TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064491
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174311
出願日
2023-10-06
発明の名称
金属加工品の製造方法
出願人
株式会社サンノハシ
代理人
個人
,
個人
,
個人
主分類
C21D
9/00 20060101AFI20250410BHJP(鉄冶金)
要約
【課題】最終形状として少なくとも二つの解放端を有する金属加工品を製作するにあたり、熱処理に伴う歪みによる各解放端の位置ズレの発生を抑制すること。
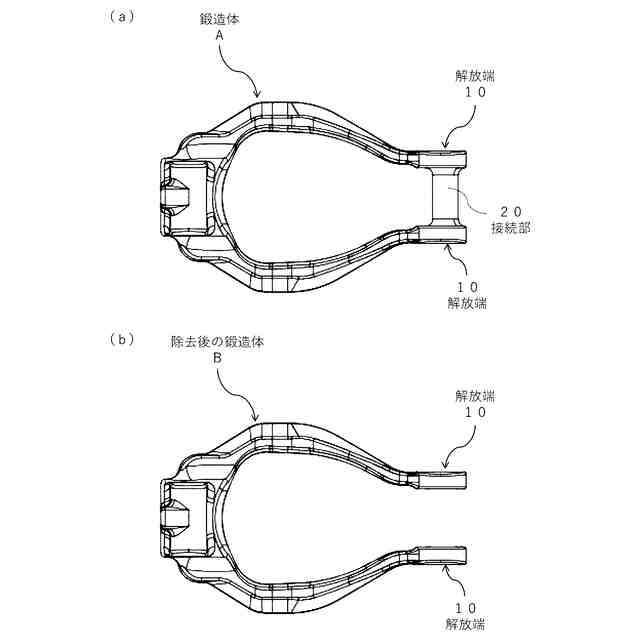
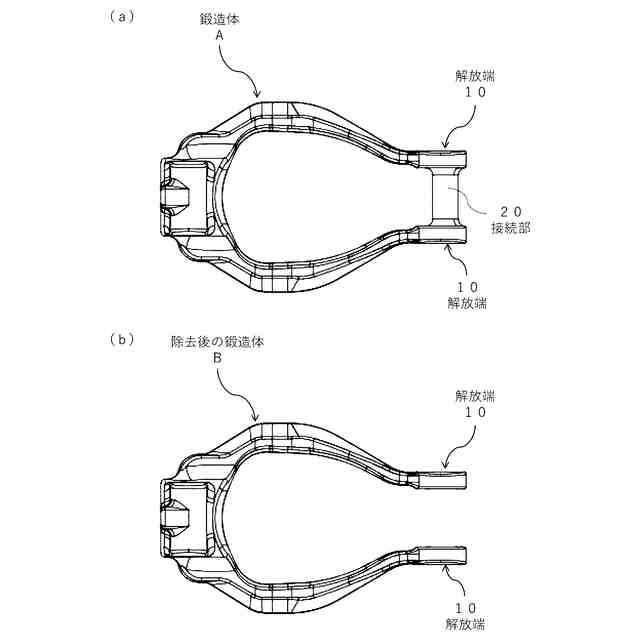
【解決手段】最終形状として少なくとも二つの解放端10を有する金属加工品の製造方法であって、鍛造または鋳造によって、前記二つの解放端10を繋ぐ接続部20を設けた形状を呈する中間加工品を得る工程と、前記中間加工品に対する熱処理が完了した後に、前記中間加工品から前記連絡部20を除去する工程と、を少なくとも含む。本方法によれば、熱処理による部材表面と内部との間の冷却速度の差などを要因とする、各解放端10に生ずる応力に対し、接続部20が抵抗するため、各解放端10の周辺の歪みを抑えた金属加工品を得ることができる。
【選択図】図2
特許請求の範囲
【請求項1】
最終形状として少なくとも二つの解放端を有する金属加工品の製造方法であって、
鍛造または鋳造によって、前記二つの解放端を繋ぐ接続部を設けた形状を呈する中間加工品を得る工程と、
前記中間加工品に対する熱処理が完了した後に、前記中間加工品から前記連絡部を除去する工程と、
を少なくとも含んで、前記金属加工品を得ることを特徴とする、
金属加工品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、最終形状として少なくとも二つの解放端を有する金属加工品の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
金属加工品の一類型である鍛造製品の製造工程の一例を以下に示す。
(1)任意のサイズに切断した金属素材を、各種の鍛造工程を用いて所定形状の鍛造体に成形する。
(2)鍛造体に任意の熱処理(溶体化処理、焼き入れ処理、焼き戻し処理、時効硬化処理、など)を加えて、所望の特性を得る。
(3)鍛造体に任意の金属加工(バリ取り、精度出し、など)を加えて、最終製品を得る。
【0003】
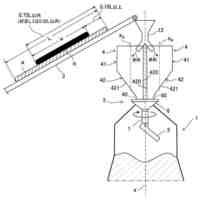
例えば、最終形状として少なくとも二つの解放端を有する鍛造製品を製作する場合、上記した(2)の熱処理を施すことで、鍛造後の熱処理において、図3に示すように、各解放端の周囲で歪みが発生し、各解放端の位置ズレが発生する場合があった。
【0004】
なお、特許文献1には、アルミニウム鍛造品の製造方法として、熱処理前にワーク(鍛造体)の表面に付着した潤滑剤のムラを改善することで、歪みの発生を防止できる技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2007-9248号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、最終形状として少なくとも二つの解放端を有する金属加工品を製作するにあたり、熱処理に伴う歪みによる各解放端の位置ズレの発生を抑制可能な手段の提供を目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決すべくなされた本願発明は、最終形状として少なくとも二つの解放端を有する金属加工品の製造方法であって、鍛造または鋳造によって、前記二つの解放端を繋ぐ接続部を設けた形状を呈する中間加工品を得る工程と、前記中間加工品に対する熱処理が完了した後に、前記中間加工品から前記連絡部を除去する工程と、を少なくとも含んで、前記金属加工品を得ることを特徴とするものである。
【発明の効果】
【0008】
本発明によれば、鍛造工程や鋳造工程で二つの解放端を接続部で繋いだ状態としたままとしておき、この中間加工品に対し熱処理を完了させてから、接続部を除去することで、各解放端周辺の歪みを抑えた最終形状を呈する金属加工品を得ることができる。
【図面の簡単な説明】
【0009】
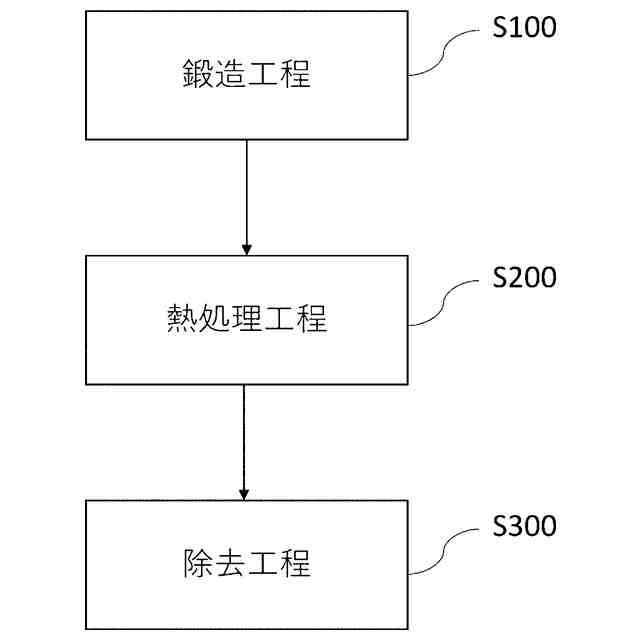
実施例1に係る鍛造製品の製造方法のフロー図。
除去工程の前後の鍛造体を示すイメージ図。
従来の鍛造工程および熱処理工程を経た後の鍛造体を示すイメージ図。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、本発明の実施例について説明する。
【実施例】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社サンノハシ
風力発電装置
2か月前
個人
バイオ水素製鉄方法
1か月前
新和環境株式会社
炉システム
6か月前
新和環境株式会社
炉システム
6か月前
日本製鉄株式会社
転炉精錬方法
10日前
株式会社戸畑製作所
高炉用羽口
8か月前
日本製鉄株式会社
転炉精錬方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
6か月前
日本製鉄株式会社
溶鉄の製造方法
27日前
富士電子工業株式会社
焼入れ装置
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
個人
製鋼用副資材及びその製造方法
7か月前
日本製鉄株式会社
スラグの排出方法
6か月前
株式会社伊原工業
還元鉄の製造方法
6か月前
富士電子工業株式会社
焼き入れ装置
7か月前
中外炉工業株式会社
連続式熱処理炉
4か月前
株式会社不二越
熱処理システム
20日前
株式会社デンケン
高温炉
6か月前
日本製鉄株式会社
溶銑の予備処理方法
2か月前
中外炉工業株式会社
前処理装置
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
3か月前
大同特殊鋼株式会社
熱処理設備
2か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
6か月前
日本製鉄株式会社
脱りん方法
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
12日前
JFEスチール株式会社
高炉の原料装入方法
1か月前
日本製鉄株式会社
高炉の冷却構造
24日前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
脱炭精錬方法
7か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ