TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075308
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186370
出願日
2023-10-31
発明の名称
押湯切断装置および押湯切断方法
出願人
日本鋳造株式会社
代理人
個人
主分類
B22D
31/00 20060101AFI20250508BHJP(鋳造;粉末冶金)
要約
【課題】種々の押湯を確実にかつ効率的に切断することができる押湯切断装置および押湯切断方法を提供する。
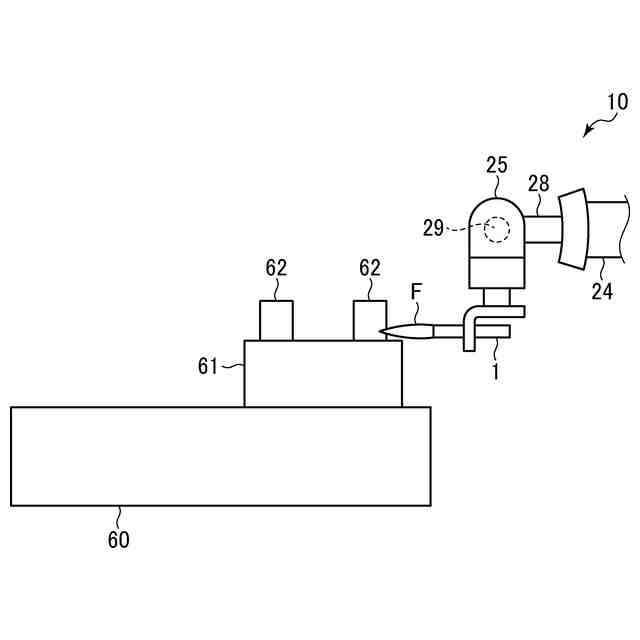
【解決手段】鋳型に溶湯を注入して鋳造した後の押湯を自動的に切断する押湯切断装置は、燃焼ガスが供給され、該燃焼ガスによる火炎を放射し、押湯の切断箇所の予熱および切断を行う切断トーチと、切断トーチを移動させる移動装置と、移動装置を制御して、切断トーチからの火炎による押湯の切断箇所の予熱および切断を行わせる制御部とを有し、制御部は、切断の際に、切断トーチによる切断速度が押湯の断面積に応じて制御されるように移動装置を制御する。
【選択図】 図1
特許請求の範囲
【請求項1】
鋳型に溶湯を注入して鋳造した後の押湯を自動的に切断する押湯切断装置であって、
燃焼ガスが供給され、該燃焼ガスによる火炎を放射し、押湯の切断箇所の予熱および切断を行う切断トーチと、
前記切断トーチを移動させる移動装置と、
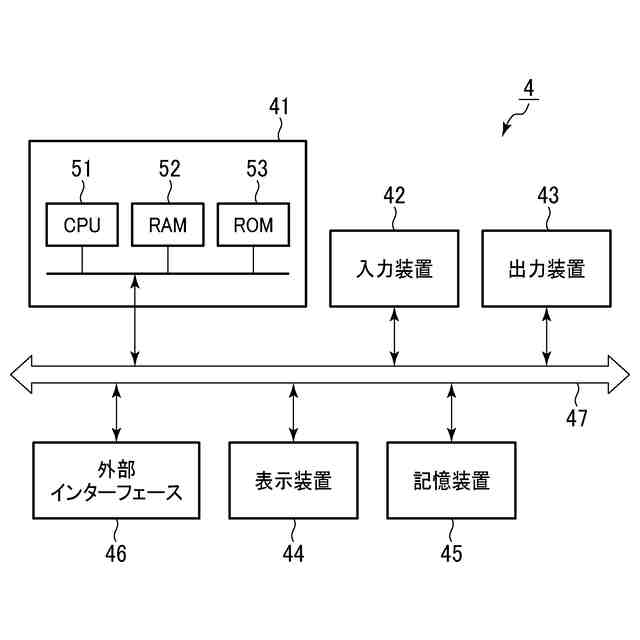
前記移動装置を制御して、前記切断トーチからの火炎による前記押湯の切断箇所の予熱および切断を行わせる制御部と、
を有し、
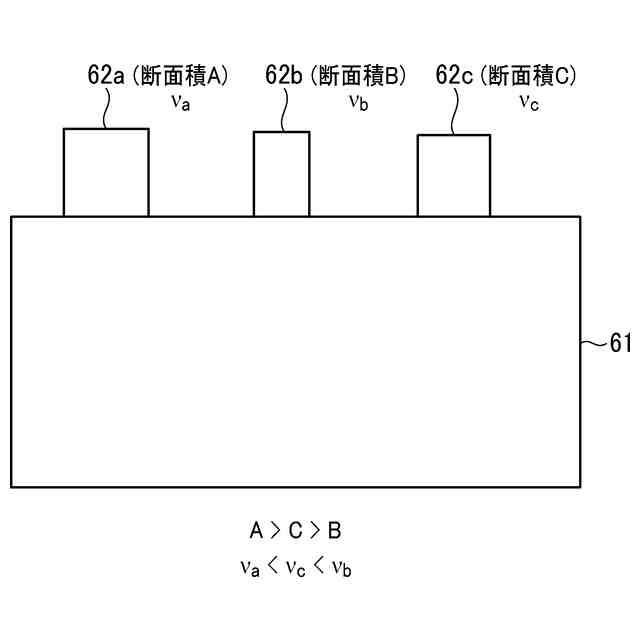
前記制御部は、前記切断の際に、前記切断トーチによる切断速度が押湯の断面積に応じて制御されるように前記移動装置を制御することを特徴とする押湯切断装置。
続きを表示(約 1,100 文字)
【請求項2】
前記制御部は、押湯の断面積が大きくなるほど前記切断速度が遅くなるように前記移動装置を制御することを特徴とする請求項1に記載の押湯切断装置。
【請求項3】
前記移動装置は、多関節構造を有する機構部と、機構部を駆動する駆動部と、を有することを特徴とする請求項1に記載の押湯切断装置。
【請求項4】
前記機構部は、前記切断トーチが取り付けられるヘッド部を有し、前記ヘッド部は、前記切断トーチの先端の角度を自由に設定可能に構成されていることを特徴とする請求項3に記載の押湯切断装置。
【請求項5】
前記制御部は、前記予熱の際に、前記ヘッド部が首振り動作をするように制御することを特徴とする請求項4に記載の押湯切断装置。
【請求項6】
前記制御部は、前記予熱が前記押湯の切断箇所が溶融する温度またはその直前の温度に達するまで行われるように制御することを特徴とする請求項1から請求項5のいずれか一項に記載の押湯切断装置。
【請求項7】
鋳造する材料が鉄系材料であり、前記切断の際に、前記切断箇所に前記燃焼ガスによる火炎の他に酸化のための酸素ガスが供給され、前記制御部は、前記予熱により前記押湯の表面が溶融する温度またはその直前の温度に達した時点で前記切断箇所に前記酸素ガスが供給されるようにガス供給を制御することを特徴とする請求項6に記載の押湯切断装置。
【請求項8】
前記燃焼ガスは、水素ガスと炭化水素ガスとの混合ガスであることを特徴とする請求項1から請求項5のいずれか一項に記載の押湯切断装置。
【請求項9】
切断トーチにより自動的に押湯を切断する押湯切断装置を用いて、鋳型に溶湯を注入して鋳造した後の押湯を切断する押湯切断方法であって、
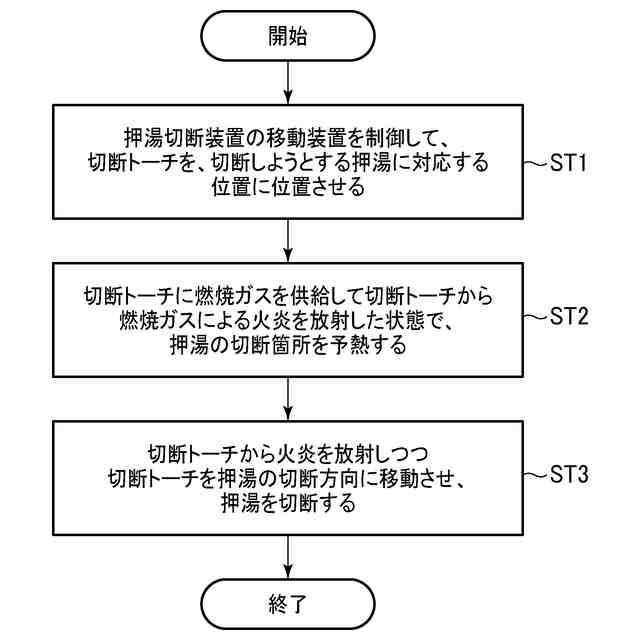
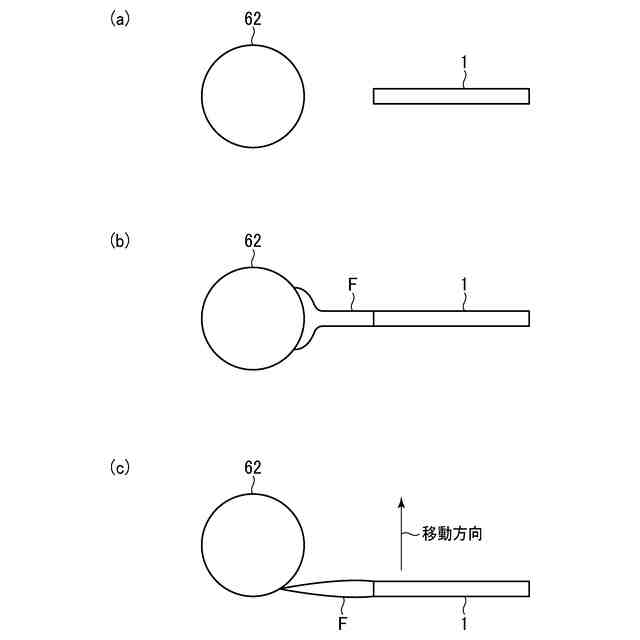
燃焼ガスが供給され、該燃焼ガスによる火炎を放射し、押湯の切断箇所の予熱および切断を行う切断トーチを、切断しようとする押湯に対応する位置に位置させる工程と、
前記切断トーチから火炎を放射して前記押湯の切断箇所を予熱する工程と、
予熱後に前記切断トーチを切断方向に移動させ、押湯を切断する工程と、
を有し、
前記切断する工程の際に、前記切断トーチによる切断速度を押湯の断面積に応じて制御することを特徴とする押湯切断方法。
【請求項10】
前記切断する工程の際に、前記押湯の断面積が大きくなるほど前記切断速度が遅くなるように制御することを特徴とする請求項9に記載の押湯切断方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳物に付属した押湯を切断する押湯切断装置および押湯切断方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
鋳物は鋳型に溶湯を注入することにより製造されるが、溶湯の凝固収縮によって製品に発生する引け巣等の鋳造欠陥を防止するために、鋳物の製品部に溶湯を補給する押湯を設けることがある。
【0003】
押湯は、溶湯が凝固後にバーナ等を用いて切断されるが、手作業では熟練を要し、また多大な時間がかかることから、特許文献1には、押湯を自動的に切断する押湯切断装置(ロボット)が提案されている。
【0004】
特許文献1の押湯切断装置は、ガス切断トーチと、切断トーチを移動させる移動装置と、移動装置の移動動作を制御する制御装置とを有する。
【先行技術文献】
【特許文献】
【0005】
特許第5960591号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1には、押湯切断装置の動作制御について記載されているが、具体的に切断トーチにより押湯を現実的にどのように切断するかまでは記載されておらず、種々の押湯を確実にかつ効率的に切断できるかどうかまでは不明である。
【0007】
本発明は、種々の押湯を確実にかつ効率的に切断することができる押湯切断装置および押湯切断方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下の(1)~(14)の手段を提供する。
【0009】
(1)鋳型に溶湯を注入して鋳造した後の押湯を自動的に切断する押湯切断装置であって、
燃焼ガスが供給され、該燃焼ガスによる火炎を放射し、押湯の切断箇所の予熱および切断を行う切断トーチと、
前記切断トーチを移動させる移動装置と、
前記移動装置を制御して、前記切断トーチからの火炎による前記押湯の切断箇所の予熱および切断を行わせる制御部と、
を有し、
前記制御部は、前記切断の際に、前記切断トーチによる切断速度が押湯の断面積に応じて制御されるように前記移動装置を制御することを特徴とする押湯切断装置。
【0010】
(2)前記制御部は、押湯の断面積が大きくなるほど前記切断速度が遅くなるように前記移動装置を制御することを特徴とする(1)に記載の押湯切断装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ