TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076768
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188603
出願日
2023-11-02
発明の名称
溶鉄の精錬方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
7/064 20060101AFI20250509BHJP(鉄冶金)
要約
【課題】電気炉を用いた溶鉄の精錬方法において、溶鉄の脱りん処理を行う際、溶鉄のりん濃度を効率的に低下させる技術を開示する。
【解決手段】本開示の電気炉を用いた溶鉄の精錬方法は、前記溶鉄を撹拌しながら前記溶鉄の脱りん処理を行うこと、を含む。ここで、前記脱りん処理において、ε
2
<ε
1
(ε
1
:前記脱りん処理の第1期間における撹拌動力密度、第1期間:前記脱りん処理の開始から前記脱りん処理の途中の時点T
M
まで、ε
2
:前記脱りん処理の第2期間における撹拌動力密度、第2期間:前記時点T
M
から前記脱りん処理の完了まで)なる条件が満たされる。
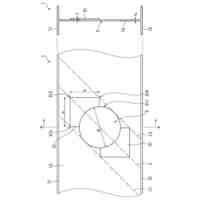
【選択図】図1
特許請求の範囲
【請求項1】
電気炉を用いた溶鉄の精錬方法であって、
前記溶鉄を撹拌しながら前記溶鉄の脱りん処理を行うこと、を含み、
前記脱りん処理において、以下の条件:
ε
2
<ε
1
ε
1
:前記脱りん処理の第1期間における撹拌動力密度
第1期間:前記脱りん処理の開始から前記脱りん処理の途中の時点T
M
まで
ε
2
:前記脱りん処理の第2期間における撹拌動力密度
第2期間:前記時点T
M
から前記脱りん処理の完了まで
が満たされる、
溶鉄の精錬方法。
続きを表示(約 390 文字)
【請求項2】
請求項1に記載の溶鉄の精錬方法であって、
前記脱りん処理において、ε
2
≦0.7×ε
1
なる条件が満たされる、
溶鉄の精錬方法。
【請求項3】
請求項1又は2に記載の溶鉄の精錬方法であって、
前記時点T
M
は、前記脱りん処理の30%以上80%以下が完了する時点である、
溶鉄の精錬方法。
【請求項4】
請求項1又は2に記載の溶鉄の精錬方法であって、
前記時点T
M
は、前記溶鉄の温度に基づいて決定される、
溶鉄の精錬方法。
【請求項5】
請求項4に記載の溶鉄の精錬方法であって、
前記時点T
M
は、前記溶鉄の温度が閾値以上となった時点である、
溶鉄の精錬方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、電気炉を用いた溶鉄の精錬方法を開示する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1及び2には、電気炉を用いた溶鉄の精錬方法が開示されている。電気炉において溶鉄の精錬を行う場合、電極から溶鉄に向かってアークを照射するとともに、スラグをフォーミングさせてアークを包み込んで炉壁耐火物の保護を行う。電気炉において溶鉄の脱りん処理を行う場合、フォーミングしたスラグを用いて、溶鉄の脱りん反応を進めることとなる。
【先行技術文献】
【特許文献】
【0003】
特開平3-267685号公報
特開昭63-4010号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者の新たな知見によると、電気炉において溶鉄の脱りん処理を行う場合、フォーミングしたスラグから溶鉄への復りんが生じ、溶鉄中のりん濃度を十分に低下させることができない場合がある。
【課題を解決するための手段】
【0005】
本願は、上記課題を解決するための手段の一つとして、以下の複数の態様を開示する。
<態様1>
電気炉を用いた溶鉄の精錬方法であって、
前記溶鉄を撹拌しながら前記溶鉄の脱りん処理を行うこと、を含み、
前記脱りん処理において、以下の条件:
ε
2
<ε
1
ε
1
:前記脱りん処理の第1期間における撹拌動力密度
第1期間:前記脱りん処理の開始から前記脱りん処理の途中の時点T
M
まで
ε
2
:前記脱りん処理の第2期間における撹拌動力密度
第2期間:前記時点T
M
から前記脱りん処理の完了まで
が満たされる、
溶鉄の精錬方法。
<態様2>
態様1の溶鉄の精錬方法であって、
前記脱りん処理において、ε
2
≦0.7×ε
1
なる条件が満たされる、
溶鉄の精錬方法。
<態様3>
態様1又は2の溶鉄の精錬方法であって、
前記時点T
M
は、前記脱りん処理の30%以上80%以下が完了する時点である、
溶鉄の精錬方法。
<態様4>
態様1~3のいずれかの溶鉄の精錬方法であって、
前記時点T
M
は、前記溶鉄の温度に基づいて決定される、
溶鉄の精錬方法。
<態様5>
態様4の溶鉄の精錬方法であって、
前記時点T
M
は、前記溶鉄の温度が閾値以上となった時点である、
溶鉄の精錬方法。
【発明の効果】
【0006】
本開示の溶鉄の精錬方法によれば、溶鉄中のりん濃度を低下させることができる。
【図面の簡単な説明】
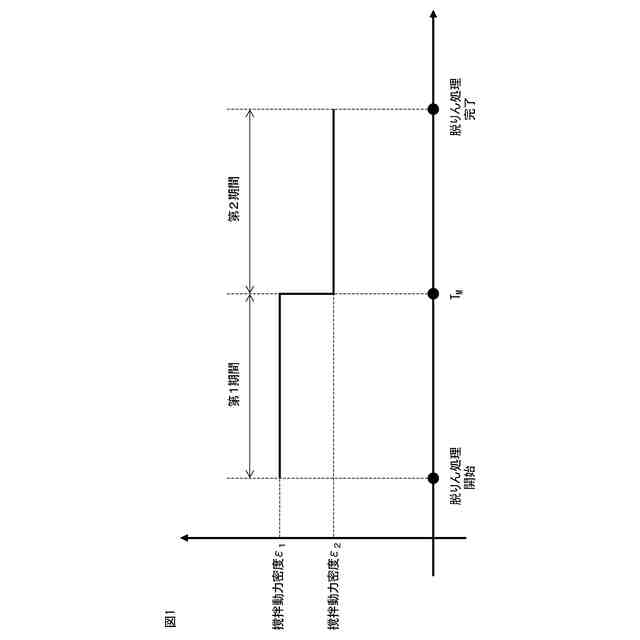
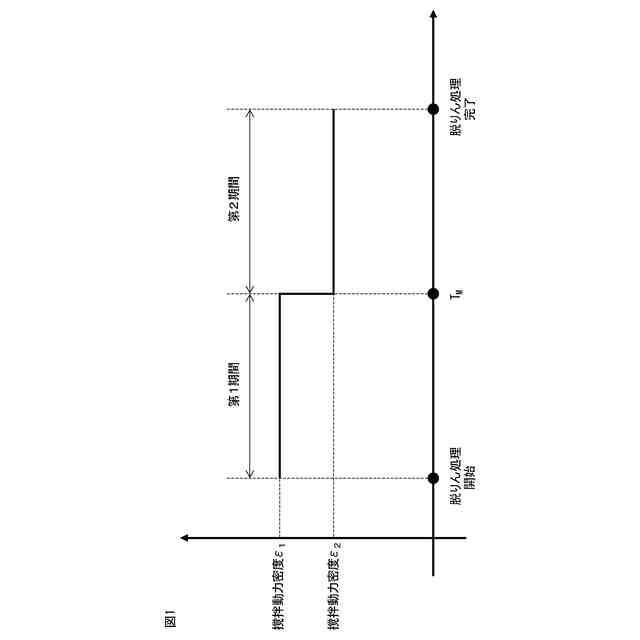
【0007】
脱りん処理の開始から完了までにおける撹拌動力密度の変化の一例を示している。縦軸が撹拌動力密度、横軸が時間(又は脱りん処理の段階)である。
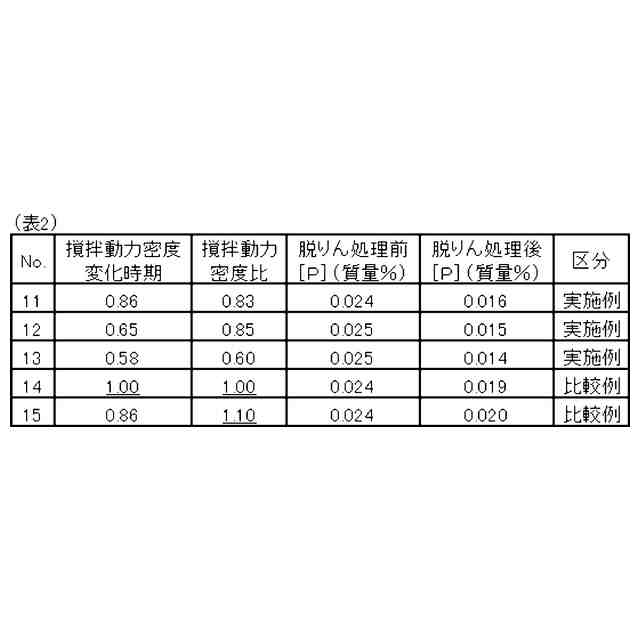
撹拌動力密度比と精錬後の鋼のりん濃度との関係を示している。
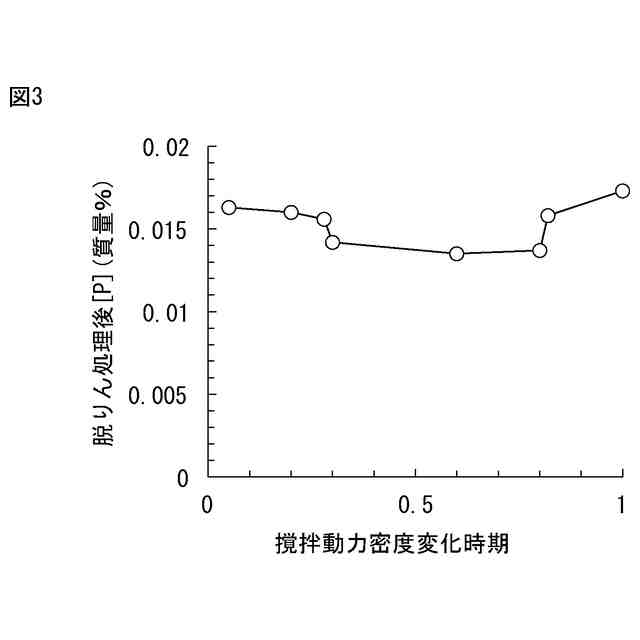
撹拌動力密度低下時点と精錬後の鋼のりん濃度との関係を示している。
【発明を実施するための形態】
【0008】
図面を参照しつつ、本開示の溶鉄の精錬方法について説明する。ただし、本開示の溶鉄の精錬方法は、図示される形態に限定されるものではない。
【0009】
実施形態に係る電気炉を用いた溶鉄の精錬方法は、前記溶鉄を撹拌しながら前記溶鉄の脱りん処理を行うこと、を含む。図1に示されるように、実施形態に係る溶鉄の精錬方法においては、前記脱りん処理において、以下の条件が満たされる。
【0010】
ε
2
<ε
1
ε
1
:前記脱りん処理の第1期間における撹拌動力密度
第1期間:前記脱りん処理の開始から前記脱りん処理の途中の時点T
M
まで
ε
2
:前記脱りん処理の第2期間における撹拌動力密度
第2期間:前記時点T
M
から前記脱りん処理の完了まで
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
17日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
直流電気炉
25日前
日本製鉄株式会社
圧延H形鋼
17日前
日本製鉄株式会社
直流電気炉
25日前
日本製鉄株式会社
柱梁接合部
16日前
日本製鉄株式会社
転炉吹錬方法
18日前
日本製鉄株式会社
金属溶解方法
25日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
18日前
日本製鉄株式会社
鋼管用ねじ継手
16日前
日本製鉄株式会社
鋼線及びロープ
17日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
パネル用支持具
16日前
日本製鉄株式会社
直流電気溶解炉
25日前
日本製鉄株式会社
パネル用支持具
16日前
日本製鉄株式会社
高炉の操業方法
23日前
日本製鉄株式会社
鋼線及び撚り線
17日前
日本製鉄株式会社
補強H形鋼有孔梁
26日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
18日前
日本製鉄株式会社
ガス漏洩部の補修方法
24日前
日本製鉄株式会社
制御装置及び制御方法
26日前
日本製鉄株式会社
耐火被覆梁及び床構造
1か月前
日本製鉄株式会社
鋼板及び鋼板の製造方法
10日前
日本製鉄株式会社
肥料及び肥料の製造方法
1か月前
日本製鉄株式会社
床構造及び床構造の施工方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ