TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159761
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062492
出願日
2024-04-09
発明の名称
3Dプリンタ
出願人
ダイハツ工業株式会社
代理人
個人
主分類
B29C
64/25 20170101AFI20251015BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形精度を向上できる3Dプリンタを提供する。
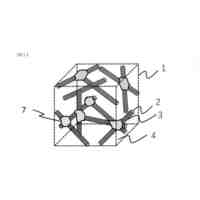
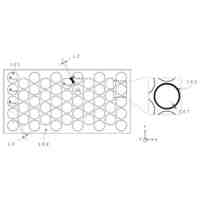
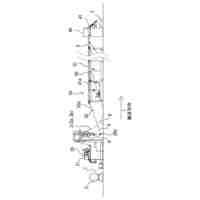
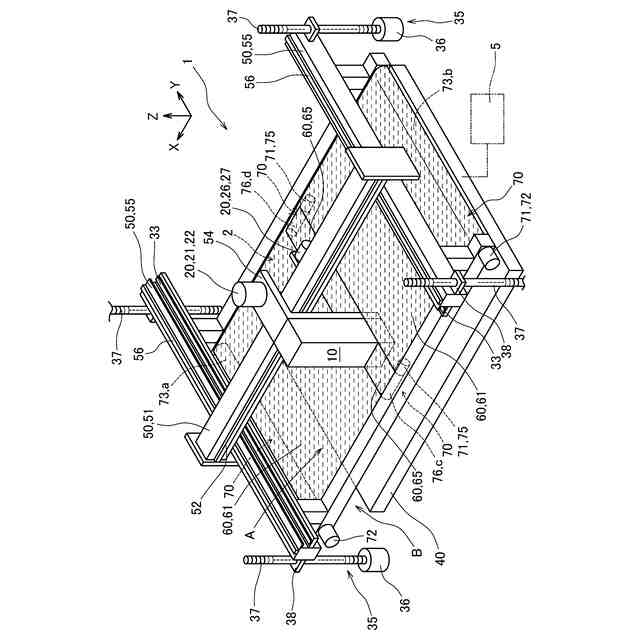
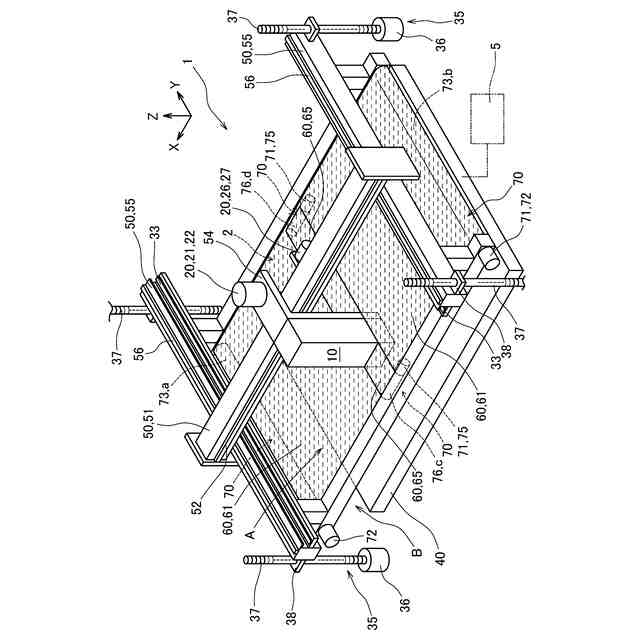
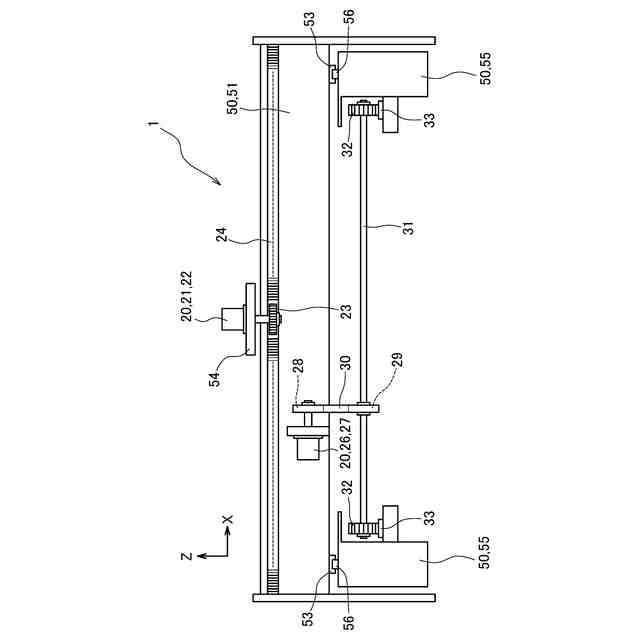
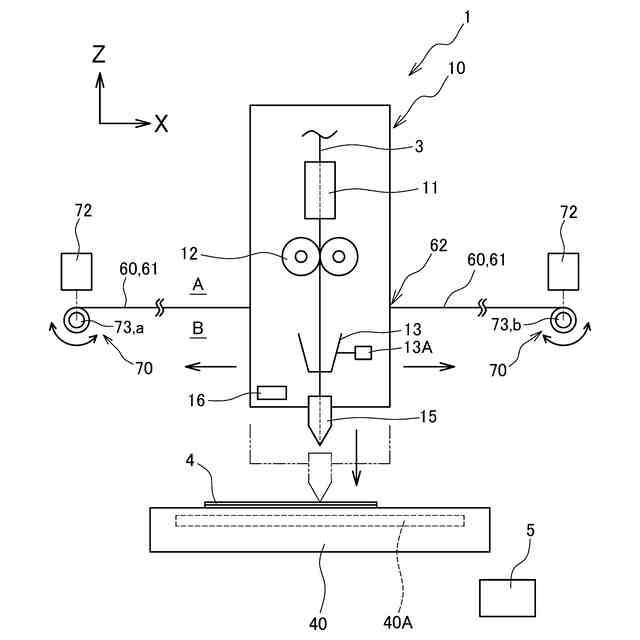
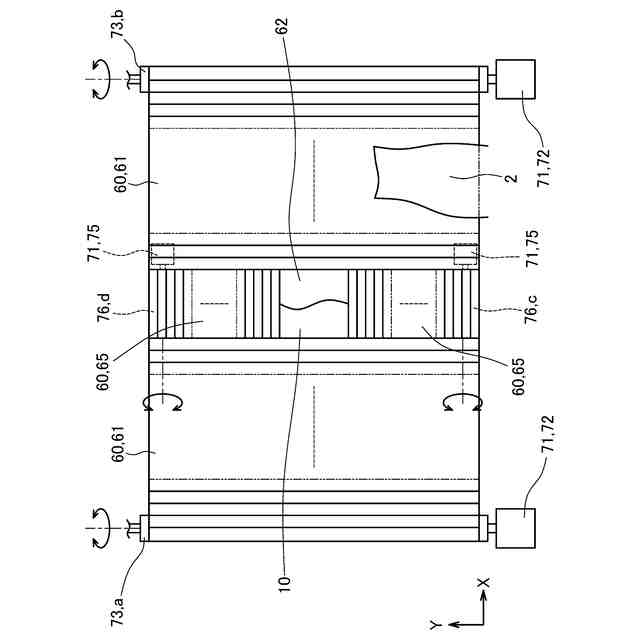
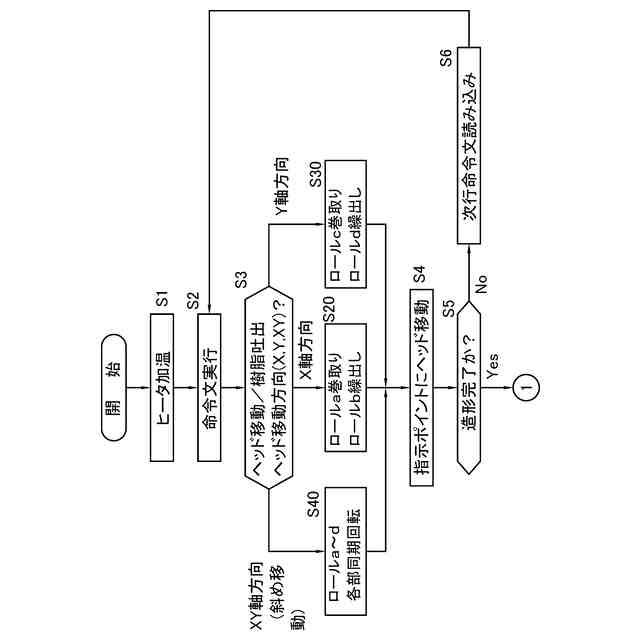
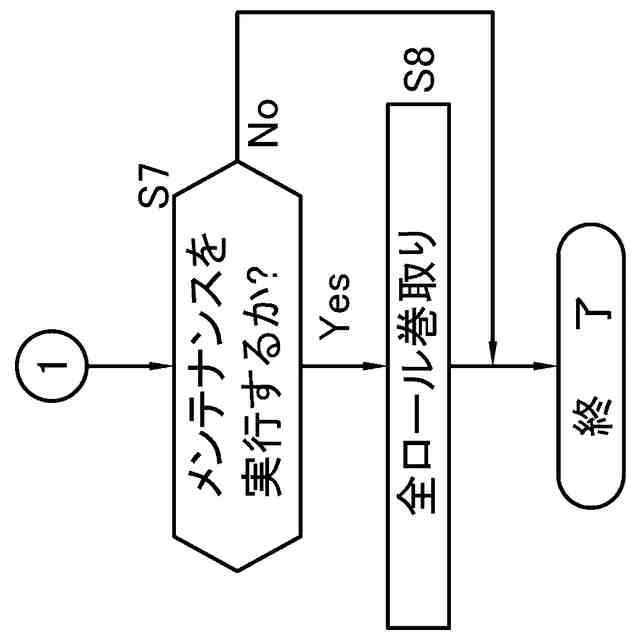
【解決手段】3Dプリンタ1は、溶融樹脂材料3の吐出部15を備えたプリンタヘッド10と、プリンタヘッド10の駆動部20と、駆動部20が配置される駆動エリアAと、吐出部15が配置される造形エリアBと、プリンタヘッド10の水平方向への移動可能エリアとしての開口部2と、開口部2の周囲でプリンタヘッド10を移動可能に支持する支持枠50と、開口部2を遮蔽した遮蔽状態とする遮蔽部材60と、遮蔽部材60の繰り出し及び巻回による収容を行うロール装置70とを備え、遮蔽部材60が、プリンタヘッド10を取り囲む窓部62を有し、ロール装置70による遮蔽部材60の操り出し及び巻回によってプリンタヘッド10の移動に追従するように窓部62の位置を移動させることにより、プリンタヘッド10を移動させつつ遮蔽状態を維持する。
【選択図】図1
特許請求の範囲
【請求項1】
溶融した樹脂材料を吐出する吐出部を備えたプリンタヘッドと、
前記プリンタヘッドを駆動する駆動部と、前記駆動部が配置される駆動エリアと、
前記吐出部が配置される造形エリアと、
前記駆動エリア及び前記造形エリアの間において、前記プリンタヘッドの水平方向への移動可能エリアとして開口する開口部と、
前記開口部の周囲の少なくとも一部に配置され、前記プリンタヘッドを水平方向及び上下方向に移動可能に支持する支持枠と、
前記駆動エリア及び前記造形エリアを水平方向に区画するように前記開口部を遮蔽した遮蔽状態とする遮蔽部材と、
前記支持枠に支持され、前記遮蔽部材の繰り出し、及び前記遮蔽部材の巻回による収容を行うロール装置と、
を備え、
前記遮蔽部材が、前記駆動エリア及び前記造形エリアに亘って配された前記プリンタヘッドを取り囲む窓部を有し、
前記ロール装置による前記遮蔽部材の操り出し及び巻回によって前記プリンタヘッドの移動に追従するように前記窓部の位置を移動させることにより、前記プリンタヘッドを移動させつつ前記遮蔽状態を維持できること、を特徴とする3Dプリンタ。
続きを表示(約 200 文字)
【請求項2】
前記遮蔽部材は、耐熱性素材を有し、ジャバラ状に巻回して収容可能であること、を特徴とする請求項1に記載の3Dプリンタ。
【請求項3】
前記プリンタヘッドに、第一加熱部が設けられており、
造形物が形成される造形ベッドに、第二加熱部が設けられており、
前記造形エリア側に、第三加熱部が設けられていること、を特徴とする請求項1又は2に記載の3Dプリンタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3Dプリンタに関する。さらに詳しくは、樹脂材料を加熱溶融させて積層することにより立体的な造形物を形成する3Dプリンタに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
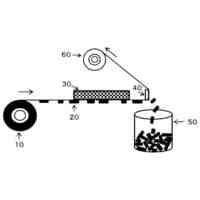
従来、樹脂材料を加熱溶融させて積層することで立体的な造形物を形成する溶融積層方式(FDM方式とも称する)の3Dプリンタが知られている。上述した3Dプリンタは、フィラメント(樹脂材料)を溶融させ吐出ノズル(吐出部)から吐出させて、順次積層することにより立体的な造形物を造形するものとされている。
【0003】
ところで、上述した3Dプリンタは、吐出ノズルや立体造形物が形成される造形ベッド
が加熱されており、プリンタヘッドにおける駆動部分等に熱が及ぶ結果、当該駆動部分等が熱膨張し、造形不良が起こりやすくなる問題がある。そのため、従来の3Dプリンタでは、造形エリアの温度を一定にする技術が開示されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2022-83574号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1に記載の三次元造形装置(3Dプリンタ)は、チャンバと、前記チャンバ内に配置され、前記樹脂材料を溶融し、溶融した前記樹脂材料を前記チャンバ内に積層して樹脂層を形成するヘッド部と、前記チャンバの圧力を調整する圧力調整部と、を備え、前記圧力調整部は、前記樹脂層が前記チャンバ内で所定の温度範囲に保温されるように前記チャンバ内の圧力を調整するものとされている。
【0006】
しかしながら、上述した特許文献1に記載の3Dプリンタは、例えば、自動車のバンパーのような大型の部材を形成する場合、チャンバを大型化しなければならず、装置が大型化する懸念がある。また、バンパーのような大型の部材を造形する場合は、プリンタヘッドの吐出ノズル(吐出部)に加える熱量も増えるため、駆動機構等への熱伝搬が起こりやすくなる問題がある。その結果、従来の3Dプリンタでは、駆動機構等の熱膨張により、造形精度が低下したり、造形不良が生じたりする問題がある。さらに、従来の3Dプリンタでは、造形物が長尺の大物である場合、造形物の反りや造形ベッド(造形ステージ)からの剥がれが生じやすくなる問題がある。
【0007】
そこで、本発明は、駆動部材の温度変化を抑制しつつ、造形エリアを効率的に昇温して造形精度を向上できる3Dプリンタを提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)上述した課題を解決すべく提供される本発明の3Dプリンタは、溶融した樹脂材料を吐出する吐出部を備えたプリンタヘッドと、前記プリンタヘッドを駆動する駆動部と、前記駆動部が配置される駆動エリアと、前記吐出部が配置される造形エリアと、前記駆動エリア及び前記造形エリアの間において、前記プリンタヘッドの水平方向への移動可能エリアとして開口する開口部と、前記開口部の周囲の少なくとも一部に配置され、前記プリンタヘッドを水平方向及び上下方向に移動可能に支持する支持枠と、前記駆動エリア及び前記造形エリアを水平方向に区画するように前記開口部を遮蔽した遮蔽状態とする遮蔽部材と、前記支持枠に支持され、前記遮蔽部材の繰り出し、及び前記遮蔽部材の巻回による収容を行うロール装置と、を備え、前記遮蔽部材が、前記駆動エリア及び前記造形エリアに亘って配された前記プリンタヘッドを取り囲む窓部を有し、前記ロール装置による前記遮蔽部材の操り出し及び巻回によって前記プリンタヘッドの移動に追従するように前記窓部の位置を移動させることにより、前記プリンタヘッドを移動させつつ前記遮蔽状態を維持できること、を特徴とするものである。
【0009】
本発明の3Dプリンタは、プリンタヘッドの水平方向への移動可能エリアとして開口する開口部を、遮蔽部材により遮蔽状態とすることができるので、プリンタヘッドの駆動部が配置される駆動エリア、及び吐出部が配置される造形エリアを熱分離することができる。これにより、本発明の3Dプリンタは、駆動部の熱膨張を抑制することができるので、駆動部によるプリンタヘッドの駆動を正確に行うことができる。そのため、本発明の3Dプリンタは、精度の良い造形を行うことができる。また、本発明の3Dプリンタは、遮蔽部材が、駆動エリア及び造形エリアに亘って配されたプリンタヘッドを取り囲む窓部を有し、ロール装置による遮蔽部材の操り出し及び巻回によってプリンタヘッドの移動に追従するように窓部の位置を移動させることにより、プリンタヘッドを移動させつつ遮蔽状態を維持することができる。これにより、本発明の3Dプリンタは、プリンタヘッドの移動に追従して、遮蔽部材の繰り出し及び巻回を行うことができるので、別途に駆動装置を設けることなく、遮蔽部材の繰り出し及び巻回を行うことができる。
【0010】
(2)上述した本発明の3Dプリンタは、前記遮蔽部材が、耐熱性素材を有し、ジャバラ状に巻回して収容可能であること、を特徴とするとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
18日前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
3か月前
株式会社漆原
シートの成形方法
6か月前
株式会社日本製鋼所
監視システム
9日前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社バルカー
シートガスケット
2か月前
トヨタ自動車株式会社
真空成形装置
7か月前
コイト電工株式会社
フレーム成形品
2か月前
日産自動車株式会社
成形装置
5か月前
三和合板株式会社
化粧板の製造装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
足立建設工業株式会社
製管機
23日前
ダイハツ工業株式会社
3Dプリンタ
1か月前
東レ株式会社
半導体モールド用離型フィルム
6か月前
シチズンファインデバイス株式会社
接合装置
6か月前
帝人株式会社
複数の孔を有する成形品
2か月前
東海興業株式会社
ウェザーストリップ
1か月前
株式会社ミヤコシ
解反機
6か月前
住友電気工業株式会社
ペレット
1か月前
住友電気工業株式会社
ペレット
1か月前
フジコピアン株式会社
熱転写インク回収装置
3か月前
株式会社カネカ
熱可塑性フィルムの製造方法
1か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
3か月前
株式会社大林組
構造物形成装置
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ