TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056597
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023166171
出願日
2023-09-27
発明の名称
鋳バリ抑制方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
9/06 20060101AFI20250401BHJP(鋳造;粉末冶金)
要約
【課題】連続で鋳造を行う場合に、各shotにおけるバリの発生を抑制する。
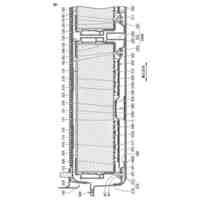
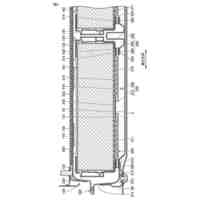
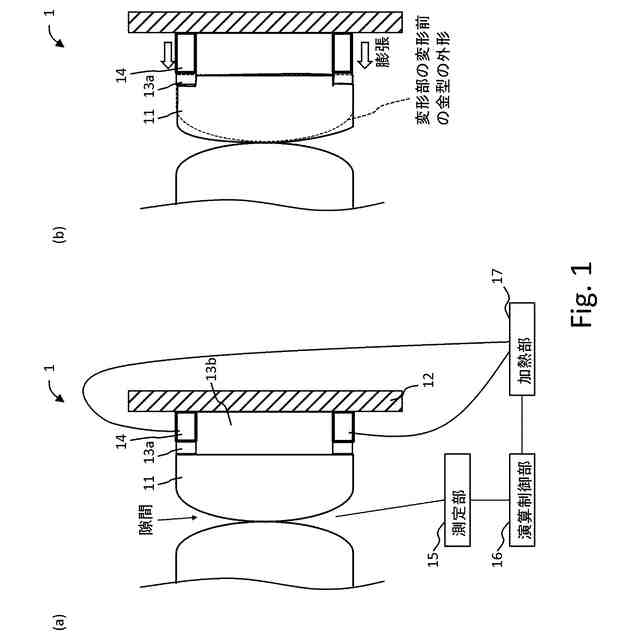
【解決手段】パーティングラインを形成して対向する金型11と、金型11の裏側に設けられた主型12と、金型11と主型12の間に設けられ断熱を行う断熱部13と、断熱部13と主型12の間に設けられ変形を行い、金型11を押し出す変形部14と、対向する金型同士の隙間を測定する測定部15と、を有し、測定部15が対向する金型11の隙間量を測定する工程と、測定された隙間量に応じて、変形部14を変形させる工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
パーティングラインを形成して対向する金型と、
前記金型の裏側に設けられた主型と、
前記金型と前記主型の間に設けられ断熱を行う断熱部と、
前記断熱部と前記主型の間に設けられ変形を行い、前記金型を押し出す変形部と、
前記対向する金型同士の隙間を測定する測定部と、を有し、
前記測定部が前記金型の隙間量を測定する工程と、
測定された前記隙間量に応じて、前記変形部を変形させる工程と、を備える、
鋳バリ抑制方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型を利用する鋳造時の鋳バリ抑制方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、組み合わせることにより対となる金型において、対向するパーティングライン(PL)面の鋳造時の変形に起因する隙間の発生を抑えるために、鋳造時に、該当するPL面に働く面圧を算出し、算出された面圧に基づいてPL面を凹形状に成形することが行われている。
【0003】
これにより、鋳造時にPL面が変形しても凹型が膨らむことで、PL面が凸形状となり、金型の合わせ面における隙間の発生を抑えることができる。
【先行技術文献】
【特許文献】
【0004】
特開2012-091183号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような鋳造では、連続して鋳込みが行われる。そして、連続鋳込み数に応じて温度分布が異なる。例えば、100回の連続の鋳込みを行う場合であっても、1shot目の蓄熱は小さく100shot目の蓄熱は大きくなり、これらの蓄熱の大きさに連動して変形や面圧が異なることから、PL面の隙間の量も各shotにより異なる。ここで、特許文献1に記載に記載された金型設計装置では、あるshotの温度場でのバリ発生の抑制は見込めるが、別shotにおけるバリ発生の抑制効果は限定的と考えられる。そのため、連続で鋳造を行う場合であっても、バリの発生を抑制したいという要望があった。
【0006】
本開示は、連続で鋳造を行う場合に、各shotにおけるバリの発生を抑制する鋳バリ抑制方法を提供するものである。
【課題を解決するための手段】
【0007】
本開示にかかる鋳バリ抑制方法は、パーティングラインを形成して対向する金型と、前記金型の裏側に設けられた主型と、前記金型と前記主型の間に設けられ断熱を行う断熱部と、前記断熱部と前記主型の間に設けられ変形を行い、前記金型を押し出す変形部と、前記対向する金型同士の隙間を測定する測定部と、を有し、前記測定部が前記金型の隙間量を測定する工程と、測定された前記隙間量に応じて、前記変形部を変形させる工程と、を備える。
これにより、対向する金型間における隙間量を、金型の裏側に設けた変形部の変形によって金型を押し出すことで減らすことができる。
【発明の効果】
【0008】
本開示よれば、連続で鋳造を行う場合に、各shotにおけるバリの発生を抑制する鋳バリ抑制方法を提供することができる。
【図面の簡単な説明】
【0009】
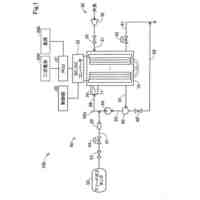
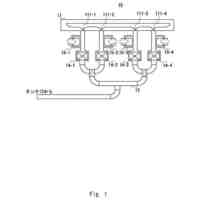
実施の形態1にかかる鋳造装置の配置例を示す図である。
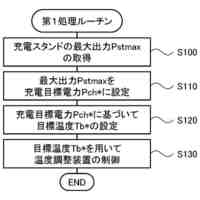
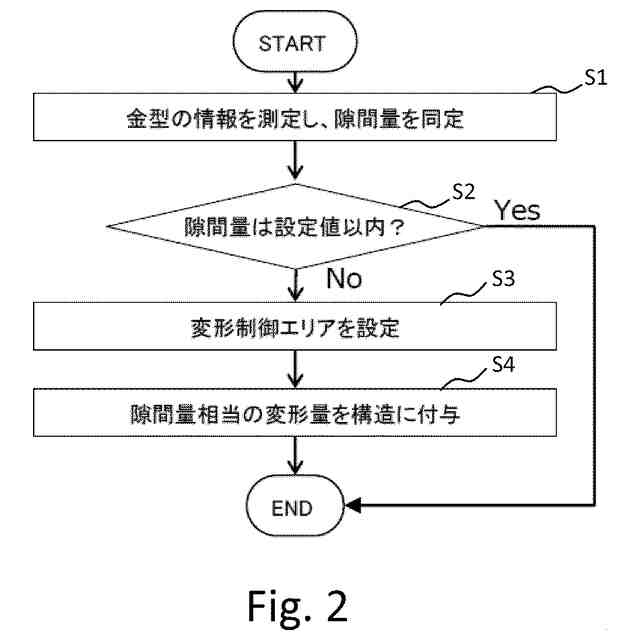
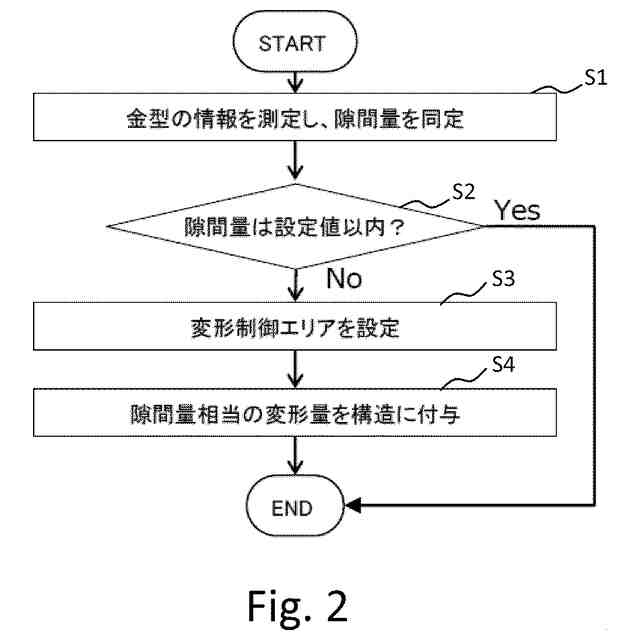
実施の形態1にかかる鋳造装置により鋳バリ抑制をするための動作フローを示す図である。
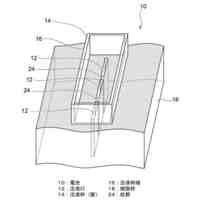
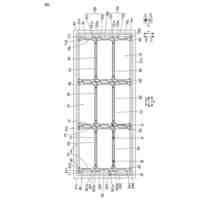
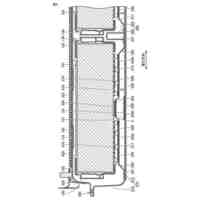
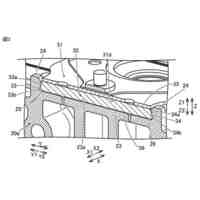
分割金型を有する鋳造装置の図である。
【発明を実施するための形態】
【0010】
実施の形態1
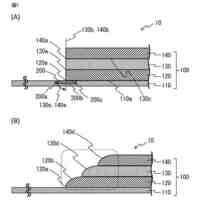
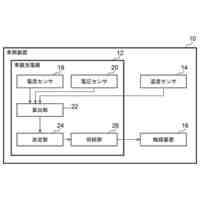
以下、図面を参照して本実施の形態に係る鋳造装置1について説明する。図1(a)に示すように、鋳造装置1は、金型11と、金型11の裏側に配される主型12と、金型11と主型12の間に設けられた断熱部13と、金型11と主型12の間に設けられた変形部14と、測定部15と、演算制御部16と、加熱部17と、を備える。なお、図1(a)に示すように、鋳造装置1では対向する金型11同士の間に形成されるPL面に隙間が生じるものであり、対向側についても同様に金型11、主型12、断熱部13、変形部14を有する構造のため記載を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車体
24日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
配管
11日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
蓄電池
24日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
ロータ
11日前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
モータ
23日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
推定装置
23日前
トヨタ自動車株式会社
エンジン
10日前
トヨタ自動車株式会社
路側装置
23日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
路側装置
23日前
トヨタ自動車株式会社
塗工装置
2日前
トヨタ自動車株式会社
路側装置
23日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
車両装置
2日前
トヨタ自動車株式会社
鋳造装置
23日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
制御装置
23日前
トヨタ自動車株式会社
電動車両
24日前
トヨタ自動車株式会社
蓄電装置
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ