TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098473
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214618
出願日
2023-12-20
発明の名称
ガス漏洩部の補修方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21B
7/06 20060101AFI20250625BHJP(鉄冶金)
要約
【課題】ガス漏洩部が複雑な形状であっても十分な気密性が確保され、かつ容易に施工可能なガス漏洩部の補修方法。
【解決手段】1400℃の温度において少なくとも一部が融解する材料によって形成され、粒度分布において2mm以下の粒子が90重量%以上である補修材料と、補修材料の質量に対して外数で14%以上28%以下の水を主成分とする液体とを混合させて、高炉のガス漏洩部に吹き付けることによってガス漏洩部を補修する、ガス漏洩部の補修方法を提供する。
【選択図】図1
特許請求の範囲
【請求項1】
1400℃の温度において少なくとも一部が軟化・融解する材料によって形成され、粒度分布において2mm以下の粒子が90重量%以上である補修材料と、前記補修材料の質量に対して外数で14%以上28%以下の水を主成分とする液体とを混合させて、高炉のガス漏洩部に吹き付けることによって前記ガス漏洩部を補修する、ガス漏洩部の補修方法。
続きを表示(約 270 文字)
【請求項2】
前記材料は、アルミナの含有量が25質量%以上、75質量%以下である、請求項1に記載のガス漏洩部の補修方法。
【請求項3】
前記材料は、シリカの含有量が25質量%以上、75質量%以下である、請求項2に記載のガス漏洩部の補修方法。
【請求項4】
前記材料は、酸化カルシウムの含有量が15質量%以下である、請求項2に記載のガス漏洩部の補修方法。
【請求項5】
前記ガス漏洩部は、金属部品間に形成された隙間である、請求項1から請求項4のいずれか一項に記載のガス漏洩部の補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高炉のガス漏洩部を補修する、ガス漏洩部の補修方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
高炉は定期的に補修が行われているが、補修を行ったとしても何らかの不具合により高炉内の高温ガスが漏洩することがある。例えば、高炉に高温ガスを吹き込む羽口は炉の内側に突出しており、鉱石が羽口に降下することなどにより、羽口と羽口冷却函とのすり合わせ部に弛みが生じる場合があり、当該箇所から高温ガスが漏洩することがある。このような事象に限らず、経年劣化などにより高炉の鉄皮に亀裂が生じ、高炉からガスが漏洩することも考えられる。
【0003】
特許文献1には、羽口から高温ガスが漏洩した場合に集塵機に接続された吸引管により高温ガスを吸引する技術が開示されている。また、ガス漏洩部に不定形耐火物を押し付けることによって、ガス漏洩部を補修する方法も知られている。
【先行技術文献】
【特許文献】
【0004】
実開平4-11836号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、高炉の補修を行うことができない。また、ガス漏洩部に不定形耐火物を押し付ける技術は気密性に難があり、複雑な配管類を避けての施工が難しいという課題がある。
【0006】
本発明は、ガス漏洩部が複雑な形状であっても十分な気密性が確保され、かつ容易に施工可能なガス漏洩部の補修方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
[1]1400℃の温度において少なくとも一部が軟化・融解する材料によって形成され、粒度分布において2mm以下の粒子が90重量%以上である補修材料と、前記補修材料の質量に対して外数で14以上28%以下の水を主成分とする液体とを混合させて、高炉のガス漏洩部に吹き付けることによって前記ガス漏洩部を補修する、ガス漏洩部の補修方法。
[2]前記材料は、アルミナの含有量が25質量%以上、75質量%以下である、[1]に記載のガス漏洩部の補修方法。
[3]前記材料は、シリカの含有量が25質量%以上、75質量%以下である、[2]に記載のガス漏洩部の補修方法。
[4]前記材料は、酸化カルシウムの含有量が15質量%以下である、[2]に記載のガス漏洩部の補修方法。
[5]前記ガス漏洩部は、金属部品間に形成された隙間である、[1]から[4]のいずれか一項に記載のガス漏洩部の補修方法。
【発明の効果】
【0008】
本発明によれば、水を混合させた補修材料を高温ガス雰囲気である高炉のガス漏洩部に吹き付けることによって、補修材料が融解した後に凝固する。これにより、十分な気密性を確保しながらガス漏洩部を補修することができる。また、補修材料と水を主成分とする液体とを混合させて吹き付けることによって、ガス漏洩部の形状が複雑な場合でも、確実に補修を行うことができる。
【図面の簡単な説明】
【0009】
本発明の一実施形態に係る補修方法が適用される高炉の一部断面図である。
【発明を実施するための形態】
【0010】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。
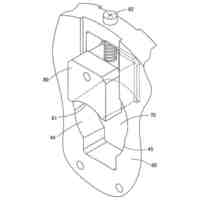
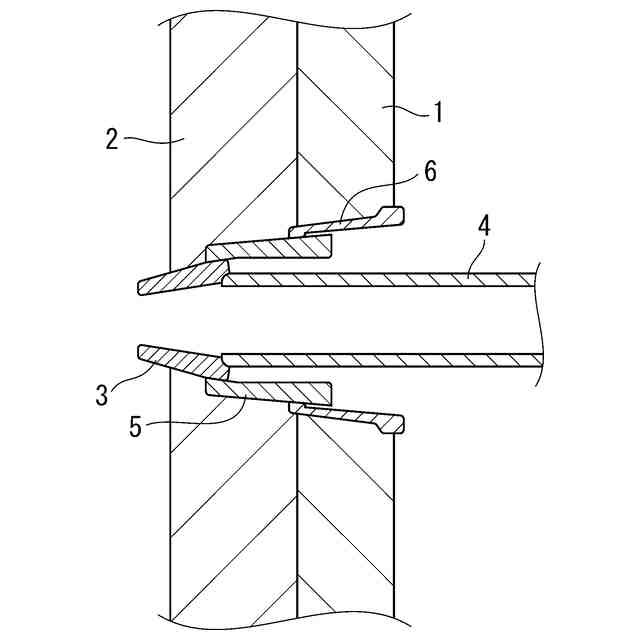
図1は本発明の一実施形態に係る補修方法が適用される高炉の一部断面図である。高炉は鋼板製の鉄皮1で覆われており、内部は耐火レンガ層2によって内張りされている。
ノズル状をなす羽口3は例えば銅によって形成され、ブローパイプ4から導入された高温ガスを高炉内に導入する。羽口3は、羽口冷却函5によって支持され、羽口冷却函5は保持金具6によって鉄皮1に固定されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1日前
新和環境株式会社
炉システム
5か月前
新和環境株式会社
炉システム
5か月前
日本製鉄株式会社
転炉精錬方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
18日前
富士電子工業株式会社
焼入れ装置
18日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
株式会社伊原工業
還元鉄の製造方法
5か月前
中外炉工業株式会社
連続式熱処理炉
3か月前
富士電子工業株式会社
焼き入れ装置
5か月前
個人
製鋼用副資材及びその製造方法
6か月前
日本製鉄株式会社
スラグの排出方法
5か月前
中外炉工業株式会社
前処理装置
2か月前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
2か月前
株式会社デンケン
高温炉
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
22日前
大同特殊鋼株式会社
浸炭部材の製造方法
2か月前
大同特殊鋼株式会社
熱処理設備
24日前
日本製鉄株式会社
脱りん方法
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
JFEスチール株式会社
高炉の原料装入方法
29日前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
5か月前
富士電子工業株式会社
クランクシャフト支持装置
3か月前
出光興産株式会社
熱処理油
11日前
出光興産株式会社
熱処理油
11日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
鋼の製造方法
4日前
日本製鉄株式会社
鋼の製造方法
4か月前
日本製鉄株式会社
棒製品の製造方法
2か月前
株式会社サンノハシ
金属加工品の製造方法
4か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ