TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079387
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023191986
出願日
2023-11-10
発明の名称
脱りん方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C21C
1/02 20060101AFI20250515BHJP(鉄冶金)
要約
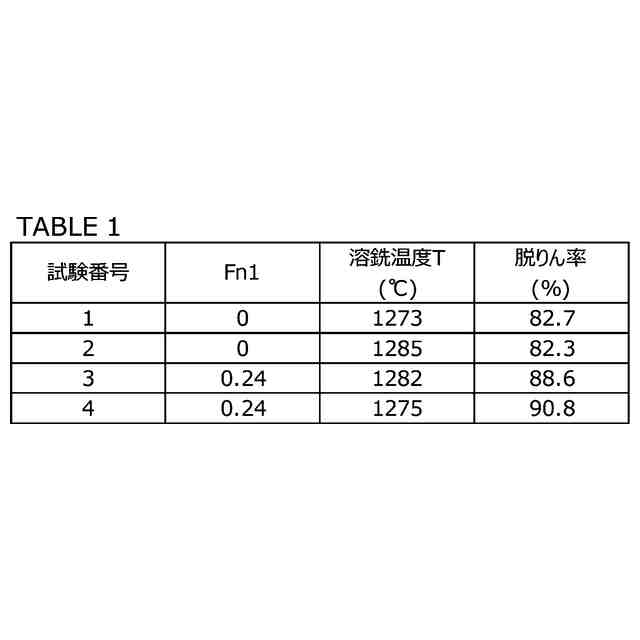
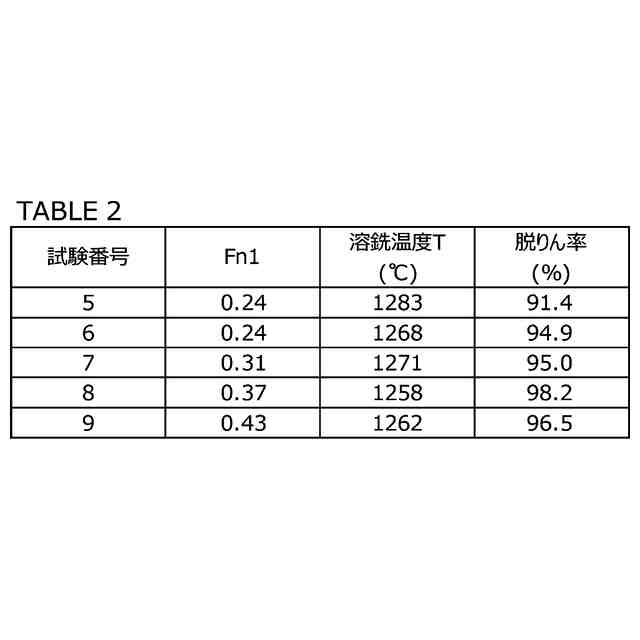
【課題】優れた脱りん効率を有する脱りん方法の提供。
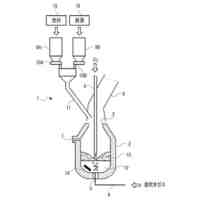
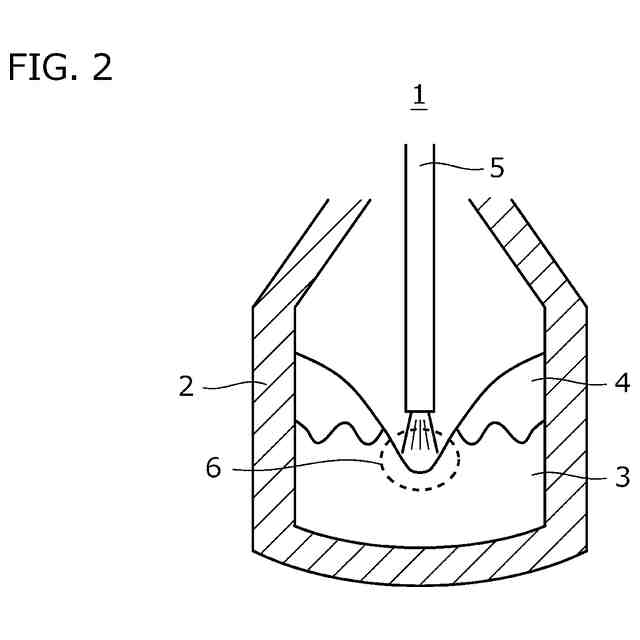
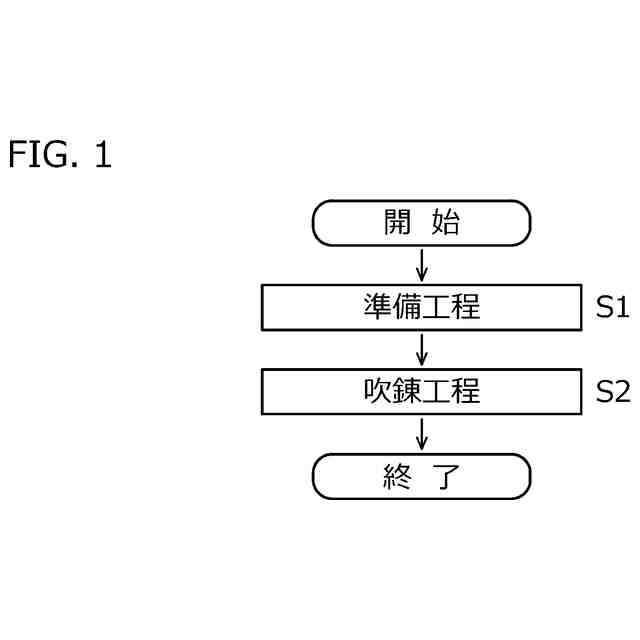
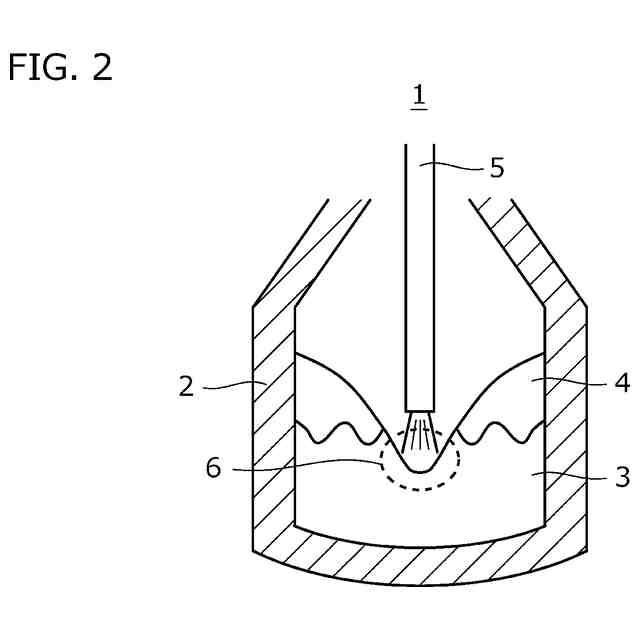
【解決手段】本開示による脱りん方法は、溶銑(3)を収納した、脱りん用容器(2)を準備する準備工程(S1)と、脱りん用容器(2)に収納された溶銑(3)に対して、酸素を吹き込みながら脱りん剤を導入する吹錬工程(S2)と、を備える。脱りん剤は、CaO、CaCO
3
及びCa(OH)
2
からなる群から選択される1種以上と、Al
2
O
3
と、を含有し、さらに、式(1)を満たす。吹錬工程において、酸素の吹き込みが終了するとき、溶銑(3)の温度が1250~1280℃である。
0.24≦Al
2
O
3
/(α+Al
2
O
3
)≦0.43(1)
ここで、式(1)中のAl
2
O
3
には、脱りん剤中のAl
2
O
3
含有量が単位:質量%で代入され、式(1)中のαは、式(2)で定義される。
α=CaO+56.1/100.1×CaCO
3
+56.1/74.1×Ca(OH)
2
(2)
【選択図】図2
特許請求の範囲
【請求項1】
溶銑の脱りん方法であって、
前記溶銑を収納した、脱りん用容器を準備する準備工程と、
前記脱りん用容器に収納された前記溶銑に対して、酸素を吹き込みながら脱りん剤を導入する吹錬工程と、を備え、
前記脱りん剤は、CaO、CaCO
3
、及び、Ca(OH)
2
からなる群から選択される1種以上と、Al
2
O
3
と、を含有し、さらに、式(1)を満たし、
前記吹錬工程において、酸素の吹き込みが終了するとき、前記溶銑の温度が1250~1280℃である、
脱りん方法。
0.24≦Al
2
O
3
/(α+Al
2
O
3
)≦0.43 (1)
ここで、式(1)中のAl
2
O
3
には、前記脱りん剤中のAl
2
O
3
含有量が単位:質量%で代入され、式(1)中のαは、式(2)で定義される。
α=CaO+56.1/100.1×CaCO
3
+56.1/74.1×Ca(OH)
2
(2)
式(2)中のCaOには、前記脱りん剤中のCaO含有量が単位:質量%で代入され、CaCO
3
には、前記脱りん剤中のCaCO
3
含有量が単位:質量%で代入され、Ca(OH)
2
には、前記脱りん剤中のCa(OH)
2
含有量が単位:質量%で代入される。
続きを表示(約 160 文字)
【請求項2】
請求項1に記載の脱りん方法であって、
前記脱りん剤は、CaCO
3
を含有する、
脱りん方法。
【請求項3】
請求項1又は請求項2に記載の脱りん方法であって、
前記準備工程において、前記脱りん用容器に酸化鉄を導入する、
脱りん方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶銑の脱りん方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
溶銑の予備処理工程では、溶銑の硫黄濃度を低下させる脱硫処理、溶銑のりん濃度を低下させる脱りん処理が実施される。その後、脱りん処理後の溶銑の炭素濃度を低下させる脱炭処理が実施される。脱炭処理が実施された溶銑は、溶鋼として出鋼し、二次精錬が実施される。
【0003】
近年、不純物濃度を低下した高清浄度の溶鋼が求められてきている。この場合、溶銑の予備処理工程において、硫黄濃度やりん濃度を低減できた方が好ましい。このような背景から、脱りん効率を高めた脱りん方法が求められてきている。
【0004】
これまでに、脱りん効率を高めた脱りん方法が提案されている。具体的に、特開2010-138443号公報(特許文献1)、特開2017-171975号公報(特許文献2)、及び、国際公開第2018/135351号(特許文献3)は、脱りん効率を高めた脱りん方法を提案する。
【0005】
特許文献1に開示される脱りん方法は、反応容器に収容された溶銑に、酸素源、CaO系脱りん剤、及び、非酸化物系珪素化合物及び/又は炭素を含有する物質を添加して、溶銑に脱りん処理を実施する。この脱りん方法によれば、溶銑の熱余裕度を高められ、さらに、効率良く脱りん処理が実施できる、と特許文献1には開示されている。
【0006】
特許文献2に開示される脱りん方法は、CaOとFe
2
O
3
とを主成分とし、SiO
2
濃度が2~10質量%、及び、(SiO
2
質量%)/(CaO質量%)比が0.05~0.3を満たし、残部が不可避不純物であるカルシウムフェライトからなる脱りん剤を使用する。この脱りん方法によれば、短時間の吹錬であっても、効率的に低りん鋼を溶製できる、と特許文献2には開示されている。
【0007】
特許文献3に開示される脱りん方法は、脱りん剤を溶銑に添加して実施する。当該脱りん剤は、細孔径が0.1~2.0μmの全細孔容積の和が0.1mL/g以上であって、R-CO
2
が1質量%以上の石灰系脱りん剤を含む。この脱りん方法によれば、脱りん効率を向上できる、と特許文献3には開示されている。
【先行技術文献】
【特許文献】
【0008】
特開2010-138443号公報
特開2017-171975号公報
国際公開第2018/135351号
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1~3は、いずれも脱りん効率を高めた脱りん方法を提案する。一方、特許文献1~3に開示される技術以外の技術によって、脱りん効率を高めてもよい。
【0010】
本開示の目的は、優れた脱りん効率を有する脱りん方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
鋼部品
2日前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
機械構造用部品
3日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
鋼の連続鋳造方法
2日前
日本製鉄株式会社
LF装置の操業方法
15日前
日本製鉄株式会社
車両用フロントピラー
16日前
日本製鉄株式会社
車両用センターピラー
16日前
日本製鉄株式会社
腐食モニタリング装置
29日前
日本製鉄株式会社
仮設橋による施工方法
2日前
日本製鉄株式会社
分析装置および分析方法
23日前
日本製鉄株式会社
分離システム及び分離方法
29日前
日本製鉄株式会社
コークスの粉化量予測方法
24日前
日本製鉄株式会社
分離システム及び分離方法
29日前
日本製鉄株式会社
内張補助装置及び施工方法
2日前
日本製鉄株式会社
成形体の曲げ性の評価方法
15日前
日本製鉄株式会社
電気炉による溶鋼の製造方法
29日前
日本製鉄株式会社
鋼の連続鋳造鋳片の製造方法
29日前
日本製鉄株式会社
鋼の連続鋳造鋳片の冷却方法
29日前
日本製鉄株式会社
欠陥検査装置及び欠陥検査方法
15日前
日本製鉄株式会社
オーステナイト系ステンレス鋼材
18日前
日本製鉄株式会社
不活性ガスの遡上を抑制する方法
10日前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
15日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
試験体分析装置及び試験体分析方法
1か月前
日本製鉄株式会社
スラグ排滓装置及びスラグ排滓方法
15日前
日本製鉄株式会社
試験体分析装置及び試験体分析方法
1か月前
日本製鉄株式会社
超音波探傷装置及び超音波探傷方法
15日前
日本製鉄株式会社
溶接鋼管、及び、溶接鋼管の製造方法
17日前
日本製鉄株式会社
浸炭鋼部品の製造方法及び浸炭鋼部品
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ