TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103381
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220736
出願日
2023-12-27
発明の名称
圧延H形鋼
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250702BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】圧延H形鋼の製造において、フランジ部の低降伏比とウェブ部の高い引張強度を両立させる。
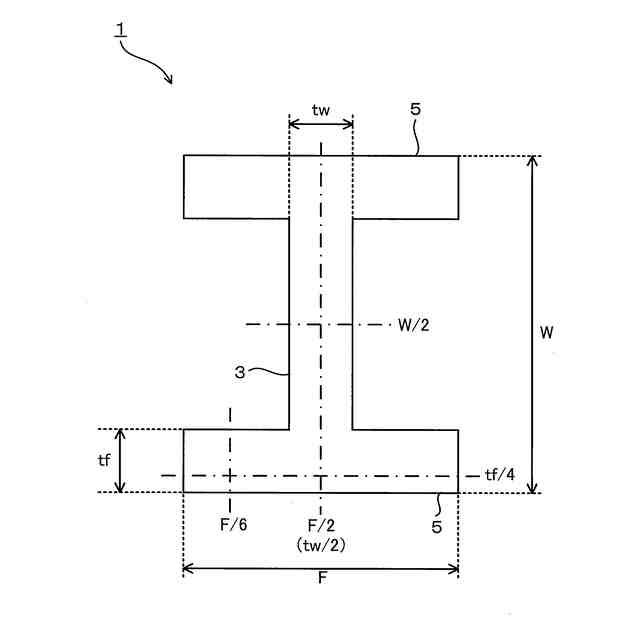
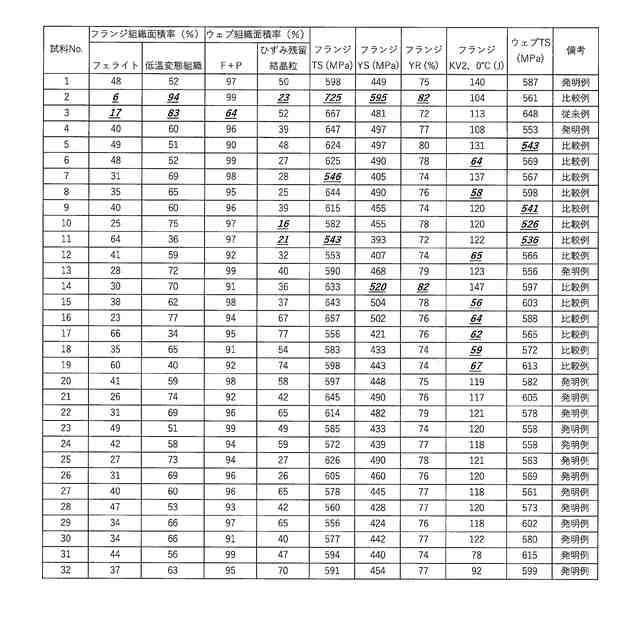
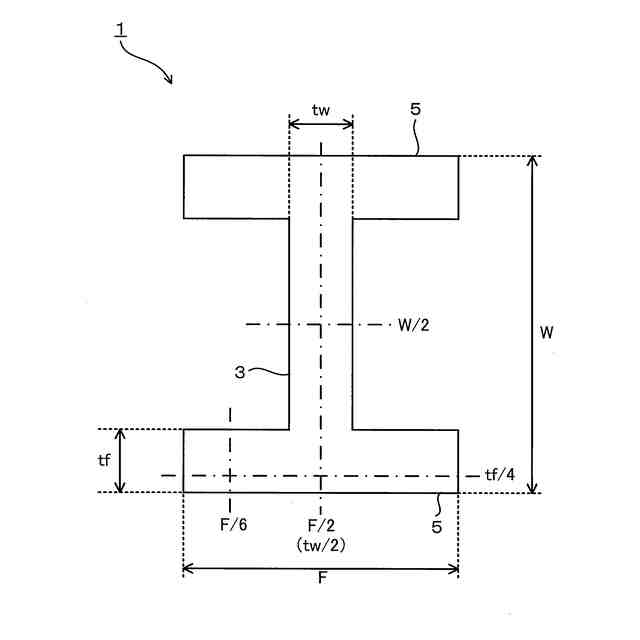
【解決手段】以下の式(1)で定義される炭素当量Ceqが0.40以下であり、以下の式(2)で定義されるウェブ強化因子Wsが25.5以上であり、フランジ部の幅方向1/6位置(F/6)かつフランジ部の外面から厚み方向1/4位置(tf/4)において低温変態組織の面積率が30%以上80%以下であり、ウェブ部の中央位置(W/2)の表層での組織がフェライト及びパーライトの面積率で90%以上であり、ウェブ部の中央位置(W/2)かつ厚み方向1/2位置(tw/2)において加工を受けた結晶粒が面積率で25%以上であることを特徴とする、圧延H形鋼。
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 ・・・(1)
Ws=8.0(Mn+Si+3.0Mo+10.0C) ・・・(2)
【選択図】図2
特許請求の範囲
【請求項1】
質量%で、
C:0.10%以上、0.20%以下、
Si:0.10%以上、0.60%以下、
Mn:0.70%以上、1.70%以下、
を含有し、
Mo:0.50%以下、
Al:0.06%以下、
P:0.03%以下、
N:0.005%以下、
S:0.015%以下、
に制限し、
残部がFeおよび不純物からなり、
以下の式(1)で定義される炭素当量Ceqが0.40以下であり、
以下の式(2)で定義されるウェブ強化因子Wsが25.5以上であり、
フランジ部の幅方向1/6位置(F/6)かつフランジ部の外面から厚み方向1/4位置(tf/4)において低温変態組織の面積率が30%以上80%以下であり、
ウェブ部の中央位置(W/2)の表層での組織がフェライト及びパーライトの面積率で90%以上であり、
ウェブ部の中央位置(W/2)かつ厚み方向1/2位置(tw/2)において残留ひずみの高い結晶粒が面積率で25%以上であることを特徴とする、圧延H形鋼。
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 ・・・(1)
Ws=8.0(Mn+Si+3.0Mo+10.0C) ・・・(2)
ここで、式(1)、(2)における化学記号は、各化学記号の元素の含有量の質量%の値を指し、含有されていない元素の化学記号は0とする。
続きを表示(約 490 文字)
【請求項2】
フランジ部の幅が350mm以下かつ厚さが32mm以下であり、
ウェブ部の高さが800mm以上かつ厚さが19mm以下であり、
フランジ部の幅方向1/6位置(F/6)において、圧延方向での室温の引張強度が550MPa以上かつ降伏比が0.8以下であり、0℃におけるシャルピー衝撃吸収エネルギーが70J以上であり、
ウェブ部の中央位置(W/2)において、圧延方向での室温の引張強度が550MPa以上であることを特徴とする、請求項1に記載の圧延H形鋼。
【請求項3】
更に、質量%で、
Cu:0.30%以下、
Ni:0.30%以下、
Cr:0.30%以下、
REM:0.010%以下、
Ca:0.010%以下、
Ti、Zr、Hfからなる群から選択される1種又は2種以上の元素を合計で0.020%以下、
V、Nb、Taからなる群から選択される1種又は2種以上の元素を合計で0.020%以下、
の1種又は2種以上を含有することを特徴とする、請求項1又は2に記載の圧延H形鋼。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間圧延で製造される圧延H形鋼に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
建築物などの大梁、大型の建造物などに使用される大型のH形鋼は、鋼構造物の信頼性向上を目的として、様々な規格を満足することが求められる。従来、このような大型のH形鋼は鋼板を溶接によって組み立てて製造されるのが一般的であった。
【0003】
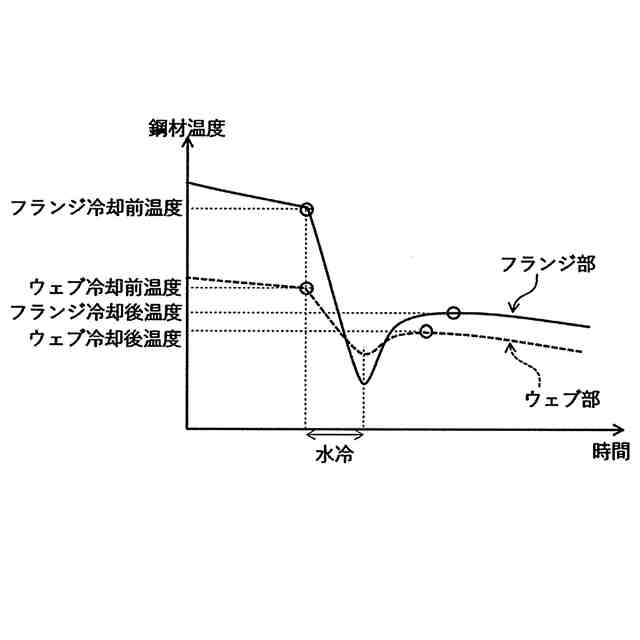
鋼構造物に用いられる大型の圧延H形鋼の一例として、フランジ部の幅(以下、フランジ幅とも記載)が狭くその厚みが薄く、ウェブ部の高さ(以下、ウェブ高とも記載)が大きくその厚みが薄いといった形状がある。大型かつ高強度のH形鋼を熱間圧延によって製造する場合には、冷却装置を活用して製造されるが、フランジ部とウェブ部では厚みが異なる場合があり、これに起因し、均一な冷却が行われない場合がある。熱間圧延により圧延H形鋼を製造し、その際に均一な冷却を図る技術として、例えば特許文献1では、フランジ部を両面から水冷し、ウェブ部の温度を保持するような水冷条件にすることで、圧延H形鋼の特性の改善を図る技術が創案されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-105620号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えばTS(引張強度)550MPa級の圧延H形鋼では、その形状に起因し、フランジ部とウェブ部の圧延・冷却状況が異なる場合がある。具体的には、フランジ幅が狭く厚みが薄く、ウェブ高が大きく厚みが薄い形状においては、圧延に時間がかかるため薄いウェブ部が水冷装置に入る前に変態が完了してしまう。即ち、フランジ部は水冷によりフェライト+ベイナイト組織となるのに対し、ウェブ部は空冷によりフェライト+パーライト(F+P)組織となり、ウェブ部が低強度になってしまう恐れがある。さらに、フランジ部は比較的低温で圧延することになるため細粒化し、降伏比YR(YR=YS(降伏強度)/TS)が高くなる恐れがある。
【0006】
上記特許文献1では、水冷条件を適正にすることで、圧延H形鋼のフィレット部の靭性及び残留応力を最適化しているが、フランジ部とウェブ部の特性(強度)の違いが生じてしまう点には言及しておらず、そのための適正な成分や製造条件についても何ら言及されていない。
【0007】
例えば、TS(引張強度)550MPa級の圧延H形鋼では、規格上、フランジ部の所定部位においてTSを満たすことが求められ、更には、商慣習上、ウェブ部についても同様の強度を保証することが求められる。フェライト+パーライト組織であるウェブ部においては、合金成分を増やすことでTS550MPa以上を達成することが可能である。しかし、溶接性を担保するために炭素当量(Ceq)を所望の値以下とすることが求められ、例えば炭素当量を0.4以下にすることが望ましいといった制約があるため、炭素当量に寄与の大きい合金成分は容易には増やせない。
【0008】
また、炭素当量(Ceq)に寄与せず、強度の向上を図ることができるTi、Nb等の析出物によるピン留め効果を用いた結晶粒の細粒化を活用することも考え得るが、Ti、Nb等の添加によりウェブ部の強度は向上するものの、フランジ部においても細粒化が生じるため、フランジ部の降伏比YRが所望の値(例えばYR≦0.8)を満足しない恐れがある。
【0009】
即ち、熱間圧延で製造される圧延H形鋼、特に、例えばTS(引張強度)550MPa級の圧延H形鋼といった薄手かつ大型の圧延H形鋼においては、フランジ部の低降伏比とウェブ部の高い引張強度を両立させることが困難であった。
【0010】
そこで、上記事情に鑑み、本発明の目的は、圧延H形鋼の製造において、フランジ部の低降伏比とウェブ部の高い引張強度を両立させることが可能な圧延H形鋼を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
25日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
柱梁接合部
24日前
日本製鉄株式会社
圧延H形鋼
25日前
日本製鉄株式会社
脱りん方法
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
転炉吹錬方法
26日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
26日前
日本製鉄株式会社
鋼線及び撚り線
25日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
鋼線及びロープ
25日前
日本製鉄株式会社
鋼管用ねじ継手
24日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
パネル用支持具
24日前
日本製鉄株式会社
パネル用支持具
24日前
日本製鉄株式会社
溶鉄の精錬方法
2か月前
日本製鉄株式会社
ステンレス鋼材
4日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
ステンレス鋼材
4日前
日本製鉄株式会社
ステンレス鋼材
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ