TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102149
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219409
出願日
2023-12-26
発明の名称
転炉吹錬方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21C
5/28 20060101AFI20250701BHJP(鉄冶金)
要約
【課題】ひとつの転炉を用いて、1回目の脱りん吹錬、1回目の中間排滓、2回目の脱りん吹錬、2回目の中間排滓、脱炭吹錬を行うに際し、従来よりもさらに脱りん能力を向上した転炉吹錬方法を提供する。
【解決手段】第1工程(溶銑を転炉に装入)、第2工程(1回目の脱りん吹錬)、第3工程(1回目の中間排滓)、第4工程(2回目の脱りん吹錬)、第5工程(2回目の中間排滓)、第6工程(脱炭吹錬)をこの順で行う転炉吹錬方法において、
第2工程でフラックスとしてCaO含有フラックス及びMnO源を用い、
第2工程終了時のスラグ配合(計算値)はCaO/SiO
2
(質量比)=1.7~2.3、MnO投入量指数=0.10~0.25とし、
第3工程と第5工程合計の中間排滓率は、下記(1)式で示す中間排滓率が50%以上となるように調整することを特徴とする転炉吹錬方法。
【数1】
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025102149000005.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">19</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">166</com:WidthMeasure> </com:Image>
【選択図】なし
特許請求の範囲
【請求項1】
上底吹き転炉を用いて鋼を精錬するに際し、第1工程で溶銑を転炉に装入し、第2工程でフラックス添加して1回目の脱りん吹錬を行い、第3工程で1回目の中間排滓を行い、第4工程で2回目の脱りん吹錬を行い、第5工程で2回目の中間排滓を行い、第6工程で脱炭吹錬を行う転炉吹錬方法において、
第2工程でフラックスとしてCaO含有フラックス及びMnO源を添加し、
第2工程終了時のスラグ配合(計算値)はCaO/SiO
2
(質量比)=1.7~2.3、MnO投入量指数=0.10~0.25とし、
第3工程と第5工程合計の中間排滓率は、下記(1)式で示す中間排滓率が50%以上となるように調整する
ことを特徴とする転炉吹錬方法。
TIFF
2025102149000004.tif
20
166
CaO
B1
:第4工程までの投入CaO分[t]、CaO
B2
:第6工程投入CaO分[t]、SiO
2B1
:第4工程までの発生SiO
2
[t]、SiO
2B2
:第6工程投入SiO
2
[t]、C/S
B2
:第6工程吹錬後スラグCaO/SiO
2
(質量比)[-]、α=0.8:第6工程CaO滓化率[-]
MnO投入量指数(-)については、第2工程で副原料として投入するCaO源、SiO
2
源、MgO源、Al
2
O
3
源、MnO源の原単位に、さらに装入主原料中の含有SiをSiO
2
換算したSiO
2
原単位、含有MnをMnO換算したMnO原単位を合計して全体合計原単位とし、副原料として投入するMnO源の原単位と装入主原料中の含有Mnの燃焼で生じるMnO原単位を合計してMnO合計原単位とし、MnO投入量指数=MnO合計原単位/全体合計原単位として算出する。
続きを表示(約 1,300 文字)
【請求項2】
第3工程の1回目の中間排滓では転炉傾動角として中間排滓最終角度をあらかじめ定めた目標範囲とすることにより第2工程で生成したスラグの一部を転炉内に残して排滓することを特徴とする請求項1に記載の転炉吹錬方法。
【請求項3】
前記中間排滓最終角度のあらかじめ定めた目標範囲の決定方法として、前チャージ以前の中間排滓において、炉内から溶鉄が流出する溶鉄流出開始角度をあらかじめ計測しておき、第3工程の1回目の中間排滓において、前記溶鉄流出開始角度より3度以上7度以下浅い角度を前記中間排滓最終角度のあらかじめ定めた目標範囲とすることを特徴とする請求項2に記載の転炉吹錬方法。
【請求項4】
第4工程の2回目の脱りん吹錬では、酸化鉄を5kg/ton以上投入することを特徴とする請求項1から請求項3までのいずれか1項に記載の転炉吹錬方法。
【請求項5】
前記酸化鉄として焼結鉱または焼結紛を用いる請求項4に記載の転炉吹錬方法。
【請求項6】
前ヒートの出鋼が完了した後、転炉内のスラグの一部又は全量を転炉内に残置し、その後に今回ヒートの第1工程で溶銑を転炉に装入し、残置スラグ量とスラグ分析値またはスラグ配合計算値からCaO量、SiO
2
量、MgO量、Al
2
O
3
量、MnO量を推定して、CaO源、SiO
2
源、MgO源、Al
2
O
3
源、MnO源として投入する副原料の一部または全部を置き換えることを特徴とする請求項1から請求項3までのいずれか1項に記載の転炉吹錬方法。
【請求項7】
前ヒートの出鋼が完了した後、転炉内のスラグの一部又は全量を転炉内に残置し、その後に今回ヒートの第1工程で溶銑を転炉に装入し、残置スラグ量とスラグ分析値またはスラグ配合計算値からCaO量、SiO
2
量、MgO量、Al
2
O
3
量、MnO量を推定して、CaO源、SiO
2
源、MgO源、Al
2
O
3
源、MnO源として投入する副原料の一部または全部を置き換えることを特徴とする請求項5に記載の転炉吹錬方法。
【請求項8】
第4工程の2回目の脱りん吹錬において、脱りん吹錬終了時の溶湯温度を1380℃以下とし、溶湯中C濃度を3.0質量%以上とすることを特徴とする請求項1から請求項3までのいずれか1項に記載の転炉吹錬方法。
【請求項9】
第4工程の2回目の脱りん吹錬において、脱りん吹錬終了時の溶湯温度を1380℃以下とし、溶湯中C濃度を3.0質量%以上とすることを特徴とする請求項4に記載の転炉吹錬方法。
【請求項10】
第4工程の2回目の脱りん吹錬において、脱りん吹錬終了時の溶湯温度を1380℃以下とし、溶湯中C濃度を3.0質量%以上とすることを特徴とする請求項5に記載の転炉吹錬方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼を精錬するための転炉吹錬方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
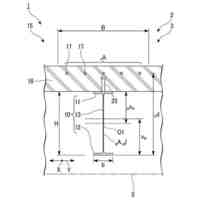
銑鋼一貫型の鉄鋼精錬プロセスにおいて、高炉から出銑された溶銑は、不純物成分としてC、Si、P、Sを高濃度で含有している。これら不純物は、製鋼工程での溶鋼精錬によって除去される。不純物成分のうちのC、Si、Pは、上底吹き転炉を用いた精錬によって精錬除去される。上底吹き転炉では、転炉上部の上吹きランスから酸素を吹き付けながら、転炉底部から底吹きガスを吹き込むことで、溶鉄が精錬される。
【0003】
溶銑などの主原料を転炉に装入した後、転炉吹錬では上吹きランスから高速で酸素を吹き付ける。このとき装入した溶銑中のSiが酸化除去され、ついで脱りん反応が進行する。その後、りん濃度が高くなったスラグを溶銑と分離することで脱りん精錬効率を高めることができる。さらにその後、溶銑中の残留りん除去と脱炭・昇温を目的に、同溶銑に、新たな精錬材を足して、転炉の上吹きランスから高速で酸素を吹き付け、転炉底部から底吹きガスを吹き込む脱炭吹錬が行われる。
【0004】
上底吹き転炉を用い、同一の転炉で脱りん吹錬、スラグ除去、脱炭吹錬を行う従来の転炉吹錬方法において低りん鋼を製造する方法として、脱りん吹錬後にスラグを転炉内に残して溶湯を炉外に出湯し、その後にスラグを排出した転炉に再度溶湯を装入する方法がある。具体的には、LD-ORP(例えば、非特許文献1)、SRP(非特許文献2)が知られている。脱りん吹錬後のスラグを完全に除去して脱炭吹錬を行う点で有利であるが、吹錬に長時間を要し、途中に出湯を行うために熱ロスが増すことになる。
【0005】
溶湯を炉外に出湯せず脱りん吹錬後のスラグを排出する方法として、MURC法(Multi-Refining Converter)が知られている(例えば、非特許文献3)。このMURC法は、脱りん吹錬中に、転炉炉口からの排滓に適した高さまでスラグをフォーミングさせ、そのりん濃度が高くなったスラグの一部を、転炉を傾けることで炉口から、炉外に排滓し(中間排滓)、りん濃度が低くなった溶銑を残した転炉に、新たな精錬材を添加して、更なる脱りんと脱炭を行う(脱炭吹錬)ことを特徴とする。この方法では、出湯による精錬時間延長や熱ロス増大を避けられる反面、転炉内に存在するすべてのスラグを除去することができず、脱炭吹錬で溶湯温度が上昇するとともにP
2
O
5
を多く含んだ残存スラグから溶湯への復りんが起こり、脱炭吹錬終了後の溶鋼中P濃度を押し上げる要因になる。
【0006】
MURC法を改良した方法として、脱りん吹錬を2回にわけ、1回目の脱りん吹錬後に1回目の中間排滓を行い、ついで2回目の脱りん吹錬を行ってその後2回目の中間排滓を行い、その後脱炭吹錬を行う方法が知られている(特許文献1、2)。これにより、極低りん鋼においても、生産性、経済性に優れるMURC法で安定的に製造できるとしている。以下、特許文献1、2のように、ひとつの転炉で2回の脱りん吹錬と2回の中間排滓、及びその後の脱炭吹錬を行う吹錬方法を、「W-MURC」と呼ぶ。
【0007】
特許文献1では、1回目の脱りん吹錬終了時のスラグ塩基度(CaO/SiO
2
(質量比))を実施例で1.6~1.9、2回目の脱りん吹錬終了時のスラグ塩基度を実施例で1.4~2.0とし、2回目の脱りん吹錬においてCaO系フラックスとSiO
2
系フラックスを添加している。
【0008】
特許文献2では、1回目の脱りん吹錬終了時のスラグ塩基度が0.8~1.3となるようにCaO源を添加し、2回目の脱りん吹錬ではスラグ塩基度が0.8~1.3の範囲となるように、CaO源を未投入あるいは5kg/ton以下としている。
【先行技術文献】
【特許文献】
【0009】
特開2011-144415号公報
特開2021-195558号公報
【非特許文献】
【0010】
K.Kato, et.al.: CAMP-ISIJ, 4 (1991), 1153.
T.Matsuo, et.al.: Sumitomo Met., 42 (1990), 96.
小川雄司ら著:鉄と鋼Vol.87(2001)No.1
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
2日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
床構造
17日前
日本製鉄株式会社
床構造
17日前
日本製鉄株式会社
ボルト
17日前
日本製鉄株式会社
剪断機
17日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
橋脚構造
6日前
日本製鉄株式会社
構造部材
27日前
日本製鉄株式会社
溶接継手
今日
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
鍛鋼ロール
7日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
鍛鋼ロール
7日前
日本製鉄株式会社
腐食センサ
6日前
日本製鉄株式会社
学習システム
9日前
日本製鉄株式会社
転炉精錬方法
27日前
日本製鉄株式会社
高Ni合金鋼
6日前
日本製鉄株式会社
高Ni合金鋼
6日前
日本製鉄株式会社
管理システム
6日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
2日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
8日前
日本製鉄株式会社
溶鉄の製造方法
8日前
日本製鉄株式会社
鉄道車両用の台車
9日前
日本製鉄株式会社
鉄道車両用の車軸
今日
日本製鉄株式会社
鋼の連続鋳造方法
13日前
日本製鉄株式会社
合成梁及び床構造
27日前
日本製鉄株式会社
モールドパウダー
7日前
日本製鉄株式会社
合成梁及び床構造
27日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ