TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093578
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209318
出願日
2023-12-12
発明の名称
鋼の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
C21C
7/10 20060101AFI20250617BHJP(鉄冶金)
要約
【課題】RH真空脱ガス設備の浸漬管の内部に付着したスラグを低減する鋼の製造方法を提供する。
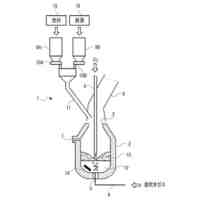
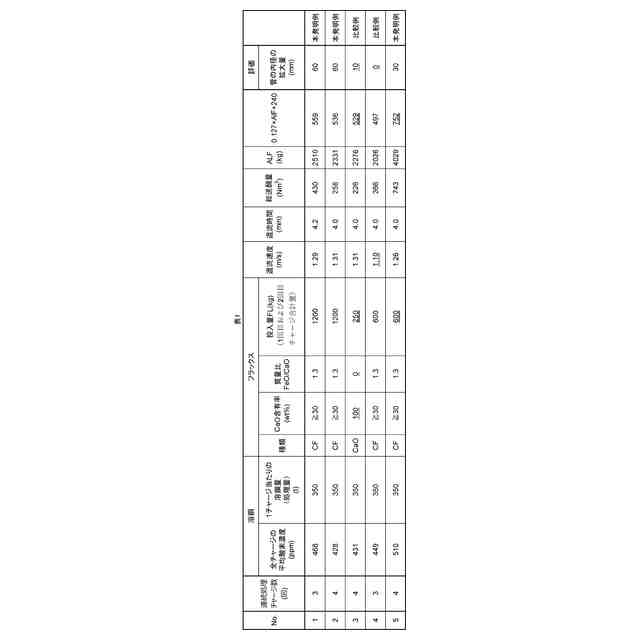
【解決手段】RH真空脱ガス設備を使用する鋼の製造方法であって、酸素濃度が300ppm以上である溶鋼に、CaOの含有率が30wt%以上で、CaOに対するFeOの質量比FeO/CaOが1.2~2.0である、フラックスを投入する、フラックス投入工程と、溶鋼に脱酸剤を投入する脱酸工程と、を備え、フラックスを投入してから脱酸剤を投入するまでの前記溶鋼の還流速度が1.15m/s以上であり、フラックスを投入してから脱酸剤を投入するまでの時間である還流時間が2.5分超である、鋼の製造方法。
【選択図】 なし
特許請求の範囲
【請求項1】
RH真空脱ガス設備を使用する鋼の製造方法であって、
酸素濃度が300ppm以上である溶鋼に、CaOの含有率が30wt%以上で、前記CaOに対するFeOの質量比FeO/CaOが1.2~2.0である、フラックスを投入する、フラックス投入工程と、
前記溶鋼に脱酸剤を投入する脱酸工程と、を備え、
前記フラックスを投入してから前記脱酸剤を投入するまでの前記溶鋼の還流速度が1.15m/s以上であり、
前記フラックスを投入してから前記脱酸剤を投入するまでの時間である還流時間が2.5分超である、鋼の製造方法。
続きを表示(約 230 文字)
【請求項2】
複数の連続したチャージを介して鋼を製造するに際し、少なくとも1のチャージで請求項1に記載の製造方法を行う、鋼の製造方法であって、
前記複数のチャージを通して投入する前記フラックスの投入量であるFL(kg)と、
前記複数のチャージを通して生成するAl
2
O
3
の量であるAlF(kg)とが、下記(i)式を満足する、鋼の製造方法。
FL>0.127×AlF+240・・・(i)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
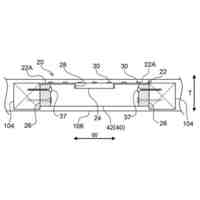
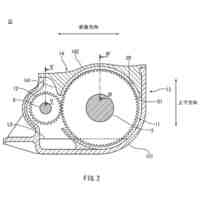
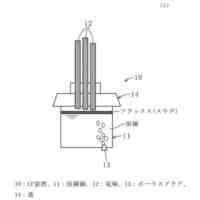
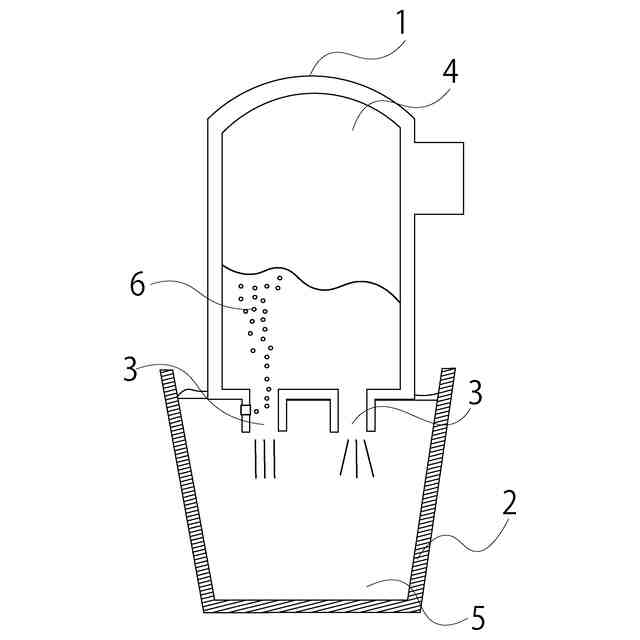
一般的な鋼の製造工程では、酸素、窒素等のガス成分等を除去し、化学組成を調整する二次精錬が行われる。二次精錬では、二本足の浸漬管を備えた真空槽を有するRH真空脱ガス設備が使用されることがある。このRH真空脱ガス設備は、減圧しつつ取鍋中の溶鋼に片方の管からArガスを吹き込み、溶鋼を真空槽へ押し上げるとともに、もう片方の管から溶鋼を押し出して取鍋に戻すことで、溶鋼を環流させる。
【0003】
RH真空脱ガス設備を使用した操業では、酸素を除去するために、脱酸剤であるAlを溶鋼に添加する。この結果、Al
2
O
3
等のスラグが多量に生成し、浸漬管に付着するという問題がある。このようなスラグの浸漬管への付着は、RH真空脱ガス設備が繰り返し使用される度に、増加する。このため、特許文献1には、浸漬管の外側に付着したスラグ除去装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-140231号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方で、当然ながら、スラグは、管の外側だけでなく、管の内側にも付着する。この結果、管の内径が狭小化するという課題がある。管の内径が狭小化することで、製造性が低下する。また、管に生じた局所的な溶損箇所を補修するために、管に芯金を挿入する必要があるが、管の内径が狭小化することで、この作業ができなくなり、装置の耐用寿命が短くなる。しかしながら、特許文献1では、管の内側に付着したスラグについて、十分な検討がされていない。従って、鋼の製造において、浸漬管の内部に付着したスラグを低減することが求められている。
【0006】
以上を踏まえ、本発明は、RH真空脱ガス設備の浸漬管の内部に付着したスラグを低減することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記の課題を解決するためになされたものであり、下記の鋼の製造方法を要旨とする。
【0008】
(1)RH真空脱ガス設備を使用し、鋼の製造方法であって、
酸素濃度が300ppm以上である溶鋼に、CaOの含有率が30wt%以上で、前記CaOに対するFeOの質量比FeO/CaOが1.2~2.0である、フラックスを投入する、フラックス投入工程と、
前記溶鋼に脱酸剤を投入する脱酸工程と、を備え、
前記フラックスを投入してから前記脱酸剤を投入するまでの前記溶鋼の還流速度が1.15m/s以上であり、
前記フラックスを投入してから前記脱酸剤を投入するまでの時間である還流時間が2.5分超である、鋼の製造方法。
【0009】
(2)複数の連続したチャージを介して鋼を製造するに際し、少なくとも1のチャージで上記(1)に記載の製造方法を行う、鋼の製造方法であって、
前記複数のチャージを通して投入する前記フラックスの投入量であるFL(kg)と、
前記複数のチャージを通して生成するAl
2
O
3
の量であるAlF(kg)とが、下記(i)式を満足する、鋼の製造方法。
FL>0.127×AlF+240・・・(i)
【発明の効果】
【0010】
本発明によれば、RH真空脱ガス設備の浸漬管の内部に付着したスラグを低減する鋼の製造方法を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋳片
7日前
日本製鉄株式会社
棒鋼
15日前
日本製鉄株式会社
棒鋼
15日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
15日前
日本製鉄株式会社
耐力壁
今日
日本製鉄株式会社
溶接継手
21日前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
歯車装置
1日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
表面処理鋼材
7日前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
機械構造用部品
16日前
日本製鉄株式会社
鋼の連続鋳造方法
15日前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
28日前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
28日前
日本製鉄株式会社
金属部品の製造方法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
LF装置の操業方法
28日前
日本製鉄株式会社
コイル巻き解き方法
8日前
日本製鉄株式会社
仮設橋による施工方法
15日前
日本製鉄株式会社
車両用フロントピラー
29日前
日本製鉄株式会社
車両用センターピラー
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ