TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025163493
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066797
出願日
2024-04-17
発明の名称
溶接電極の研磨装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/30 20060101AFI20251022BHJP(工作機械;他に分類されない金属加工)
要約
【課題】研磨時の姿勢を安定させて溶接用の電極に研磨加工を実施し、これにより高品質の溶接を継続可能とする。
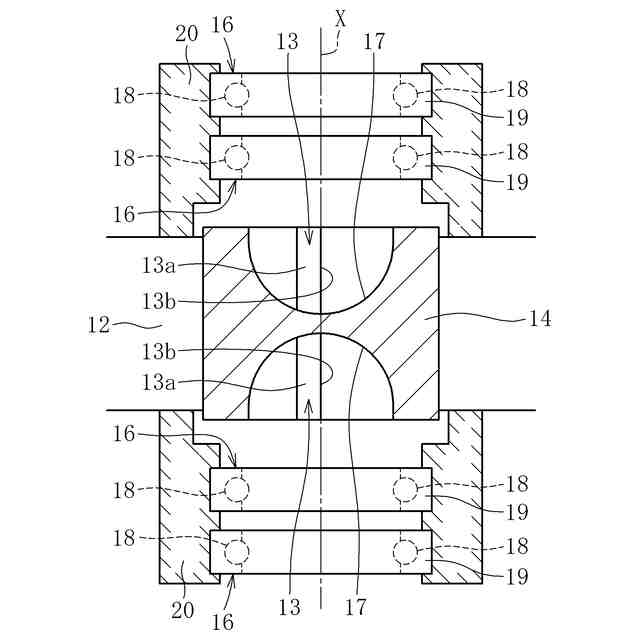
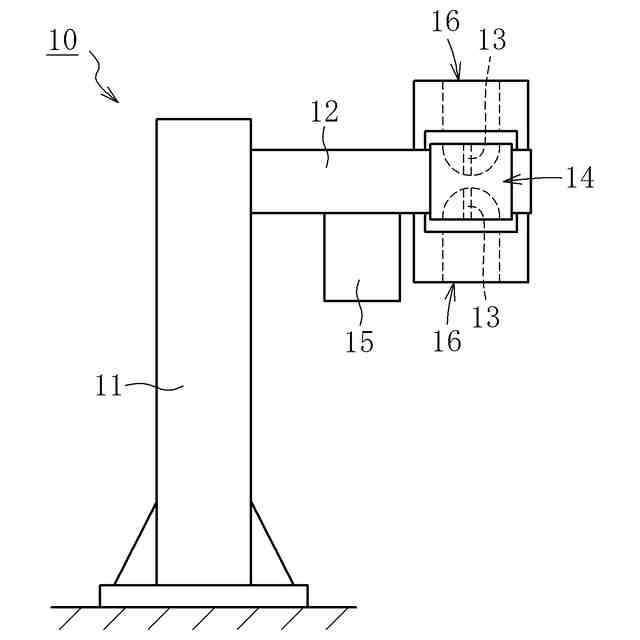
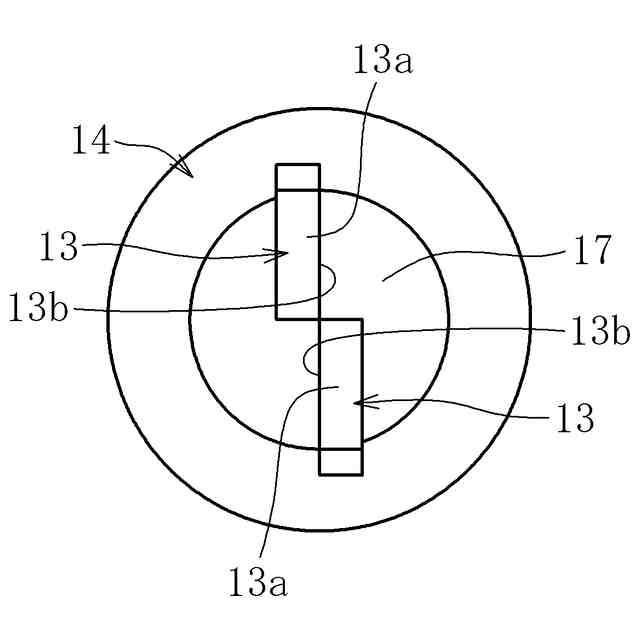
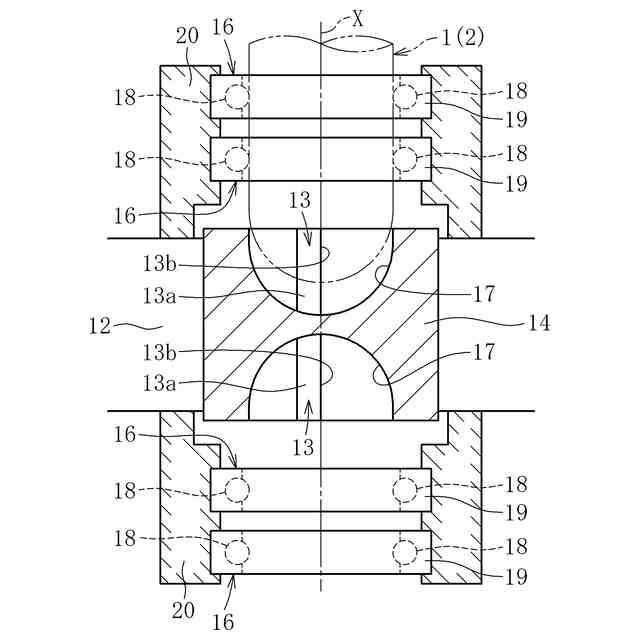
【解決手段】この研磨装置10は、溶接電極1の先端を研磨可能な研磨刃13と、研磨刃13が保持され軸回転可能なホルダ14とを備えると共に、ホルダ14の回転軸Xと同軸に配置され、溶接電極1を挿入した状態で支持可能な案内部材16をさらに備える。
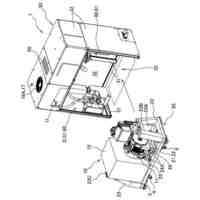
【選択図】図2
特許請求の範囲
【請求項1】
溶接電極の先端を研磨可能な研磨刃と、前記研磨刃が保持され軸回転可能なホルダとを備えた溶接電極の研磨装置において、
前記ホルダの回転軸と同軸に配置され、前記溶接電極を挿入した状態で支持可能な案内部材をさらに備えることを特徴とする、溶接電極の研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接電極の研磨装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
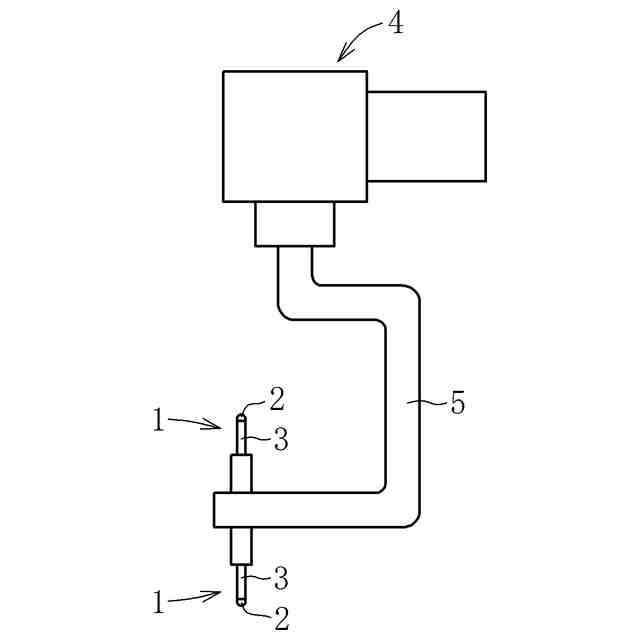
周知のように、スポット溶接に代表される抵抗溶接は、一又は複数の電極を溶接対象に押し当てた状態で大電流を通電することにより行われる。この種の溶接を繰り返し行うことで、電極の表面が変形し、又は溶接対象である鋼板のメッキ成分が付着していく。よって、電極の表面を元の状態に戻すために、定期的に電極の先端に研磨加工を施している。
【0003】
上述した研磨加工は、例えばカッター(研磨刃)が装着されたカッターホルダに、溶接ガンのアーム部先端に設けられた一対の電極を押し当てて挟み込んだ状態でカッターホルダを軸回転させることで行われる(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2018-167303号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、スポット溶接には、互いに向かい合う一対の電極で溶接対象(重ね合わせた鋼板など)を挟み込んだ状態で行う形態と、一個の電極のみを溶接対象に押し当てた状態で行う形態(インダイレクト溶接、あるいは片側溶接とも称される。)とがある。特許文献1に記載のように、一対の電極でカッターホルダを挟み込んだ状態で研磨加工を施す場合にはさほど問題にはならないが、片側溶接用の電極の場合、溶接ガンのアーム部先端に取付けられた一個の電極をカッターホルダのカッターに一方側からのみ押し当てた状態で研磨加工を施すことになる。そのため、電極の押し当て時、電極がカッターホルダから受ける反力によって溶接ガンのアーム部に無視できない大きさの変形(たわみ等)が生じるおそれがある。アーム部に変形が生じた状態で電極がカッターに押し当てられたのでは、電極の位置ないし姿勢が安定せず、電極に振れが生じた状態でカッターによる研磨が行われるおそれが生じる。あるいは、カッター(カッターホルダ)の回転軸に対して電極が傾いた状態でカッターに押し当てられることで、研磨に偏りが生じるおそれがある。何れにしても、電極先端の研磨が不十分となってその表面状態が安定しないため、その後の溶接品質に悪影響を及ぼすおそれがある。
【0006】
以上の事情に鑑み、本明細書では、研磨時の姿勢を安定させて溶接用の電極に研磨加工を実施し、これにより高品質の溶接を継続可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0007】
前記課題の解決は、本発明に係る溶接電極の研磨装置によって達成される。すなわち、この研磨装置は、溶接電極の先端を研磨可能な研磨刃と、研磨刃が保持され軸回転可能なホルダとを備えたもので、ホルダの回転軸と同軸に配置され、溶接電極を挿入した状態で支持可能な案内部材をさらに備える点をもって特徴付けられる。
【0008】
本発明に係る研磨装置では、溶接電極を挿入した状態で支持可能な案内部材を、研磨刃のホルダの回転軸と同軸に配置した。このように案内部材を設けることで、研磨刃に向けて溶接電極を導入する際、溶接電極が案内部材によって支持された状態で研磨刃に押し当てられる。よって、溶接電極の研磨刃に対する押し当て時の姿勢を安定させることができ、これにより偏りやばらつきのない研磨加工を安定的に実施することができる。
【0009】
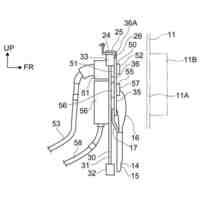
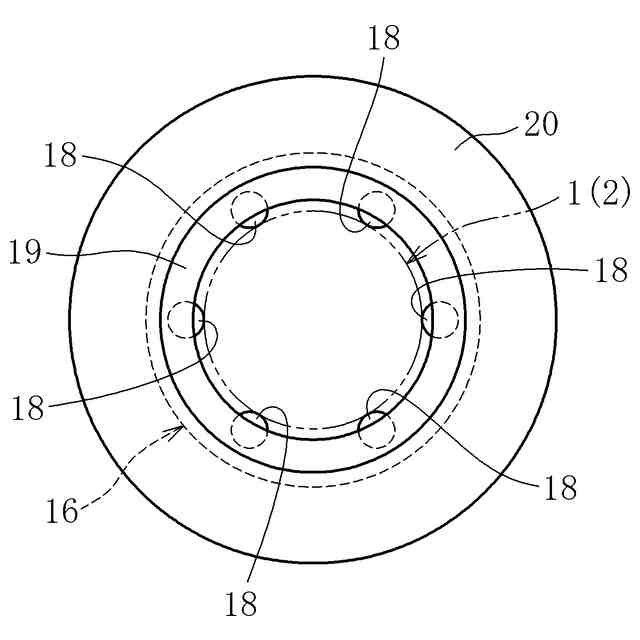
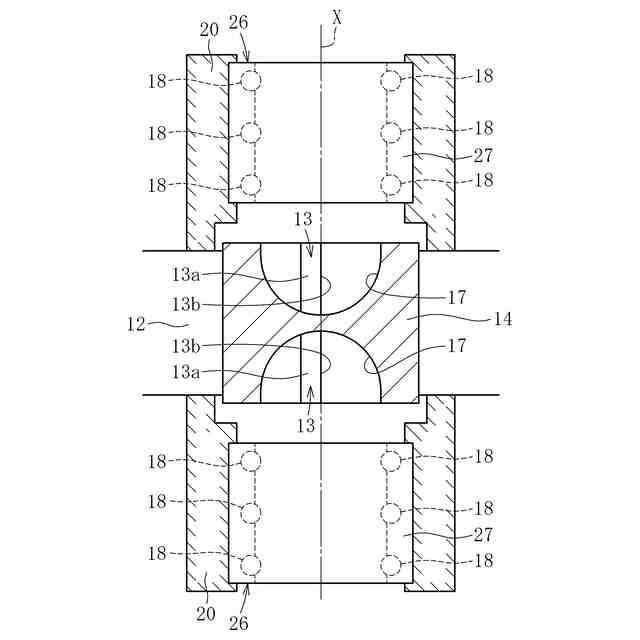
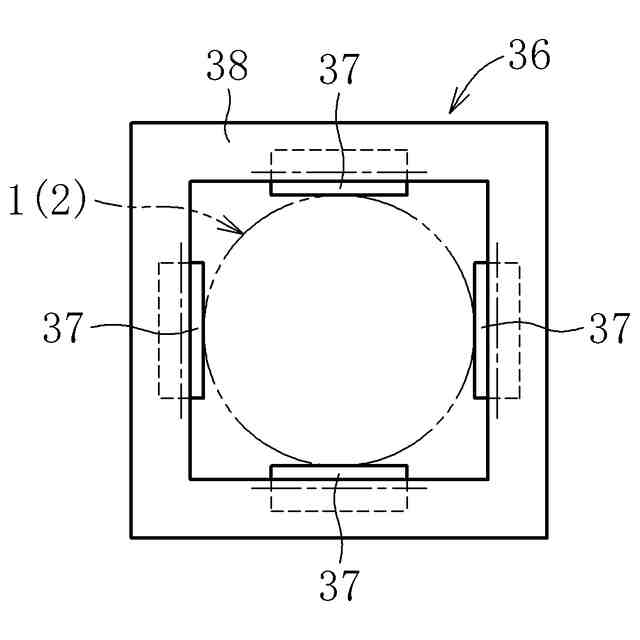
また、本発明に係る研磨装置において、案内部材は、内周に挿入された溶接電極の外周面を支持可能な複数の転動体と、前記複数の転動体を回転自在に保持する保持部材とで構成されてもよい。
【0010】
溶接電極の軸方向移動を安定した姿勢でかつ円滑に行い得る限りにおいて、案内部材は任意の形態をとることができる。一方、溶接電極を上述の如き研磨刃の回転加工で研磨した場合、研磨加工の過程で、溶接電極の周囲にカエリと呼ばれる突起が生じることがある。そのため、電極の形状及び移動方向に鑑みて、例えば案内部材を滑り軸受で構成した場合に、溶接電極を軸方向に移動させることで、上述した突起が滑り軸受に引っ掛かりを生じ、円滑な移動が妨げられるおそれがある。これに対して、案内部材を、溶接電極の外周面を支持可能な複数の転動体と、これら複数の転動体を回転自在に保持する保持部材とで構成することによって、溶接電極を点接触又はこれに近い状態で支持することができる。よって、溶接電極の周囲に生じた突起が転がり軸受(転動体)と干渉する可能性を下げることができる。また仮に転動体と突起とが干渉した場合であっても、溶接電極の移動に伴い転動体が転動することで、溶接電極を円滑に移動させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
発電装置
10日前
ダイハツ工業株式会社
副燃焼室付きエンジン
1日前
ダイハツ工業株式会社
車両用外部充電ポート支持構造
1日前
ダイハツ工業株式会社
車両用外部充電ポート支持構造
1日前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
22日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
25日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
17日前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
2か月前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
2か月前
睦月電機株式会社
金属表面処理方法
22日前
株式会社富田製作所
支持構造
1か月前
株式会社向洋技研
スタッドの製造方法
24日前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
2か月前
有限会社TNE
電気抵抗溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
ブローチ盤
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ