TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153486
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055993
出願日
2024-03-29
発明の名称
焼入れ装置
出願人
九州高周波熱錬株式会社
,
高周波熱錬株式会社
代理人
主分類
C21D
9/00 20060101AFI20251002BHJP(鉄冶金)
要約
【課題】ロッド状鋼材の外周面上の山部に対する焼入れを有効に行うことができる焼入れ装置を提供する。
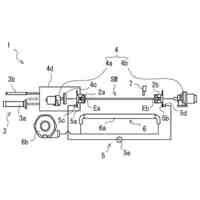
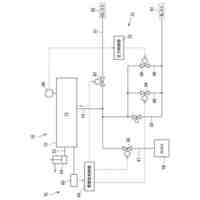
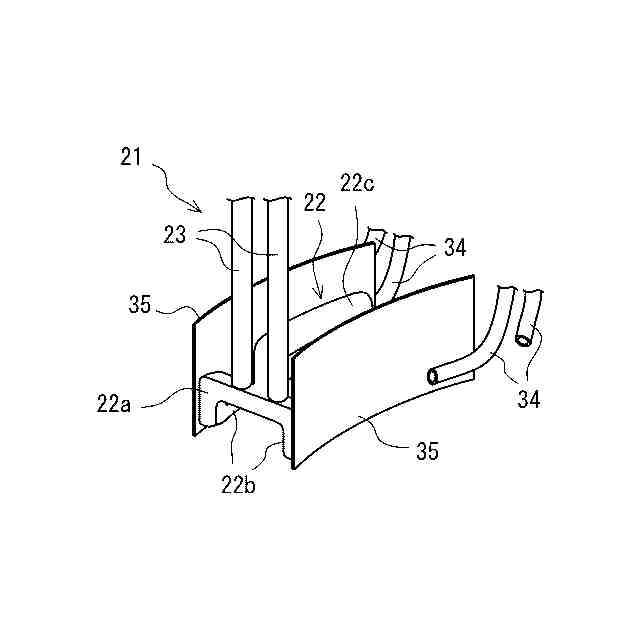
【解決手段】焼入れ装置1は、山部52及び溝部53が形成されたロッド状鋼材51に対して用いられ、山部に焼入れを施すものであって、ロッド状鋼材を中心軸CLの周りで回転させるとともに軸方向の一方側に進行させる駆動部と、前記駆動部による前記ロッド状鋼材の回転及び進行の動作に伴い、螺旋状の山部の延びる方向に沿って遷移する前記山部の加熱対象箇所52aを、順次に加熱する加熱部21と、前記ロッド状鋼材を冷却する冷却部とを備え、前記冷却部が、前記加熱対象箇所よりも前記ロッド状鋼材の回転方向の前方側に位置する加熱完了箇所52bに向けて、冷媒を噴射する第一冷媒噴射部32と、前記軸方向で前記山部の前記加熱対象箇所に隣接する前記溝部53の加熱隣接箇所53aに向けて、冷媒を噴射する第二冷媒噴射部34とを有するものである。
【選択図】図2
特許請求の範囲
【請求項1】
外周面上にて軸方向の少なくとも一部に、中心軸の周りで螺旋状に延びる山部及び溝部が形成されたロッド状鋼材に対して用いられ、前記山部に焼入れを施す焼入れ装置であって、
前記ロッド状鋼材を中心軸の周りで回転させるとともに軸方向の一方側に進行させる駆動部と、前記駆動部による前記ロッド状鋼材の回転及び進行の動作に伴い、螺旋状の前記山部の延びる方向に沿って遷移する前記山部の加熱対象箇所を、順次に加熱する加熱部と、前記ロッド状鋼材を冷却する冷却部とを備え、
前記冷却部が、前記加熱対象箇所よりも前記ロッド状鋼材の回転方向の前方側に位置する加熱完了箇所に向けて、冷媒を噴射する第一冷媒噴射部と、前記軸方向で前記山部の前記加熱対象箇所に隣接する前記溝部の加熱隣接箇所に向けて、冷媒を噴射する第二冷媒噴射部とを有する焼入れ装置。
続きを表示(約 960 文字)
【請求項2】
前記第一冷媒噴射部が、噴射口の位置及び/又は向きを変更可能に設けられている請求項1に記載の焼入れ装置。
【請求項3】
前記第二冷媒噴射部が、前記軸方向で前記加熱部を隔てて前記ロッド状鋼材の進行方向の前方側及び後方側の両側にそれぞれ配置されており、
それぞれの前記第二冷媒噴射部が、互いに異なる流量で冷媒を噴射可能である請求項1又は2に記載の焼入れ装置。
【請求項4】
前記加熱部と前記第二冷媒噴射部との間に配置されて前記加熱対象箇所と前記加熱隣接箇所との間を区切り、前記第二冷媒噴射部から噴射された冷媒の、前記加熱対象箇所側への流入を抑制する仕切り板をさらに備える請求項1又は2に記載の焼入れ装置。
【請求項5】
前記仕切り板が樹脂製であって、前記ロッド状鋼材の前記溝部の表面に接触する位置に設けられている請求項4に記載の焼入れ装置。
【請求項6】
前記第二冷媒噴射部の噴射口が、前記軸方向で前記山部の前記加熱対象箇所に隣接する前記溝部の、前記加熱部よりも前記回転方向の後方側に位置する前記加熱隣接箇所に向けて、冷媒を噴射させる位置及び向きに設けられている請求項1又は2に記載の焼入れ装置。
【請求項7】
前記第二冷媒噴射部が、冷媒を噴射させる向きの異なる複数個の噴射口を有する請求項1又は2に記載の焼入れ装置。
【請求項8】
前記第二冷媒噴射部が、前記加熱部よりも前記ロッド状鋼材の進行方向の少なくとも後方側に設けられており、
前記冷却部が、前記第二冷媒噴射部のさらに進行方向の後方側に設けられて前記ロッド状鋼材に冷媒を噴射するさらに第三冷媒噴射部を有する請求項1又は2に記載の焼入れ装置。
【請求項9】
前記加熱部が、誘導加熱用コイルを有する請求項1又は2に記載の焼入れ装置。
【請求項10】
前記駆動部が、前記ロッド状鋼材を中心軸の周りで回転させる回転駆動源と、前記ロッド状鋼材の前記山部及び/又は前記溝部に嵌め合わされ、前記回転駆動源による前記ロッド状鋼材の回転運動を前記軸方向の直線運動に変換する運動変換機構とを有する請求項1又は2に記載の焼入れ装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、外周面上に山部及び溝部が形成されたロッド状鋼材に対して用いられる焼入れ装置に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ロッド状鋼材には、外周面上で軸方向の少なくとも一部に、螺旋状の山部及び溝部が形成された中空の円筒状又は中実の円柱状のもの等がある。かかるロッド状鋼材では、外周面上に山部及び溝部が、軸方向で互いに隣接して交互に位置し、中心軸の周りで螺旋状に延びる態様で設けられている。
【0003】
そのようなロッド状鋼材の具体例であるボールねじのねじ軸は、外周面にねじ山及びねじ溝としての山部及び溝部が形成されたものであり、ボールねじの一部として使用される際に、ナットの内側で回転することにより、直線運動を回転運動へ又は回転運動を直線運動へ変換するべく機能する。
【0004】
上述したロッド状鋼材は、たとえば比較的大型のボールねじその他の送りねじのねじ軸等である場合、使用時に山部に多大な外力が作用し得る。このため、ロッド状鋼材の外周面上に形成された山部の強度や耐摩耗性を高めておくため、山部に部分的に加熱及び急冷による焼入れや焼き戻しを施すことを要する場合がある(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
特開平4-13812号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明の目的は、ロッド状鋼材の外周面上の山部に対する焼入れを有効に行うことができる焼入れ装置を提供することにある。
【課題を解決するための手段】
【0007】
この発明の焼入れ装置は、外周面上にて軸方向の少なくとも一部に、中心軸の周りで螺旋状に延びる山部及び溝部が形成されたロッド状鋼材に対して用いられ、前記山部に焼入れを施すものであって、前記ロッド状鋼材を中心軸の周りで回転させるとともに軸方向の一方側に進行させる駆動部と、前記駆動部による前記ロッド状鋼材の回転及び進行の動作に伴い、螺旋状の前記山部の延びる方向に沿って遷移する前記山部の加熱対象箇所を、順次に加熱する加熱部と、前記ロッド状鋼材を冷却する冷却部とを備え、前記冷却部が、前記加熱対象箇所よりも前記ロッド状鋼材の回転方向の前方側に位置する加熱完了箇所に向けて、冷媒を噴射する第一冷媒噴射部と、前記軸方向で前記山部の前記加熱対象箇所に隣接する前記溝部の加熱隣接箇所に向けて、冷媒を噴射する第二冷媒噴射部とを有するものである。
【0008】
上述した焼入れ装置では、前記第一冷媒噴射部が、噴射口の位置及び/又は向きを変更可能に設けられていることが好ましい。
【0009】
上述した焼入れ装置では、前記第二冷媒噴射部が、前記軸方向で前記加熱部を隔てて前記ロッド状鋼材の進行方向の前方側及び後方側の両側にそれぞれ配置されており、それぞれの前記第二冷媒噴射部が、互いに異なる流量で冷媒を噴射可能であることが好ましい。
【0010】
上述した焼入れ装置は、前記加熱部と前記第二冷媒噴射部との間に配置されて前記加熱対象箇所と前記加熱隣接箇所との間を区切り、前記第二冷媒噴射部から噴射された冷媒の、前記加熱対象箇所側への流入を抑制する仕切り板をさらに備えることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
九州高周波熱錬株式会社
焼入れ装置
1か月前
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
8か月前
日本製鉄株式会社
転炉精錬方法
2か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
富士電子工業株式会社
焼入れ装置
4か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
中外炉工業株式会社
前処理装置
5か月前
株式会社不二越
熱処理システム
2か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
日本製鉄株式会社
脱りん方法
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
高炉の操業方法
7か月前
日本製鉄株式会社
高炉の操業方法
6か月前
出光興産株式会社
熱処理油
3か月前
日本製鉄株式会社
鋼の製造方法
5か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
日本製鉄株式会社
鋼の製造方法
7か月前
日本製鉄株式会社
鋼の製造方法
3か月前
出光興産株式会社
熱処理油
3か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3か月前
出光興産株式会社
熱処理油
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ