TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027246
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023131889
出願日
2023-08-14
発明の名称
焼き入れ装置
出願人
富士電子工業株式会社
代理人
個人
主分類
C21D
9/28 20060101AFI20250219BHJP(鉄冶金)
要約
【課題】冷却ジャケットを小型化することができる焼き入れ装置を提供することを課題とする。
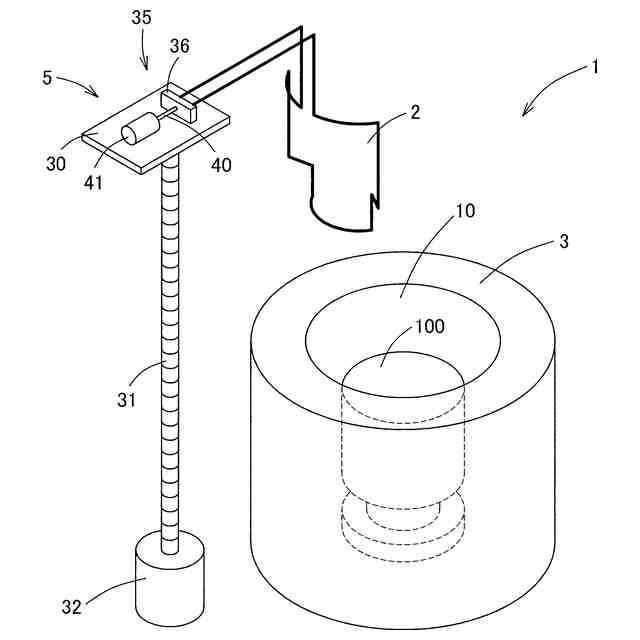
【解決手段】ワーク100を誘導加熱するコイル2と、前記ワーク100の全周を覆い前記ワークに冷却液を噴射する冷却ジャケット3と、前記ワーク100及び冷却ジャケット3と前記コイル2とを相対移動させる移動手段5を有する。前記コイル2は、前記ワーク100の本体部に近接して当該本体部を誘導加熱する本体近接部と、前記ワーク100の小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、加熱時における前記コイル2の前記小径近接部が前記ワーク100と対峙する角度が、150度以下である。
【選択図】 図1
特許請求の範囲
【請求項1】
本体部と当該本体部よりも細い小径部を備えたワークを誘導加熱して当該ワークを焼き入れする焼き入れ装置において、
前記ワークを誘導加熱するコイルと、前記ワークの全周を覆い前記ワークに冷却液を噴射する冷却ジャケットと、前記ワーク及び冷却ジャケットと前記コイルとを相対移動させる移動手段を有し、
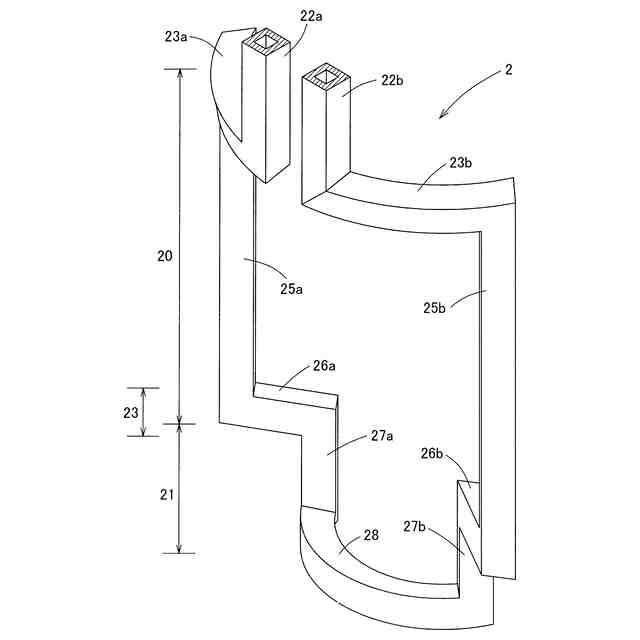
前記コイルは、前記ワークの本体部に近接して当該本体部を誘導加熱する本体近接部と、前記ワークの小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、
前記ワークは、前記冷却ジャケットで覆われた位置に配され、
前記移動手段は、前記コイルを冷却ジャケット内に相対的に出し入れする出し入れ動作と、前記冷却ジャケット内において前記コイルを前記ワークに相対的に近接・離反させる近接・離反動作を行うものであり、
加熱時における前記コイルの前記小径近接部が前記ワークと対峙する角度が、150度以下であることを特徴とする焼き入れ装置。
続きを表示(約 1,900 文字)
【請求項2】
径が異なる焼き入れ箇所があるワークを誘導加熱して当該ワークを焼き入れする焼き入れ装置において、
前記ワークを誘導加熱するコイルと、前記ワークの全周を覆い前記ワークに冷却液を噴射する冷却ジャケットと、前記ワーク及び冷却ジャケットと前記コイルとを相対移動させる移動手段を有し、
前記コイルは、前記焼き入れ箇所の内で最も径が大きい大径部に近接して当該大径部を誘導加熱する大径近接部と、前記焼き入れ箇所の内で最も径が小さい小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、
前記ワークは、前記冷却ジャケットで覆われた位置に配され、
前記移動手段は、前記コイルを冷却ジャケット内に相対的に出し入れする出し入れ動作と、前記冷却ジャケット内において前記コイルを前記ワークに相対的に近接・離反させる近接・離反動作を行うものであり、
加熱時における前記コイルの前記小径近接部が前記ワークと対峙する角度が、150度以下であることを特徴とする焼き入れ装置。
【請求項3】
本体部と当該本体部よりも細い小径部を備えたワークを誘導加熱して当該ワークを焼き入れする焼き入れ装置において、
前記ワークを誘導加熱するコイルと、前記ワークの全周を覆い前記ワークに冷却液を噴射する冷却ジャケットと、前記ワーク及び冷却ジャケットと前記コイルとを相対移動させる移動手段を有し、
前記コイルは、前記ワークの本体部に近接して当該本体部を誘導加熱する本体近接部と、前記ワークの小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、
前記ワークは、前記冷却ジャケットで覆われた位置に配され、
前記移動手段は、前記コイルを冷却ジャケット内に相対的に出し入れする出し入れ動作と、前記冷却ジャケット内において前記コイルを前記ワークに相対的に近接・離反させる近接・離反動作を行うものであり、
前記小径近接部であって、加熱時に前記ワークと対峙する導体の内、その最も外側を構成する導体の中心同士の開き角度が、130度以下であることを特徴とする焼き入れ装置。
【請求項4】
径が異なる焼き入れ箇所があるワークを誘導加熱して当該ワークを焼き入れする焼き入れ装置において、
前記ワークを誘導加熱するコイルと、前記ワークの全周を覆い前記ワークに冷却液を噴射する冷却ジャケットと、前記ワーク及び冷却ジャケットと前記コイルとを相対移動させる移動手段を有し、
前記コイルは、前記焼き入れ箇所の内で最も径が大きい大径部に近接して当該大径部を誘導加熱する大径近接部と、前記焼き入れ箇所の内で最も径が小さい小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、
前記ワークは、前記冷却ジャケットで覆われた位置に配され、
前記移動手段は、前記コイルを冷却ジャケット内に相対的に出し入れする出し入れ動作と、前記冷却ジャケット内において前記コイルを前記ワークに相対的に近接・離反させる近接・離反動作を行うものであり、
前記小径近接部であって、加熱時に前記ワークと対峙する導体の内、その最も外側を構成する導体の中心同士の開き角度が、130度以下であることを特徴とする焼き入れ装置
【請求項5】
前記小径部は、前記ワークの一部がくびれた部位であることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
【請求項6】
加熱時における前記コイルの前記小径近接部が前記ワークと対峙する角度が、130度以下であることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
【請求項7】
前記小径近接部であって、加熱時に前記ワークと対峙する導体の内、その最も外側を構成する導体の中心同士の開き角度が、120度以下であることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
【請求項8】
加熱時における前記コイルの前記ワークと対峙する角度が、130度以下であることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
【請求項9】
加熱時に前記ワークと対峙する導体の内、その最も外側を構成する導体の中心同士の開き角度が、120度以下であることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
【請求項10】
前記ワークは、略球状の本体部を有し、前記コイルは当該本体部と前記小径部の境界部に近接する境界近接部を有するものであることを特徴とする請求項1乃至4のいずれかに記載の焼き入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを誘導加熱した後に急冷してワークを焼き入れする焼き入れ装置に関するものである。本発明の焼き入れ装置は、くびれた部位を有するワークであって、当該くびれた部位を焼き入れすることができるものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
焼き入れ方法の一つとして高周波焼き入れが知られている。
高周波焼き入れは、ワークに誘導加熱コイルを近づけ、この状態で当該コイルに高周波電流を通電する。その結果、コイルの周囲に高周波磁界が発生する。そして当該高周波磁界にワークをさらすと、当該ワークに渦電流が生じ、ワークが赤熱する。この状態でワークを急冷すると、ワークの表面が硬化する。
特許文献1には、大径部と小径部を有するワークを高周波焼き入れする誘導加熱コイルが開示されている。特許文献1に開示された誘導加熱コイルは、小径部加熱用コイル部と、大径部加熱用コイル部を有している。即ち、誘導加熱コイル自体に大径部と小径部がある。
特許文献1に開示された誘導加熱コイルは、半開放コイルであり、加熱時における誘導加熱コイルがワークと対峙する角度は180度である。
【先行技術文献】
【特許文献】
【0003】
実開昭61-159360号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
磁界の強度は距離の2乗に反比例する。そのため、高周波焼き入れする際には、コイルをワークに対して極めて近い位置に配置することが望ましい。
ワークに大径部と小径部があり、その双方を高周波焼き入れするには、特許文献1に開示された誘導加熱コイルの様に、ワークの大径部を加熱する大径近接部と、ワークの小径部を加熱する小径近接部を有することが望ましい。
【0005】
ところで、高周波焼き入れは、高温状態のワークを急冷する必要があるため、ワークを冷却ジャケットの中に入れた状態でワークを誘導加熱し、加熱が終わると、直ちに冷却ジャケットから冷却液を噴射してワークを急冷することが望ましい。また冷却ジャケットは、ワークの全周を取り巻くものであることが望ましい。即ち冷却ジャケットは円筒状であり、中央にワーク配置穴があり、当該ワーク配置穴の内壁から冷却液が噴射されるものであることが望ましい。
ワークは冷却ジャケットのワーク配置穴内に設置され、ワーク配置穴の内壁からワークに対して冷却液が噴射される。
この構造の高周波焼き入れ装置では、冷却ジャケットのワーク配置穴内にワークを入れ、この状態で外部からコイルを冷却ジャケットのワーク配置穴内に挿入する必要がある。そしてコイルを冷却ジャケットのワーク配置穴の中に入れた状態で、コイルをワーク側に移動される必要がある。
【0006】
即ち、冷却ジャケットの外にコイルが待機しており、この状態で冷却ジャケットのワーク配置穴内にワークをセットする。そしてコイルをワークの軸方向に移動して当該コイルを冷却ジャケットのワーク配置穴の中に入れる。さらにその後、コイルをワークの幅方向に移動させてコイルをワークに近接させる。即ちコイルの大径近接部をワークの大径部に近接させ、コイルの小径近接部をワークの小径部に近接させる。
【0007】
ここで、コイルに大径の部位(大径近接部)と小径の部位(小径近接部)があると、当該コイルを冷却ジャケットのワーク配置穴内に挿入する際に、ワークの大径部の横をコイルの小径の部位(小径近接部)が通過する必要がある。
コイルの小径の部位(小径近接部)は、ワークの小径部に近接させる必要から、コイルの大径の部位(大径近接部)に対してワーク側に突出している。そのため、コイルを冷却ジャケットのワーク配置穴内に挿入する際に、コイルをワークに対して幅方向に大きく離してコイルの小径の部位(小径近接部)がワークの大径部の外側に外れる位置として逃げしろを確保し、その状縦でコイルを軸方向に移動させる必要がある。
そのため冷却ジャケットのワーク配置穴は、コイルの小径の部位(小径近接部)の逃げしろを確保するために、ワークに対して相当に大きなものとならざるを得ない。
【0008】
また冷却ジャケットのワーク配置穴がワークに対して大きいと、ワークとワーク配置穴の間に相当の間隔が大きくなり、冷却液がワークに掛かりにくい。そのため冷却液のワークに対する当たり方にばらつきが生じ、冷却むらが生じる可能性がある。そのため焼き入れにむらが生じる可能性がある。
またコイルの小径部をなくせば、ワークとワーク配置穴の内壁との距離を小さくすることができ、逃げしろを確保する必要が無いが、この構成を採用すると、コイルとワークの小径部が離れてしまい。ワークの小径部を十分に昇温することができないという問題がある。
【0009】
本発明の上記した問題を解決するものであり、冷却ジャケットを小型化することができる焼き入れ装置であって、ワークの各部にコイルを近接して十分にワークを昇温することができ、且つワークと冷却ジャケットの内壁との距離も近く、冷却むらに起因する焼き入れむらが少ない焼き入れ装置を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記した課題を解決するための態様は、本体部と当該本体部よりも細い小径部を備えたワークを誘導加熱して当該ワークを焼き入れする焼き入れ装置において、前記ワークを誘導加熱するコイルと、前記ワークの全周を覆い前記ワークに冷却液を噴射する冷却ジャケットと、前記ワーク及び冷却ジャケットと前記コイルとを相対移動させる移動手段を有し、前記コイルは、前記ワークの本体部に近接して当該本体部を誘導加熱する本体近接部と、前記ワークの小径部に近接して当該小径部を誘導加熱する小径近接部とを有し、前記ワークは、前記冷却ジャケットで覆われた位置に配され、前記移動手段は、前記コイルを冷却ジャケット内に相対的に出し入れする出し入れ動作と、前記冷却ジャケット内において前記コイルを前記ワークに相対的に近接・離反させる近接・離反動作を行うものであり、加熱時における前記コイルの前記小径近接部が前記ワークと対峙する角度が、150度以下であることを特徴とする焼き入れ装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉精錬方法
8か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
富士電子工業株式会社
焼入れ装置
4か月前
NTN株式会社
焼入れ方法
1か月前
中外炉工業株式会社
連続式熱処理炉
7か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
2か月前
株式会社デンケン
高温炉
8か月前
株式会社不二越
熱処理システム
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
6か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
大同特殊鋼株式会社
熱処理設備
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
日本製鉄株式会社
脱りん方法
6か月前
日本製鉄株式会社
高炉の操業方法
7か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3か月前
日本製鉄株式会社
鋼の製造方法
7か月前
出光興産株式会社
熱処理油
2か月前
出光興産株式会社
熱処理油
4か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
鋼の製造方法
5か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
出光興産株式会社
熱処理油
4か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ