TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025078890
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2022016724
出願日
2022-02-04
発明の名称
ボルト挿入部を有する金属締結具と、樹脂製パネルとを備えた車両構造体
出願人
帝人株式会社
代理人
弁理士法人航栄事務所
主分類
B29C
45/14 20060101AFI20250514BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂製パネルとダンパーステーなどの他部品を取り付けるにあたり、金属締結具をインサート成形によって樹脂製パネルに埋め込むことで、製造工数を削減することができる車両構造体を提供すること。
【解決手段】ボルト挿入部を有する金属締結具と、樹脂製パネルと、を備えた車両構造体であって、
前記金属締結具は、インサート成形によって樹脂製パネルに埋め込まれ、
前記樹脂製パネルには、前記ボルト挿入部に対応する位置に穴h1を設けた、車両構造体。
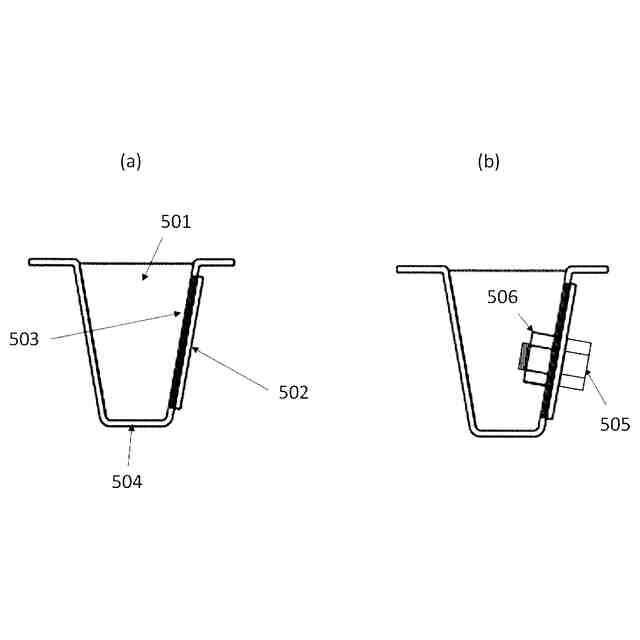
【選択図】図5
特許請求の範囲
【請求項1】
ボルト挿入部を有する金属締結具と、樹脂製パネルと、を備えた車両構造体であって、
前記金属締結具は、インサート成形によって樹脂製パネルに埋め込まれ、
前記樹脂製パネルには、前記ボルト挿入部に対応する位置に穴h1を設けた、車両構造体。
続きを表示(約 1,000 文字)
【請求項2】
樹脂製パネルは繊維強化樹脂部材Aと繊維強化樹脂部材Bとを有し、
繊維強化樹脂部材Aに含まれる強化繊維aの重量平均繊維長は3mm未満であり、
繊維強化樹脂部材Bに含まれる強化繊維bの重量平均繊維長は3mm以上である、
請求項1に記載の車両構造体。
【請求項3】
前記繊維強化樹脂部材Aに穴を設けて、前記樹脂製パネルに設けられた穴h1とする、請求項2に記載の車両構造体。
【請求項4】
前記金属締結具は繊維強化樹脂部材Aによって覆われている、請求項2又は3に記載の車両構造体。
【請求項5】
繊維強化樹脂部材Bは、繊維強化樹脂部材Aと接している、請求項2~4のいずれか1項に記載の車両構造体。
【請求項6】
前記繊維強化樹脂部材Bは金属締結具と接していない、請求項4又は5に記載の車両構造体。
【請求項7】
繊維強化樹脂部材Aに含まれる樹脂が熱可塑性樹脂又は熱硬化性樹脂であって、
繊維強化樹脂部材Bに含まれる樹脂が熱可塑性樹脂又は熱硬化性樹脂である、請求項2~6のいずれか1項に記載の車両構造体。
【請求項8】
繊維強化樹脂部材Aはガラス繊維を含んだガラス繊維強化樹脂部材A
GF
であって、
繊維強化樹脂部材Bは炭素繊維を含んだ炭素繊維強化樹脂部材B
CF
、又はガラス繊維を含んだガラス繊維強化樹脂部材B
GF
である、
請求項2~7のいずれか1項に記載の車両構造体。
【請求項9】
強化繊維樹脂部材Bは炭素繊維強化樹脂部材B
CF
、及びガラス繊維強化樹脂部材B
GF
を備え、
金属締結具はガラス繊維強化樹脂部材A
GF
によって覆われ、
ガラス繊維強化樹脂部材A
GF
は炭素繊維強化樹脂部材B
CF
と接している
請求項7に記載の車両構造体。
【請求項10】
ガラス繊維強化樹脂部材A
GF
、炭素繊維強化樹脂部材B
CF
、及びガラス繊維強化樹脂部材B
GF
に含まれる樹脂が熱可塑性樹脂である、請求項9に記載の車両構造体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボルト挿入部を有する金属締結具と、樹脂製パネルと、備えた車両構造体、およびその製造方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
強化繊維を強化材として使用した複合材料は、引張強度・引張弾性率が高く、線膨張係数が小さいので寸法安定性に優れ、さらに耐熱性、耐薬品性、耐疲労特性、耐摩耗性、電磁波シールド性、及びX線透過性にも優れることから、炭素繊維を強化材として使用した複合材料は、自動車、スポーツ・レジャー、航空・宇宙、一般産業用途などに幅広く適用されている。
特許文献1には、リアガラスの交換時にダンパーからの荷重を排除した状態でリアガラスの交換作業を行うことができる車両用樹脂バックドア構造が記載されている。
特許文献2には、金属板をインサート部材としてその金属板が埋設,一体化された樹脂成形品とその成形品をインサート成形する方法が記載されている。インサート部材として埋設された金属板によって、樹脂リブのひけの発生を抑制できることが記載されている。
特許文献3には、熱可塑性内部構造と複合補強材とを含む、車両、特に乗用車などの自動車のためのハイブリッドテールゲートまたは後部ドアが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-76707号公報
特開2003-251633号公報
特表2019-536688号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された発明では、ドアパネルにダンパーステーを取り付けるにあたって、ドアパネル側のブラケットにボルトが挿入されているが、ブラケットは接着剤でドアパネルと接着されているため、製造工数が多すぎる。同様に、特許文献2、3に記載のドアパネルも、ダンパーステーなどの他の部品との取付けには、別途取り付け用の締結部品を設ける必要であり、やはり製造工数が多くなる。
そこで本発明の課題は、樹脂製パネルとダンパーステーなどの他部品を取り付けるにあたり、金属締結具をインサート成形によって樹脂製パネルに埋め込むことで、製造工数を削減することができる車両構造体を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は以下の手段を提供する。
【0006】
<1>
ボルト挿入部を有する金属締結具と、樹脂製パネルと、を備えた車両構造体であって、
前記金属締結具は、インサート成形によって樹脂製パネルに埋め込まれ、
前記樹脂製パネルには、前記ボルト挿入部に対応する位置に穴h1を設けた、車両構造体。
<2>
樹脂製パネルは繊維強化樹脂部材Aと繊維強化樹脂部材Bとを有し、
繊維強化樹脂部材Aに含まれる強化繊維aの重量平均繊維長は3mm未満であり、
繊維強化樹脂部材Bに含まれる強化繊維bの重量平均繊維長は3mm以上である、
<1>に記載の車両構造体。
<3>
前記繊維強化樹脂部材Aに穴を設けて、前記樹脂製パネルに設けられた穴h1とする、<2>に記載の車両構造体。
<4>
前記金属締結具は繊維強化樹脂部材Aによって覆われている、<2>又は<3>に記載の車両構造体。
<5>
繊維強化樹脂部材Bは、繊維強化樹脂部材Aと接している、<2>~<4>のいずれか1つに記載の車両構造体。
<6>
前記繊維強化樹脂部材Bは金属締結具と接していない、<4>又は<5>に記載の車両構造体。
<7>
繊維強化樹脂部材Aに含まれる樹脂が熱可塑性樹脂又は熱硬化性樹脂であって、
繊維強化樹脂部材Bに含まれる樹脂が熱可塑性樹脂又は熱硬化性樹脂である、<2>~<6>のいずれか1つに記載の車両構造体。
<8>
繊維強化樹脂部材Aはガラス繊維を含んだガラス繊維強化樹脂部材A
GF
であって、
繊維強化樹脂部材Bは炭素繊維を含んだ炭素繊維強化樹脂部材B
CF
、又はガラス繊維を含んだガラス繊維強化樹脂部材B
GF
である、
<2>~<7>のいずれか1つに記載の車両構造体。
<9>
強化繊維樹脂部材Bは炭素繊維強化樹脂部材B
CF
、及びガラス繊維強化樹脂部材B
GF
を備え、
金属締結具はガラス繊維強化樹脂部材A
GF
によって覆われ、
ガラス繊維強化樹脂部材A
GF
は炭素繊維強化樹脂部材B
CF
と接している
<7>に記載の車両構造体。
<10>
ガラス繊維強化樹脂部材A
GF
、炭素繊維強化樹脂部材B
CF
、及びガラス繊維強化樹脂部材B
GF
に含まれる樹脂が熱可塑性樹脂である、<9>に記載の車両構造体。
<11>
炭素繊維強化樹脂部材B
CF
、及びガラス繊維強化樹脂部材B
GF
は、シートモールディングコンパウンドを用いた成形体である、<9>に記載の車両構造体。
<12>
樹脂製パネルは繊維強化樹脂部材Bを有し、
繊維強化樹脂部材Bはガラス繊維強化樹脂部材B
GF
を含み、
【発明の効果】
【0007】
本発明の車両構造体は金属締結具をインサート成形によって樹脂製パネルに埋め込むことで、樹脂製パネルをダンパーステーなどの他部品と取り付けるための締結具を容易に設けることができる。
【図面の簡単な説明】
【0008】
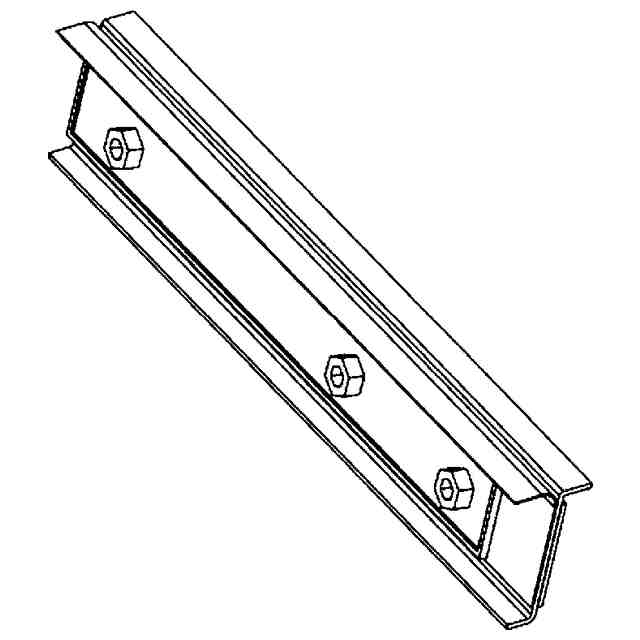
樹脂製のバックドアパネルに補強ブラケットが締結された、従来の車両用樹脂バックドア構造を示す模式図。
樹脂製のバックドアパネルに補強ブラケットが締結された、従来の車両用樹脂バックドア構造を示す模式図。
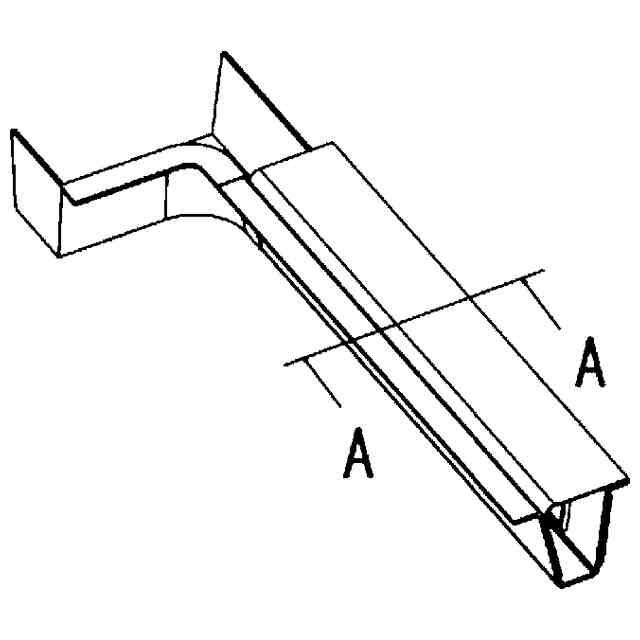
図3、図4において、ダンパーステー取付位置を説明するためのA-A断面の場所を示す模式図。
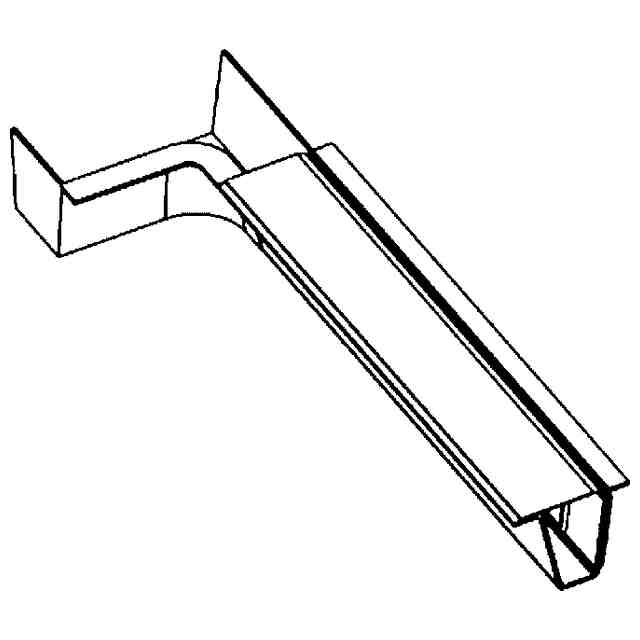
図3におけるA-A断面で切断したときの断面図。従来の車両構造体を示すもの。
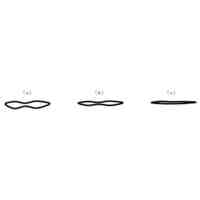
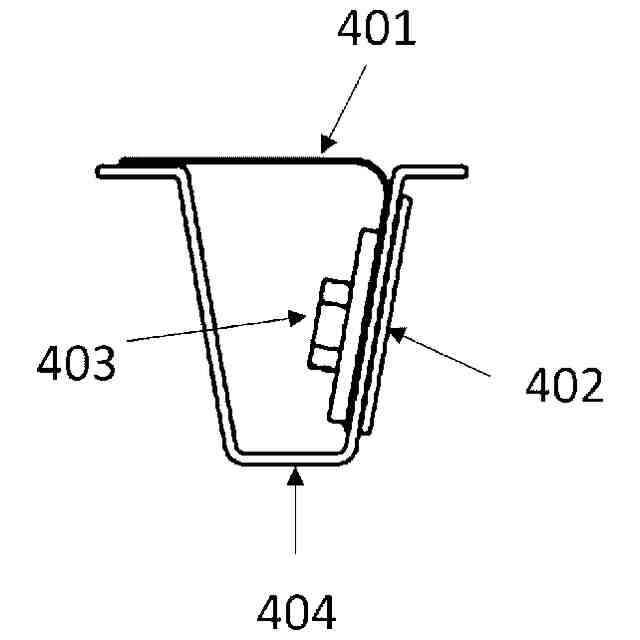
(a)図3におけるA-A断面で切断したときの断面図。金属締結具をインサート成形によって、樹脂製パネルに埋め込んだものであって、ボルトの取り付け前の模式図。(b)図3におけるA-A断面で切断したときの断面図。金属締結具をインサート成形によって、樹脂製パネルに埋め込んだものであって、ボルトの取り付け後の模式図。
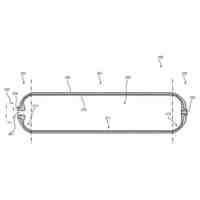
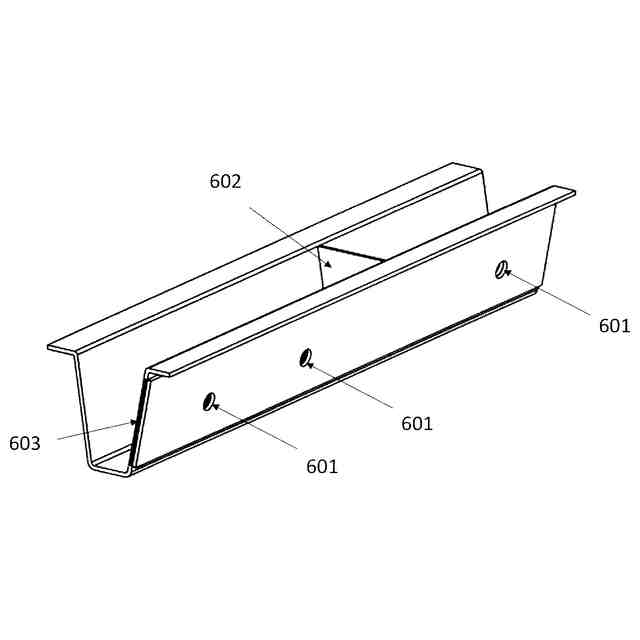
ボルト挿入部を有する金属締結具と樹脂製パネルとを備えた、本発明の車両構造体の模式図。金属締結具は、インサート成形によって樹脂製パネルに埋め込まれており、樹脂製パネルには、前記ボルト挿入部に対応する位置に穴h1を設けている。ボルトは挿入する前である。
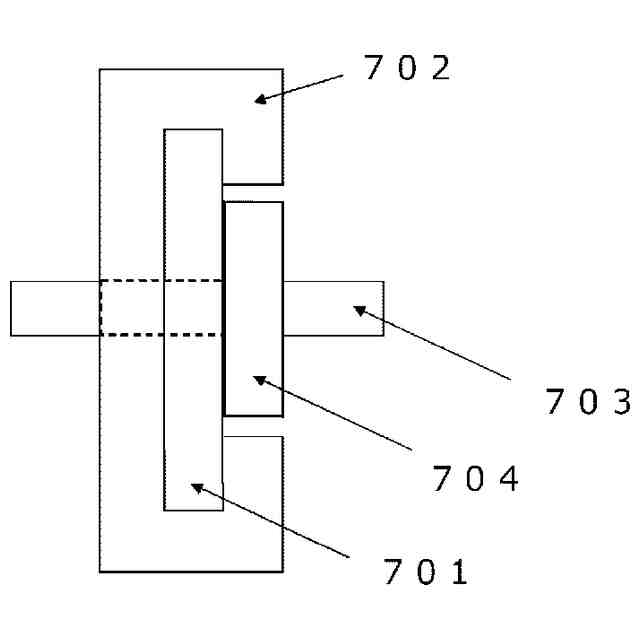
好ましい穴h1の周辺の構造の模式図。樹脂製パネルを締結部へ出来るだけ関与させない構造となっている。
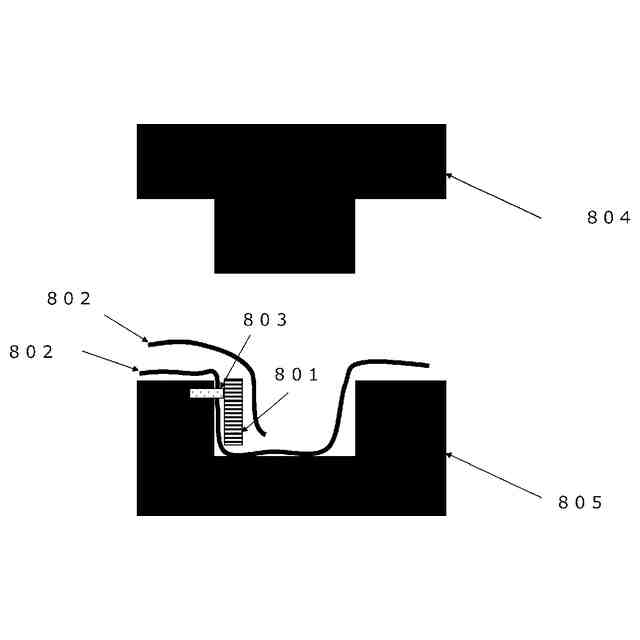
材料Bm(シートモールディングコンパウンド、802)を用いて金属締結具801を挟み込んで成形するのを描いた模式図。
【発明を実施するための形態】
【0009】
以下、本発明を詳細に説明する。
本発明は、ボルト挿入部を有する金属締結具と、樹脂製パネルと、を備えた車両構造体であって、前記金属締結具は、インサート成形によって樹脂製パネルに埋め込まれ、前記樹脂製パネルには、前記ボルト挿入部に対応する位置に穴h1を設けた、車両構造体である。好ましくは、樹脂製パネルは繊維強化樹脂部材Aと繊維強化樹脂部材Bとを有する。
【0010】
[強化繊維]
本明細書において強化繊維は、炭素繊維、アラミド繊維、およびガラス繊維からなる群から選ばれる少なくとも一種であることが好ましい。より好ましくは、強化繊維は炭素繊維又はガラス繊維である。
より具体的には、繊維強化樹脂部材Aを用いる場合、これ含まれる強化繊維は、炭素繊維又はガラス繊維であることが好ましい。繊維強化樹脂部材Bを用いる場合、これに含まれる強化繊維は、炭素繊維又はガラス繊維であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
帝人株式会社
衝撃吸収構造体
19日前
帝人株式会社
軽量ゴムおよびゴム成形体
1か月前
帝人株式会社
繊維補強圧力容器及びその製造方法
1か月前
帝人株式会社
コイルユニット、及びその製造方法
2か月前
帝人株式会社
熱可塑性樹脂及びそれを含む光学部材
1か月前
帝人株式会社
熱履歴を検知できる布帛および繊維製品
1か月前
帝人株式会社
ポリオレフィン微多孔膜及びエアフィルタ
11日前
帝人株式会社
熱可塑性樹脂組成物およびそれよりなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
1か月前
帝人株式会社
パラ型全芳香族ポリアミド溶液及びその製造方法
1か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
24日前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
1か月前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
3日前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
28日前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
19日前
帝人株式会社
ポリカーボネート樹脂組成物フィルムおよび加飾フィルム
1か月前
帝人株式会社
ポリエステル樹脂組成物およびそれを成形してなる成形品
2か月前
帝人株式会社
半芳香族ポリアミド樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
リサイクル紡績糸の製造方法、および該紡績糸を含む繊維製品
2か月前
帝人株式会社
難燃性ポリカーボネート樹脂組成物およびそれよりなる成形品
14日前
帝人株式会社
ポリブチレンナフタレート樹脂組成物およびそれを成形してなる成形部材
1か月前
国立大学法人東京科学大学
組換え水素酸化細菌、及びポリヒドロキシアルカン酸の製造方法
2か月前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
グンゼ株式会社
ピン
9か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ