TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097809
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214231
出願日
2023-12-19
発明の名称
ヤード検査ロボットおよびプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G05D
1/244 20240101AFI20250624BHJP(制御;調整)
要約
【課題】原料ヤードに貯蔵された原料を運ぶベルトコンベアを検査するために、目標経路上を高い精度で自動走行する技術を実現する。
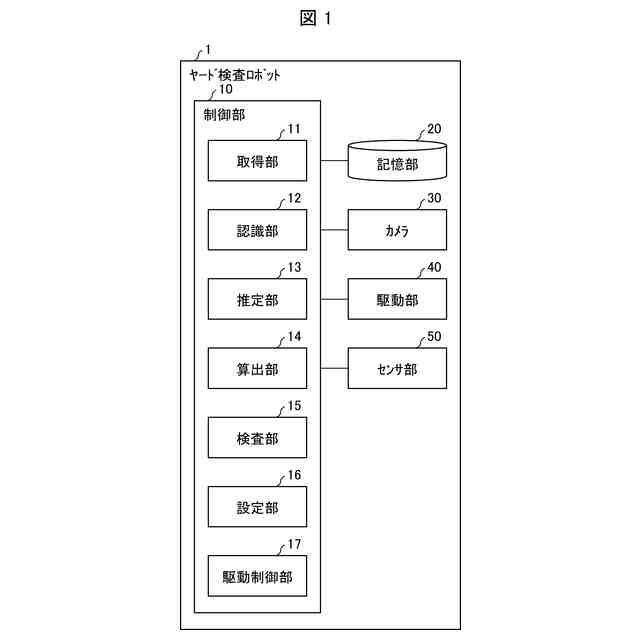
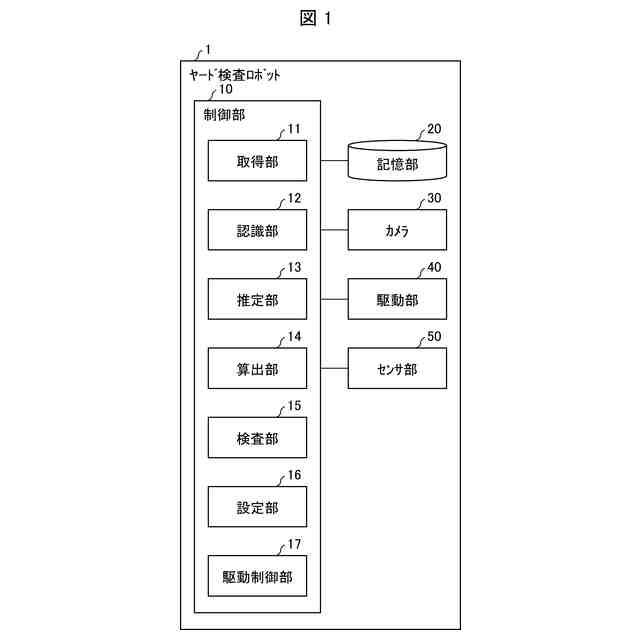
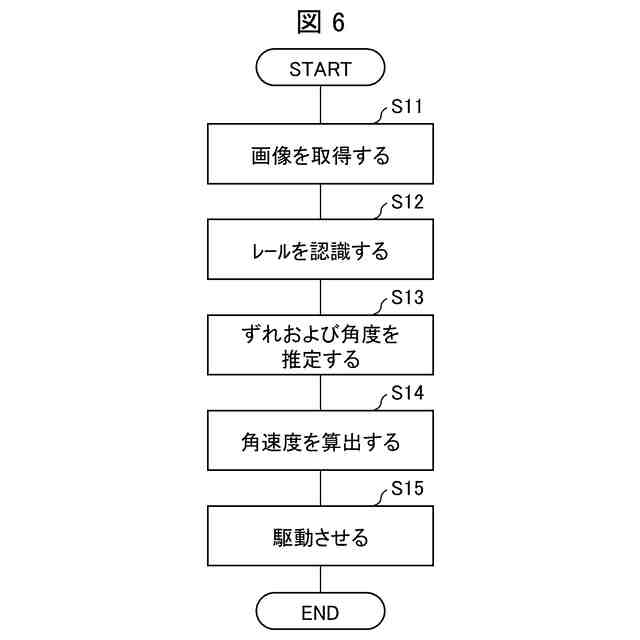
【解決手段】ヤード検査ロボット(1)は、レールを被写体として含む画像からレールを認識する認識部(12)と、進行方向と目標経路とのずれおよびなす角度を推定する推定部(13)と、推定したずれおよび角度を参照し、目標経路を追従するように自動走行する角速度を算出する算出部(14)とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
原料ヤードに貯蔵された原料を運ぶベルトコンベアを検査するヤード検査ロボットであって、
前記ベルトコンベアと並行するように敷設されたレールであって、原料を前記ベルトコンベアに運ぶ揚重機を移動させるためのレールを被写体として含む画像から、前記レールを認識する認識部と、
前記ヤード検査ロボットから前記ヤード検査ロボットの進行方向に向かって互いに異なる複数の位置のそれぞれにおいて、前記進行方向と前記レールに基づく目標経路とのずれであって、前記進行方向に対して直交する方向のずれ、および、前記進行方向と前記目標経路とがなす角度を、前記画像および前記認識部が認識したレールに基づいて推定する推定部と、
前記推定部が推定したずれおよび角度を参照し、当該ヤード検査ロボットが前記目標経路を追従するように自動走行する角速度を算出する算出部と、
を備える、ヤード検査ロボット。
続きを表示(約 310 文字)
【請求項2】
前記ベルトコンベアの異常を検査する検査部、を備える、請求項1に記載のヤード検査ロボット。
【請求項3】
前記推定部は、最小二乗法によって前記進行方向と前記目標経路とのずれおよび前記角度を推定する、請求項1または2に記載のヤード検査ロボット。
【請求項4】
前記レールから、前記レールに対して直交する方向に所定の長さの位置を、前記目標経路に設定する設定部、を備える、請求項1または2に記載のヤード検査ロボット。
【請求項5】
コンピュータを、請求項1に記載のヤード検査ロボットにおける、前記認識部、前記推定部、および前記算出部として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ヤード検査ロボットおよびプログラムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
走行路に存在する物体を認識し、認識した結果に基づいて自動走行する技術が知られている。例えば、特許文献1には、一方の白線が認識できなくなった場合に、両白線の巾の半分より所定のシフト量だけ小さい距離隔たった位置に沿って車両を誘導する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-206895号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
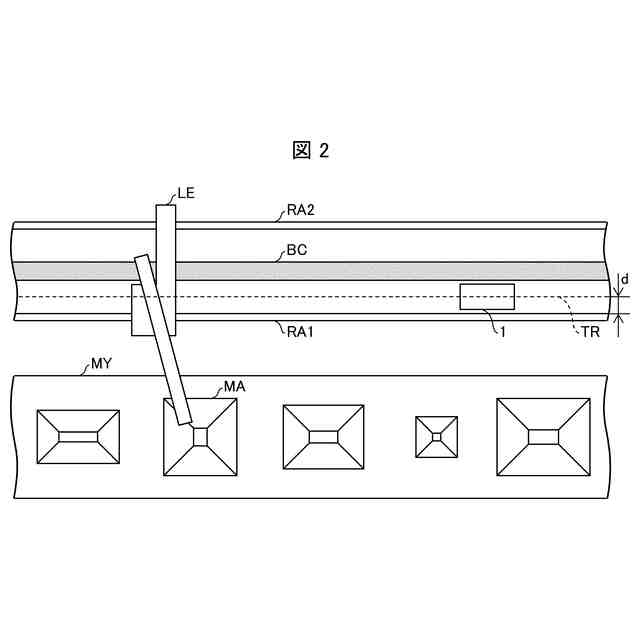
ここで、自動走行する技術を用いた例として、鉱石ヤードや石炭ヤードといった原料ヤードから鉱石や石炭を運ぶベルトコベア脇を自動的に走行し、当該ベルトコンベアを検査するヤード検査ロボットも挙げられる。当該ヤード検査ロボットは、ベルトコンベアと並行して敷設されているレールであって、鉱石や石炭をベルトコンベアに積み込むための揚重機を移動させるためのレールに沿って、ベルトコンベアとレールとの間の目標経路を走行することが好ましい。この場合、ベルトコンベアとレールとの間は狭いため、目標経路に対して例えば±10~20cm程度の高い位置精度が求められている。
【0005】
しかしながら、特許文献1に記載の技術では、±10~20cm程度の高い位置精度を求めることは想定されていない。また、特許文献1に記載の技術では白線を認識しているが、揚重機を移動させるためのレールは、例えば土に覆われることによって一部が認識できなくなっている場合もある。一方、特許文献1に記載の技術では、白線の一部が認識できなくなった場合は想定されていないため、白線の一部が認識できなかった場合は、車両の位置精度が低くなる可能性がある。したがって、特許文献1に記載の技術をヤード検査ロボットに適用するには、位置精度において問題がある。
【0006】
本発明の一態様は、原料ヤードに貯蔵された原料を運ぶベルトコンベアを検査するために、目標経路上を高い精度で自動走行する技術を実現することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様に係るヤード検査ロボットは、原料ヤードに貯蔵された原料を運ぶベルトコンベアを検査するヤード検査ロボットであって、前記ベルトコンベアと並行するように敷設されたレールであって、原料を前記ベルトコンベアに運ぶ揚重機を移動させるためのレールを被写体として含む画像から、前記レールを認識する認識部と、前記ヤード検査ロボットから前記ヤード検査ロボットの進行方向に向かって互いに異なる複数の位置のそれぞれにおいて、前記進行方向と前記レールに基づく目標経路とのずれであって、前記進行方向に対して直交する方向のずれ、および、前記進行方向と前記目標経路とがなす角度を、前記画像および前記認識部が認識したレールに基づいて推定する推定部と、前記推定部が推定したずれおよび角度を参照し、当該ヤード検査ロボットが前記目標経路を追従するように自動走行する角速度を算出する算出部と、を備える。
【発明の効果】
【0008】
本発明の一態様によれば、原料ヤードに貯蔵された原料を運ぶベルトコンベアを検査するために、目標経路上を高い精度で自動走行する技術を実現することができる。
【図面の簡単な説明】
【0009】
本発明の実施形態1に係るヤード検査ロボットの構成を示す図である。
本発明の実施形態1に係るヤード検査ロボットの概要を示す図である。
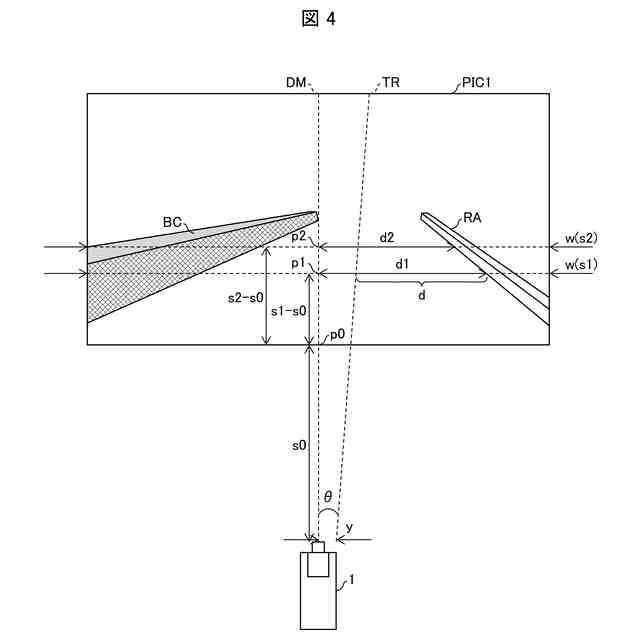
本発明の実施形態1に係るヤード検査ロボットが画像を撮影する様子を示す図である。
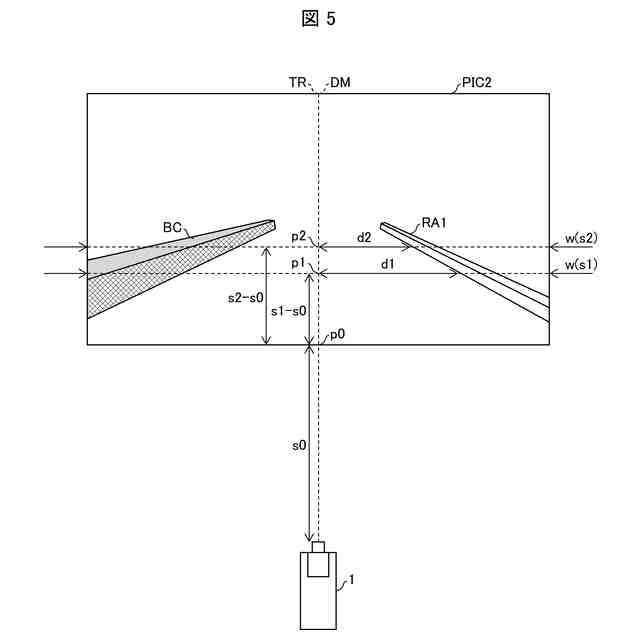
本発明の実施形態1に係るヤード検査ロボットのカメラが撮影した画像の一例である。
本発明の実施形態1に係るヤード検査ロボットのカメラが撮影した画像の他の例である。
本発明の実施形態1に係るヤード検査ロボットが実行する処理の流れを示すフロー図である。
本発明の実施形態1に係るカメラが撮影した画像の例を示す図である。
【発明を実施するための形態】
【0010】
〔実施形態1〕
以下、本発明の一実施形態について、詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
8日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
3か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
角形鋼管
24日前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
柱梁接合部
23日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
脱りん方法
2か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
24日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
転炉吹錬方法
25日前
日本製鉄株式会社
衝撃吸収部材
3か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
衝撃吸収部材
3か月前
日本製鉄株式会社
衝撃吸収部材
3か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
衝撃吸収部材
3か月前
日本製鉄株式会社
転炉吹錬方法
25日前
日本製鉄株式会社
ステンレス鋼材
4日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
ステンレス鋼材
3日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
ステンレス鋼材
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ