負圧を作用させるようにすることが、この発明の態様の一つとされる。
【発明の効果】
【0008】
この発明によれば、前記樹脂製品を、金型をいわばプレスとして利用して前記加飾体をトリミングしながら金型の製品成形空間内に溶融した樹脂を注入することで、最小工程をもって適切に得られるようにすることができる。
【図面の簡単な説明】
【0009】
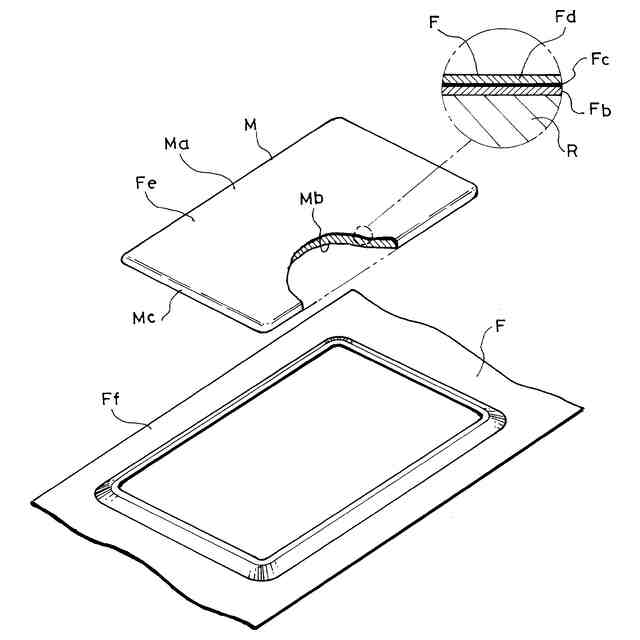
図1は、実施の形態にかかる製造方法により生成される製品と打ち抜かれた部分を前記製品の一部とさせた加飾体の残りの部分とを示した斜視構成図である。
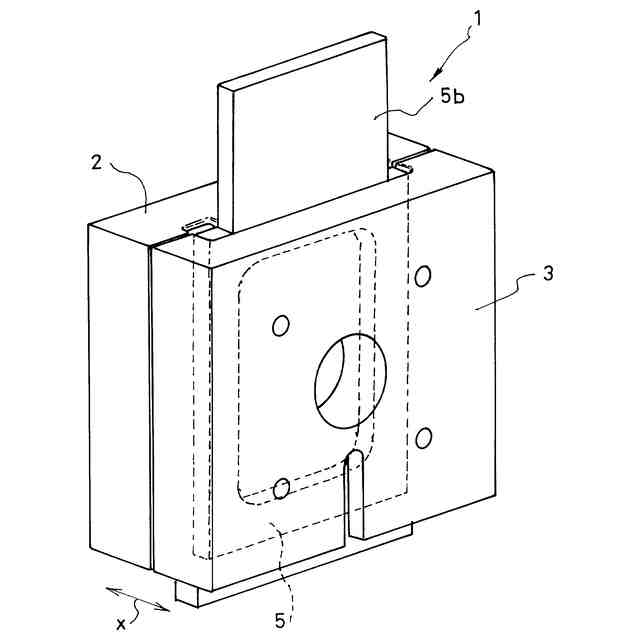
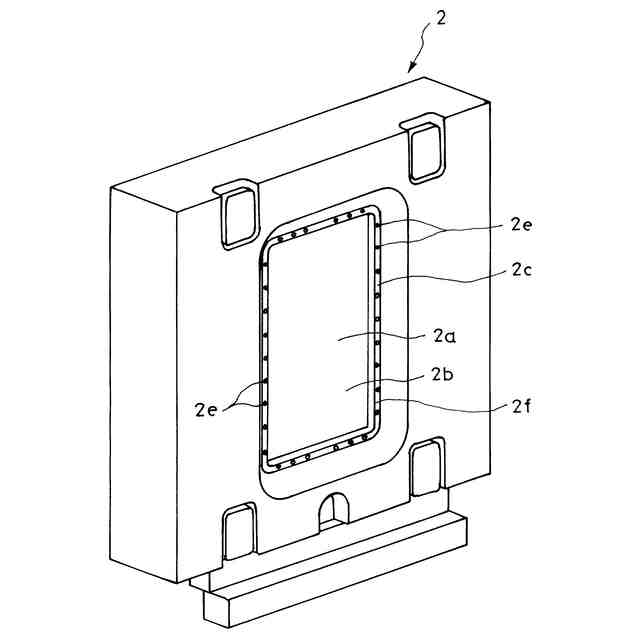
図2は、前記製造方法に利用される金型の一例を示した斜視構成図である。
図3は、前記金型を構成する可動型の斜視構成図である。
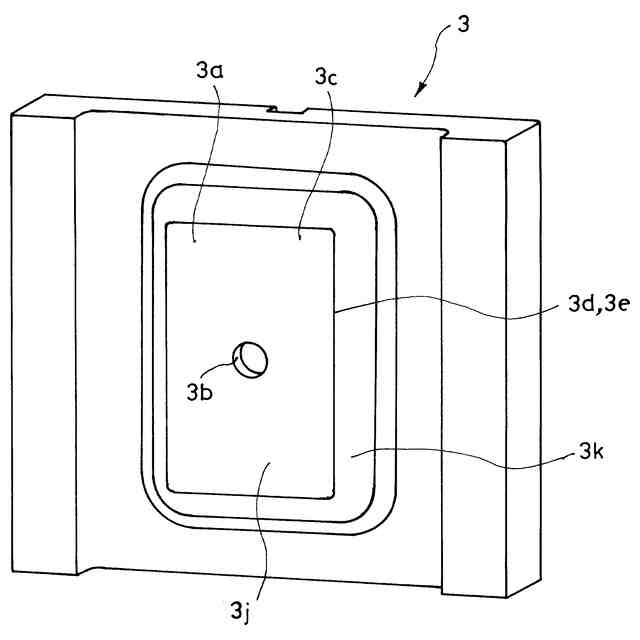
図4は、前記金型を構成する固定型の斜視構成図である。
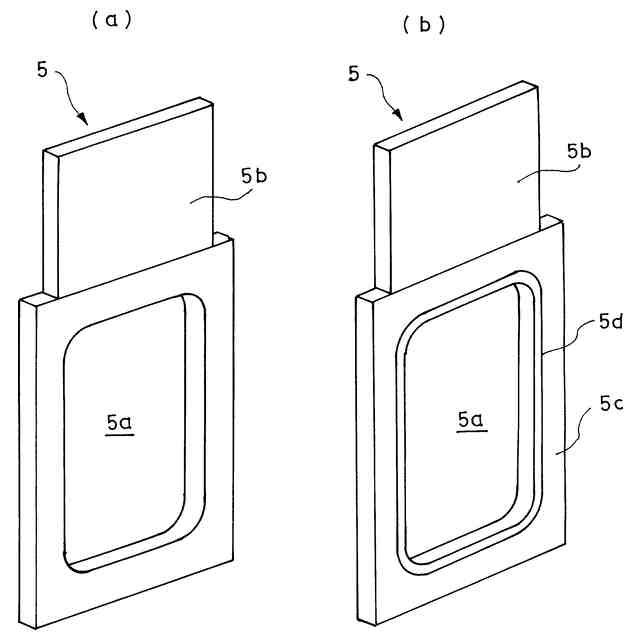
図5は、クランプ体の斜視構成図であり、図5(b)はクランプ体を可動型との間で加飾体を挟持する面部側から見て示している。
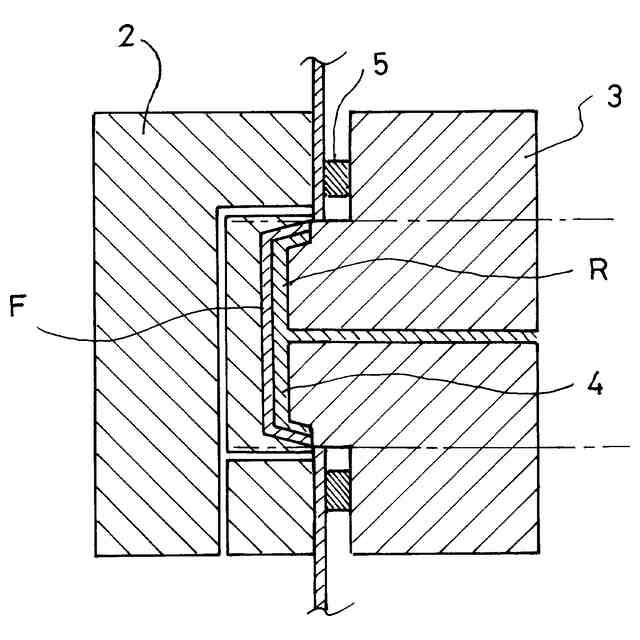
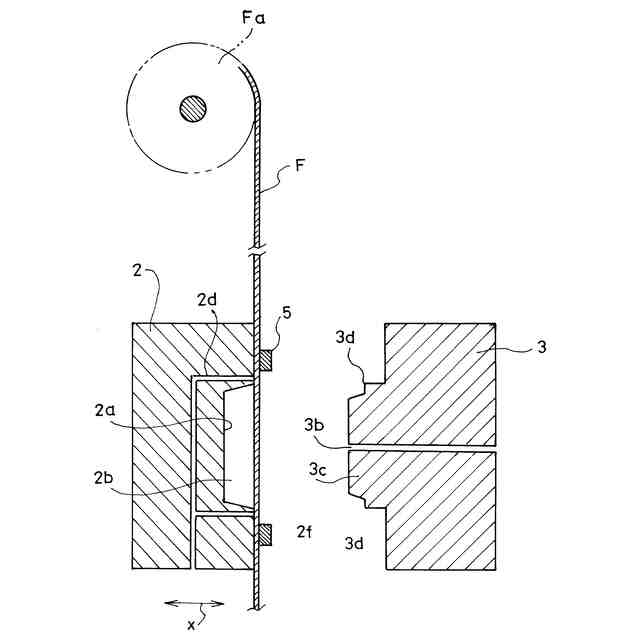
図6は、前記製造方法の第一ステップを模式的に示す説明図である。
図7は、前記製造方法の第二ステップを模式的に示す説明図である。
図8は、前記製造方法の第三ステップを模式的に示す説明図である。
図9は、前記製造方法の第四ステップを模式的に示す説明図である。
図10は、前記製造方法の第五ステップを模式的に示す説明図である。
図11は、前記製造方法の第五ステップ後の工程を模式的に示す説明図である。
図12は、前記製造方法の図11に示される工程後の工程を模式的に示す説明図である。
図13は、前記第三ステップにおける金型の要部を拡大して示した断面構成図である。
図14は、前記第四ステップにおける金型の要部を拡大して示した断面構成図である。
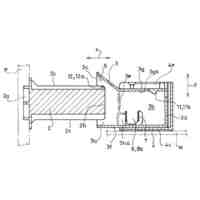
図15は、前記第五ステップにおける金型の要部を拡大して示した断面構成図である。
図16は、検討例の金型の要部を拡大して示した断面構成図であり、(a)図は金型開状態の検討例の要部を、(b)図は金型閉状態の検討例の要部を、それぞれ示している。
【発明を実施するための形態】
【0010】
以下、図1ないし図16に基づいて、この発明の典型的な実施の形態について、説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニフコ
照明装置
2日前
株式会社ニフコ
保持装置
1か月前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
22日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
個人
樹脂可塑化方法及び装置
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社FTS
ロッド
7か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
成形装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
2か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社リコー
画像形成システム
8か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社不二越
射出成形機
4か月前
株式会社FTS
セパレータ
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ