TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025071783
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2024177823
出願日
2024-10-10
発明の名称
鋼板部品の製造方法及び製造装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
C21D
9/00 20060101AFI20250428BHJP(鉄冶金)
要約
【課題】部品全体の強度を保ちつつ、遅れ破壊を回避することができる鋼板部品の製造方法等を提供する。
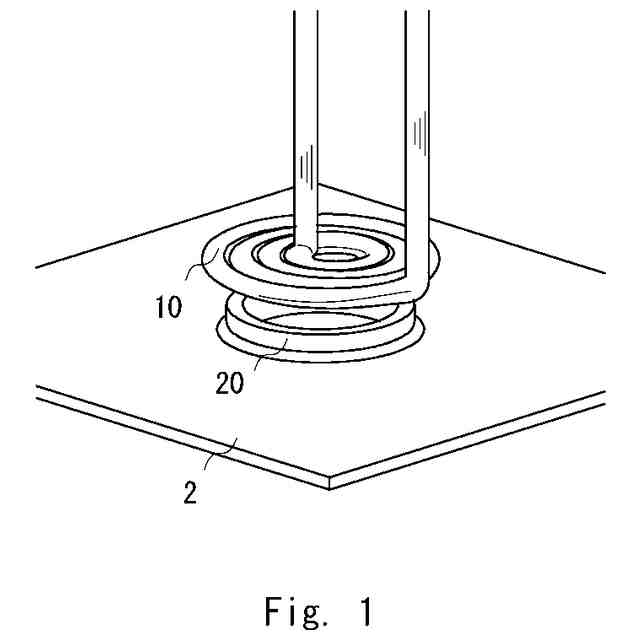
【解決手段】鋼板部品の製造方法は、鋼板の打ち抜き加工部と隔てて正対して片側に配置された加熱電極により局所的に加熱することを特徴とする。鋼板部品は、引張強度780MPa級以上の高強度鋼板である。加熱温度は500~830℃である。10秒以下の短時間で高周波誘導により加熱される。加熱電極は、打ち抜き加工部より大きいコイルであって、前記打ち抜き加工部に対して2巻以上のあるコイルである。
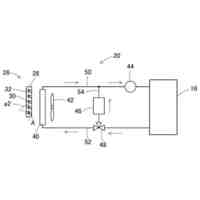
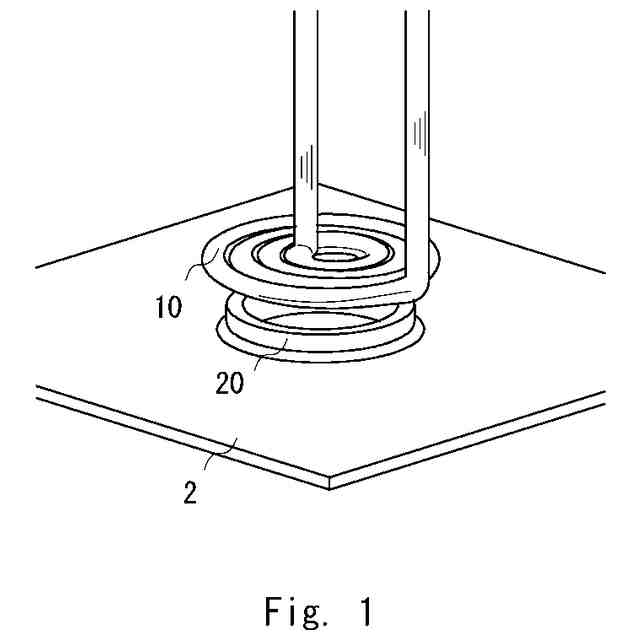
【選択図】図1
特許請求の範囲
【請求項1】
鋼板の打ち抜き加工部と隔てて正対して片側に配置された加熱電極により局所的に加熱することを特徴とする鋼板部品の製造方法。
続きを表示(約 790 文字)
【請求項2】
前記鋼板は、引張強度780MPa級以上の高強度鋼板である、請求項1に記載の鋼板部品の製造方法。
【請求項3】
10秒以下の短時間で高周波誘導により局所的に加熱される、請求項1に記載の鋼板部品の製造方法。
【請求項4】
加熱温度は500~830℃である、請求項1に記載の鋼板部品の製造方法。
【請求項5】
前記鋼板の加工部は打ち抜き加工によって片側に突出して成形されており、
前記加熱電極は、突出して形成された先端である打ち抜き端面に正対するよう配置される、請求項1に記載の鋼板部品の製造方法。
【請求項6】
前記鋼板の加工部は、打ち抜き加工後に穴広げ成形によって成形されたブッシュ圧入部であり、
前記加熱電極は、前記ブッシュ圧入部に正対するよう配置される、請求項1に記載の鋼板部品の製造方法。
【請求項7】
前記鋼板の加工部は、打ち抜き加工によって成形されたボルト締結部であり、
前記加熱電極は、前記ボルト締結部に正対するよう配置される、請求項1に記載の鋼板部品の製造方法。
【請求項8】
前記加熱電極は、前記打ち抜き加工部より大きいコイルであって、前記打ち抜き加工部に対して2巻以上のコイルである、請求項1に記載の鋼板部品の製造方法。
【請求項9】
前記コイルの最外周部は、打ち抜き加工によって成形された打ち抜き端面と整合するように配置される、請求項8に記載の鋼板部品の製造方法。
【請求項10】
前記コイルは、パイプコイルであり、前記パイプコイルの直径は、打ち抜き端の直径に加えて、前記パイプコイルのパイプ径の2本分以下である、請求項8に記載の鋼板部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は鋼板部品の製造方法及び製造装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
自動車の車両重量軽量化はBEV(Battery Electric Vehicle)においては航続距離を伸ばし、コンベ車((Conventional Vehicle))においては燃費を向上させることでCO2削減に向けて重要な課題となっている。そこで、高強度鋼板を使用して部品の一体化、薄肉化を図ることが検討されている。
【先行技術文献】
【特許文献】
【0003】
特許第7207283号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
高強度鋼板を使用する際の課題のひとつに遅れ破壊という不具合現象が存在する。遅れ破壊とは一定の引張荷重化に置かれた金属材料がある時間が経過したのちに突然破壊される現象である。
【0005】
遅れ破壊は腐食環境と材料の組み合わせ、引張応力の相乗的な作用で発生することが知られている。板金部品においては打ち抜き端面に高い残留応力が残るため、打ち抜き端面の遅れ破壊が発生しやすく、高強度鋼板の使用拡大の大きな障壁となっている。そのため従来の板材板金部品では遅れ破壊の懸念の高い部位に対しては、高強度鋼板の採用を避ける、腐食環境を回避するか、あるいは残留応力が発生しない構造にする、のうちのいずれかの方法で対応するしかなかった。
【0006】
特許文献1に記載の方法は、鋼板のエッジ端面を電極で挟み込み電流を流すことによりエッジ近傍を加熱し、伸びフランジ成形性を向上させる技術を開示している。
【0007】
しかし、加熱範囲の安定化のために電極の定期的なメンテナンスが必要となり電極コスト、メンテナンス、品質管理等の工数が多くかかってしまう。また、上下の2つの電極で非加熱部を挟み込む構造のため非加熱面が垂直方向であったり複雑な形状の場合は加熱できない場合がある。さらに、誘導加熱も可能としているがワーク平面に対して上下に加熱コイルを配置することとなる(互いに対抗する電極を配置する)。当該方法では加熱範囲が広範囲になるため効率が悪く、エッジ近傍を高精度に狙った局所加熱を行うことができない。
【0008】
本開示は、このような問題点を解決するためになされたものであり、部品全体の強度を保ちつつ、遅れ破壊を回避することができる鋼板部品の製造方法等を提供することを目的とする。
【課題を解決するための手段】
【0009】
本開示の一態様にかかる鋼板部品の製造方法は、
鋼板の打ち抜き加工部と隔てて正対して片側に配置された加熱電極により局所的に加熱することを特徴とする。
【0010】
本開示の一態様にかかる鋼板部品の製造装置は、
高周波交流電源と、
前記高周波交流電源と接続されたコイルと、
鋼板を取り付けるための取付台と、を備え、
前記鋼板を取付台に取り付けたときに、前記鋼板の加工部が前記コイルと正対するように構成されており、
上記の製造方法を行うように構成されている。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
治具
7日前
トヨタ自動車株式会社
方法
13日前
トヨタ自動車株式会社
方法
13日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電動機
12日前
トヨタ自動車株式会社
自動車
13日前
トヨタ自動車株式会社
サーバ
9日前
トヨタ自動車株式会社
正極層
12日前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
電源装置
7日前
トヨタ自動車株式会社
塗工装置
12日前
トヨタ自動車株式会社
蓄電セル
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
路側装置
12日前
トヨタ自動車株式会社
蓄電セル
12日前
トヨタ自動車株式会社
バッテリ
12日前
トヨタ自動車株式会社
蓄電装置
6日前
トヨタ自動車株式会社
蓄電装置
6日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電セル
12日前
トヨタ自動車株式会社
通知装置
12日前
トヨタ自動車株式会社
蓄電装置
7日前
トヨタ自動車株式会社
充電装置
14日前
トヨタ自動車株式会社
濾過装置
今日
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
駆動装置
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ