TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025078966
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191312
出願日
2023-11-09
発明の名称
冷却構造体
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
10/6556 20140101AFI20250514BHJP(基本的電気素子)
要約
【課題】冷却液に対する耐食性、冷却能、および水密性に優れた冷却構造体を提供する。
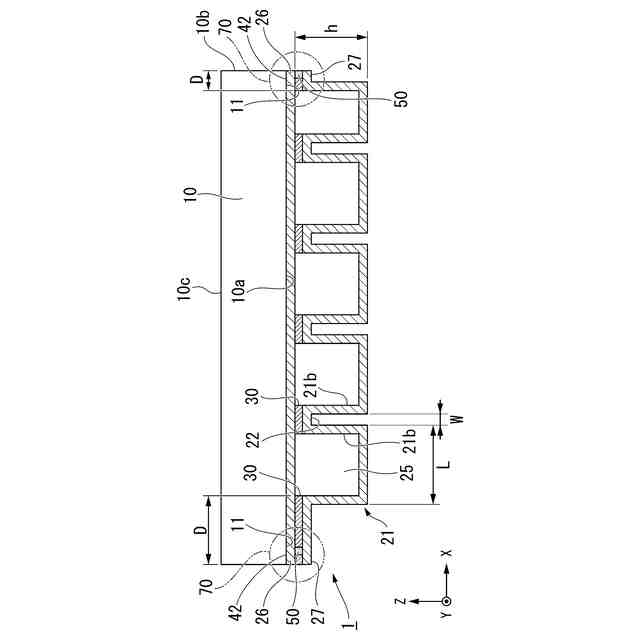
【解決手段】バッテリーパックの底面部の外側に形成される水冷媒体用流路を有する冷却構造体は、前記冷却構造体が内部空間が前記水冷媒体用流路である流路形成部を有し、前記流路形成部がAl系めっき鋼板またはZn系めっき鋼板に化成処理皮膜として無機皮膜または樹脂皮膜が形成された鋼板で構成され、前記流路形成部が被接合部材と接着剤により接合され、前記被接合部材が、前記底面部、または、前記流路形成部を覆う流路上蓋、のいずれかであり、前記被接合部材の外縁部が、接着剤、または、接着剤と機械接合、により、前記冷却構造体の外縁部と直接連続接合され、前記水冷媒体用流路同士の流路間隔が20mm以下である。
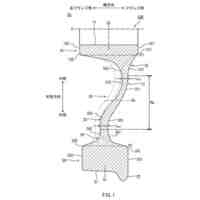
【選択図】図1
特許請求の範囲
【請求項1】
バッテリーパックの底面部の外側に形成される水冷媒体用流路を有する冷却構造体であって、
前記冷却構造体は内部空間が前記水冷媒体用流路である流路形成部を有し、
前記流路形成部はAl系めっき鋼板またはZn系めっき鋼板に化成処理皮膜として無機皮膜または樹脂皮膜が形成された鋼板で構成され、
前記流路形成部は被接合部材と接着剤により接合され、
前記被接合部材は、前記底面部、または、前記流路形成部を覆う流路上蓋、のいずれかであり、
前記被接合部材の外縁部は、接着剤、または、接着剤と機械接合、により、前記冷却構造体の外縁部と直接連続接合され、
前記水冷媒体用流路同士の流路間隔は20mm以下である
ことを特徴とする、冷却構造体。
続きを表示(約 720 文字)
【請求項2】
前記流路間隔が1mm以上15mm以下であることを特徴とする、請求項1に記載の冷却構造体。
【請求項3】
前記水冷媒体用流路の幅が6mm以上60mm以下であることを特徴とする、請求項1または2に記載の冷却構造体。
【請求項4】
前記水冷媒体用流路の幅が6mm以上20mm以下であることを特徴とする、請求項1または2に記載の冷却構造体。
【請求項5】
前記Al系めっき鋼板のめっき層にSiが含まれていることを特徴とする、請求項1または2に記載の冷却構造体。
【請求項6】
前記Al系めっき鋼板のめっき層のSi含有量が2.0質量%以上15質量%以下であることを特徴とする、請求項5に記載の冷却構造体。
【請求項7】
前記Al系めっき鋼板の表面には、化成処理皮膜としてZr系成分またはTi系成分またはSi系成分を主成分として含む皮膜が形成されていることを特徴とする、請求項1または2に記載の冷却構造体。
【請求項8】
前記Zn系めっき鋼板表面の無機皮膜は、Si系成分またはZr系成分を主成分として含むことを特徴とする、請求項1に記載の冷却構造体。
【請求項9】
前記Zn系めっき鋼板表面の無機皮膜は、V成分、P成分、及びCo成分の少なくとも1種以上を防錆成分として含むことを特徴とする、請求項1に記載の冷却構造体。
【請求項10】
前記防錆成分が酸化バナジウム、リン酸、及び硝酸Coの何れか1種以上であることを特徴とする、請求項9に記載の冷却構造体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷却構造体に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
自動車分野では、CO
2
削減のため、EV化が進んでいる。EV自動車に使用される部品のうち、動力源となる電池セルを収納するバッテリーパックには、温度上昇による電池の劣化を防ぐため、冷却構造を設ける必要がある。これまで冷却構造は空冷式が主流であったが、近年では、バッテリーの大容量化に伴い、冷却能が高い水冷式が採用される例が増えてきている。水冷式のバッテリーパックの部品には、一般的に鉄やアルミニウムが使用されている。例えば特許文献1には、アルミニウム製の冷却プレートの接合に接着剤を用いることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特表2022-514223号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鉄はアルミニウムに対して、強度やコスト面では優位であるが、耐食性では劣る。水冷媒体用流路には有機成分を含んだLLC(ロングライフクーラント)水溶液が冷却液として流れるため、水冷媒体用流路を構成する部材には冷却液に対する高い耐食性(冷却液耐食性)が求められる。また、水冷媒体用流路を構成する部材をバッテリーパックの外側に設ける場合、車の底面部に配置されるため、外面にも耐食性(外部耐食性)が必要となる。さらに、冷却構造には、冷却能を向上させるために水冷媒体用流路の流路間隔を狭めて液面積を増やすことや、冷却液の漏れを防ぐために水密性の確保が必要となる。
【0005】
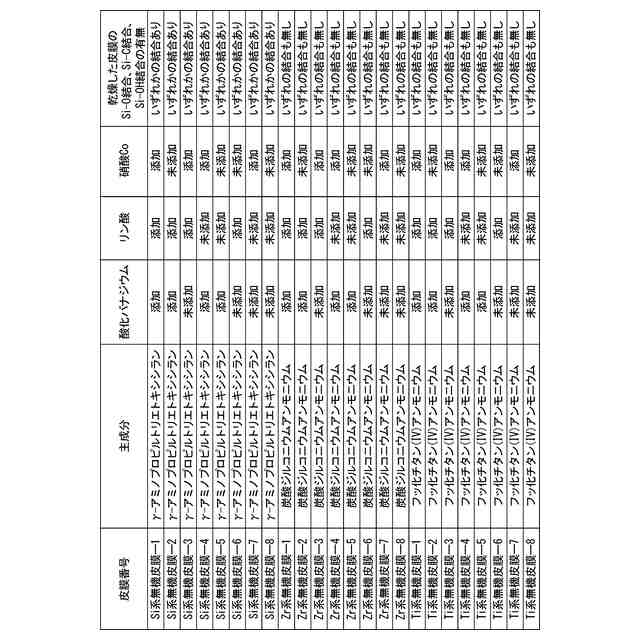
発明者らは、異なる耐食性を有した材料について鋭意検討した。その結果、Al系めっき鋼板またはZn系めっき鋼板に化成処理した鋼板は、LLC水溶液に対して耐食性を有していることが判明した。
本発明は、上記問題に鑑みてなされたものであり、冷却液に対する耐食性(冷却液耐食性)、冷却能、および水密性に優れた冷却構造体を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本開示は以下の手段を採用する。
(1)本開示の一態様に係る冷却構造体は、バッテリーパックの底面部の外側に形成される水冷媒体用流路を有する冷却構造体であって、前記冷却構造体は内部空間が前記水冷媒体用流路である流路形成部を有し、前記流路形成部はAl系めっき鋼板またはZn系めっき鋼板に化成処理皮膜として無機皮膜または樹脂皮膜が形成された鋼板で構成され、前記流路形成部は被接合部材と接着剤により接合され、前記被接合部材は、前記底面部、または、前記流路形成部を覆う流路上蓋、のいずれかであり、前記被接合部材の外縁部は、接着剤、または、接着剤と機械接合、により、前記冷却構造体の外縁部と直接連続接合され、前記水冷媒体用流路同士の流路間隔は20mm以下である。
(2)上記(1)に記載の冷却構造体は、前記流路間隔が1mm以上15mm以下であってもよい。
(3)上記(1)に記載の冷却構造体は、前記水冷媒体用流路の幅が6mm以上60mm以下であってもよい。
(4)上記(1)または(2)に記載の冷却構造体は、前記水冷媒体用流路の幅が6mm以上20mm以下であってもよい。
(5)上記(1)または(2)に記載の冷却構造体は、前記Al系めっき鋼板のめっき層にSiが含まれていてもよい。
(6)上記(5)に記載の冷却構造体は、前記Al系めっき鋼板のめっき層のSi含有量が2.0質量%以上15質量%以下であってもよい。
(7)上記(1)または(2)に記載の冷却構造体は、前記Al系めっき鋼板の表面には、化成処理皮膜としてZr系成分またはTi系成分またはSi系成分を主成分として含む皮膜が形成されてもよい。
(8)上記(1)に記載の冷却構造体は、前記Zn系めっき鋼板表面の無機皮膜は、Si系成分またはZr系成分を主成分として含んでもよい。
(9)上記(1)に記載の冷却構造体は、前記Zn系めっき鋼板表面の無機皮膜は、V成分、P成分、及びCo成分の少なくとも1種以上を防錆成分として含んでもよい。
(10)上記(9)に記載の冷却構造体は、前記防錆成分が酸化バナジウム、リン酸、及び硝酸Coの何れか1種以上であってもよい。
(11)上記(1)に記載の冷却構造体は、前記Zn系めっき鋼板表面の無機皮膜は、Si-O結合、Si-C結合、及びSi-OH結合のうち1種以上を含む化合物相で構成されていてもよい。
(12)上記(1)に記載の冷却構造体は、前記無機皮膜の厚みが0μm超1.5μm以下であってもよい。
(13)上記(1)に記載の冷却構造体は、前記無機皮膜または前記樹脂皮膜が導電性を有してもよい。
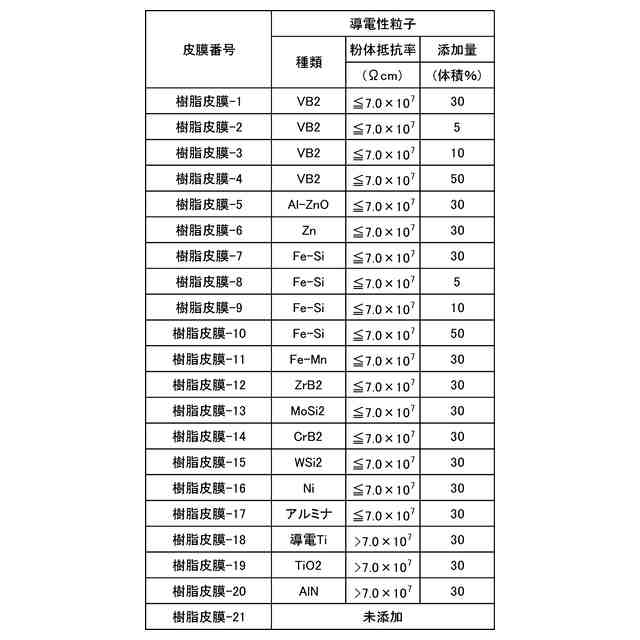
(14)上記(1)に記載の冷却構造体は、前記樹脂皮膜は、樹脂、防錆顔料、及び導電顔料を含んでもよい。
(15)上記(14)に記載の冷却構造体は、前記樹脂皮膜は、金属粒子、金属間化合物粒子、導電性酸化物粒子、及び導電性非酸化物セラミクス粒子の何れか1種以上を前記導電顔料として含み、前記導電顔料は、23~27℃の粉体抵抗率が7.0×107Ωcm以下であり、かつZn、Si、Zr、V、Cr、Mo、Mn、Fe及びWからなる群から選択されるいずれか1種以上を構成元素として含んでもよい。
(16)上記(14)または(15)に記載の冷却構造体は、前記樹脂皮膜は、前記導電顔料を1.0質量%以上30質量%以下の割合で含んでもよい。
(17)上記(1)に記載の冷却構造体は、前記接着剤には、エポキシ系樹脂、シリコーン系樹脂、アクリル系樹脂もしくはウレタン系樹脂のいずれかが10%以上含まれてもよい。
(18)上記(1)に記載の冷却構造体は、前記Al系めっき鋼板または前記Zn系めっき鋼板に化成処理皮膜として無機皮膜または樹脂皮膜が形成された鋼板の板厚が、0.4mm以上1.2mm以下であってもよい。
【発明の効果】
【0007】
本発明の上記観点によれば、冷却液に対する耐食性(冷却液耐食性)、冷却能および水密性に優れた冷却構造体を提供することができる。
【図面の簡単な説明】
【0008】
本開示の一実施形態に係る冷却構造体を示す断面図である。
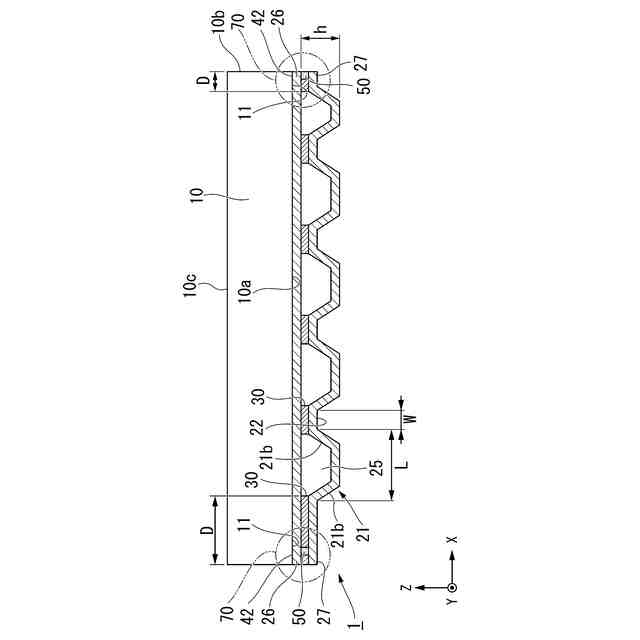
同実施形態に係る冷却構造体の他の例を示す断面図である。
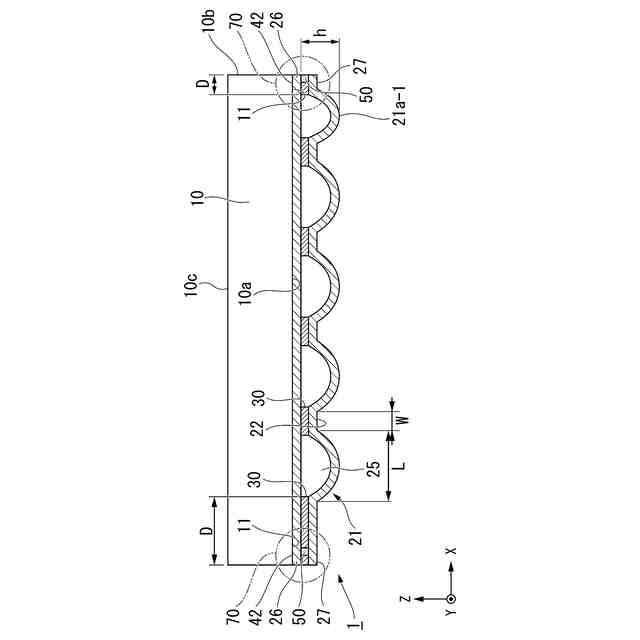
同実施形態に係る冷却構造体の他の例を示す断面図である。
【発明を実施するための形態】
【0009】
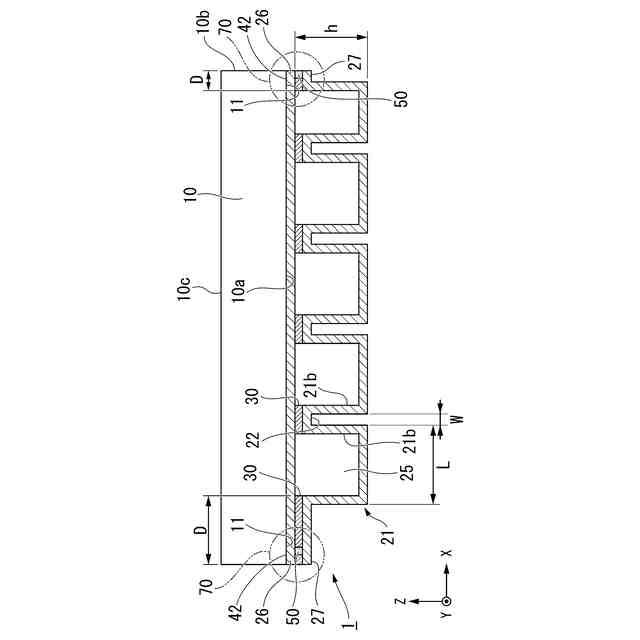
本開示の一実施形態に係る冷却構造体について、図面を参照しながら説明する。以下の説明では、共通する構成要素には同一符号を付してそれらの重複説明を省略する場合がある。ただし、本開示は本実施形態に開示の構成のみに制限されることなく、本開示の趣旨を逸脱しない範囲で種々の変更が可能である。なお、以下の説明では、図1の紙面に垂直な方向をY方向、後述する複数の流路形成部21が並ぶ方向をX方向、X方向及びY方向の双方に直交する方向をZ方向と称する場合がある。「~」を用いて表される数値限定範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。「超」または「未満」と示す数値は、その値が数値範囲に含まれない。
【0010】
<1.冷却構造体の全体構成>
まず、図1に基づいて本実施形態に係る冷却構造体1の全体構成について説明する。図1は、本実施形態に係る冷却構造体1の概要を示す断面図(バッテリーパック10の底面部10aに垂直な断面図)である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
車輪
21日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
ボルト
2日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
筒型構造
26日前
日本製鉄株式会社
耐摩耗鋼
22日前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
評価方法
2か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
高炉操業方法
14日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
15日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
ステンレス鋼板
9日前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
1日前
日本製鉄株式会社
溶鉄の製造方法
29日前
日本製鉄株式会社
溶鉄の製造方法
29日前
日本製鉄株式会社
溶鋼の製造方法
29日前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ