TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065917
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175451
出願日
2023-10-10
発明の名称
Al脱酸鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
主分類
B22D
11/00 20060101AFI20250415BHJP(鋳造;粉末冶金)
要約
【課題】ノズル閉塞を防止しながら安定して鋳造することが可能なAl脱酸鋼の連続鋳造方法を提供する。
【解決手段】質量%で、Al:0.010%以上0.100%以下、T.O:0.0060%以下を含有すする溶鋼に対する連続鋳造方法であって、タンディッシュからモールドを注入する浸漬ノズルとして、CaOを質量%で40%以上50%未満含有する内装体を備えた浸漬ノズルを用いて連続鋳造を行う。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、Al:0.010%以上0.100%以下、T.O:0.0060%以下を含有すする溶鋼に対する連続鋳造方法であって、タンディッシュからモールドを注入する浸漬ノズルとして、CaOを質量%で40%以上50%未満含有する内装体を備えた浸漬ノズルを用いて連続鋳造を行うことを特徴とするAl脱酸鋼の連続鋳造方法。
続きを表示(約 440 文字)
【請求項2】
前記溶鋼はさらに、質量%で、C:0.1000%以下、Si:1.000%以下、Mn:3.00%以下、P:0.150%以下、S:0.0500%以下、およびN:0.0040%以下を含有し、残部がFeおよび不純物からなることを特徴とする請求項1に記載のAl脱酸鋼の連続鋳造方法。
【請求項3】
前記溶鋼はさらに、質量%で、Ti:0.050%以下、Nb:0.100%以下、およびB:0.0500%以下からなる群から選ばれる1種以上を含有することを特徴とする請求項2に記載のAl脱酸鋼の連続鋳造方法。
【請求項4】
前記浸漬ノズルの内装体はさらに、質量%で、ZrO
2
及びMgOの少なくとも1種:合計で40%以上60%以下、SiO
2
:1%以上15%以下、及びC:5%以上20%以下からなる群から選ばれる1種以上を含有することを特徴とする請求項1~3の何れか1項に記載のAl脱酸鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ノズル閉塞を防止するためのAl脱酸鋼の連続鋳造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
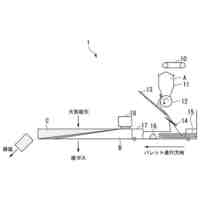
転炉や真空処理容器で精錬された溶鋼中には多量の溶存酸素が含まれており、一般的にこの溶存酸素は酸素との親和力が強い強脱酸元素であるAlにより脱酸される。一方で、Alにより脱酸を行うと溶鋼中にアルミナ系介在物が生成し、これが凝集合体して粗大なアルミナクラスターとなる。このアルミナクラスターはタンディシュからモールドへ注入するために使用される浸漬ノズルの内壁に付着し、ノズル閉塞を発生させるという問題がある。
【0003】
このようなノズル閉塞の問題を解決するために、特許文献1には、ノズル本体の内孔壁及び/或いは吐出口に、CaOを50~100重量%含有する石灰質材で所定の厚さのコーティング層を形成した連続鋳造用ノズルが開示されている。本連続鋳造用ノズルでは、石灰質材コーティング層のCaOと溶鋼中の非金属介在物であるAl
2
O
3
とが反応し、低融点かつ低比重のAl
2
O
3
-CaO系化合物を生成して非金属介在物を除去する効果が提示されている。
【先行技術文献】
【特許文献】
【0004】
特開昭63-132755号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の連続鋳造用ノズルを浸漬ノズルに使用する場合、以下の問題が生じることがある。すなわち、浸漬ノズルを製造する際の空気中の湿度が高い場合や、浸漬ノズルを保管する時の雰囲気中の湿度が高い場合には、外気中の水分と石灰質材中のCaOとが反応する消化反応が起こる。消化反応が起こると水酸化カルシウムを生成してコーティング層の強度が弱まるため、鋳造中にコーティング層が脱落して浸漬ノズルが折損したり、ノズル閉塞を防止する効果が弱まったりしてしまう。
【0006】
本発明は前述の問題点を鑑み、ノズル閉塞を防止しながら安定して鋳造することが可能なAl脱酸鋼の連続鋳造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は以下の構成を要旨とする。
(1)
質量%で、Al:0.010%以上0.100%以下、T.O:0.0060%以下を含有すする溶鋼に対する連続鋳造方法であって、タンディッシュからモールドを注入する浸漬ノズルとして、CaOを質量%で40%以上50%未満含有する内装体を備えた浸漬ノズルを用いて連続鋳造を行うことを特徴とするAl脱酸鋼の連続鋳造方法。
(2)
前記溶鋼はさらに、質量%で、C:0.1000%以下、Si:1.000%以下、Mn:3.00%以下、P:0.150%以下、S:0.0500%以下、およびN:0.0040%以下を含有し、残部がFeおよび不純物からなることを特徴とする上記(1)に記載のAl脱酸鋼の連続鋳造方法。
(3)
前記溶鋼はさらに、質量%で、Ti:0.050%以下、Nb:0.100%以下、およびB:0.0500%以下からなる群から選ばれる1種以上を含有することを特徴とする上記(2)に記載のAl脱酸鋼の連続鋳造方法。
(4)
前記浸漬ノズルの内装体はさらに、質量%で、ZrO
2
及びMgOの少なくとも1種:合計で40%以上60%以下、SiO
2
:1%以上15%以下、及びC:5%以上20%以下からなる群から選ばれる1種以上を含有することを特徴とする上記(1)~(3)の何れかに記載のAl脱酸鋼の連続鋳造方法。
【発明の効果】
【0008】
本発明によれば、ノズル閉塞を防止しながら安定してAl脱酸鋼の連続鋳造を行うことができる。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について詳細に説明する。なお、以下の説明では、特段の説明がない限り「%」は「質量%」を表すものとする。
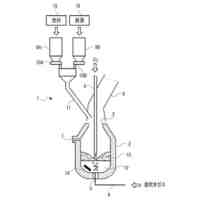
【0010】
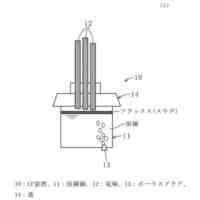
まず、タンディシュからモールドへ注入するために使用される浸漬ノズルについて、本発明者らは、浸漬ノズルの内装体にCaOを含む材料を用い、内装体に含まれるCaOと溶鋼中のAl
2
O
3
とを反応させてノズル閉塞を防止するメカニズムについてより詳細に検討を行った。内装体にCaOが過剰に含まれていると、連続鋳造の操業が行われていない間に外気中の水分と石灰質材中のCaOとの消化反応が過剰に進行し、CaOによるノズル閉塞防止効果が低下してしまう一方で、浸漬ノズルの内装体にある程度のCaOが含まれていれば、内装体中のCaOと溶鋼中のAl
2
O
3
との反応は十分に確保できることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
2日前
日本製鉄株式会社
棒鋼
10日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
棒鋼
10日前
日本製鉄株式会社
鋼部品
10日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
16日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
表面処理鋼材
2日前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
11日前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
23日前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
23日前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
10日前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
コイル巻き解き方法
3日前
日本製鉄株式会社
金属部品の製造方法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
LF装置の操業方法
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ