TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089127
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023204145
出願日
2023-12-01
発明の名称
溶接継手
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250605BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】本発明は、新規な構成により、溶接部の電着塗装性及び化成処理性に優れた溶接継手を提供するものである。
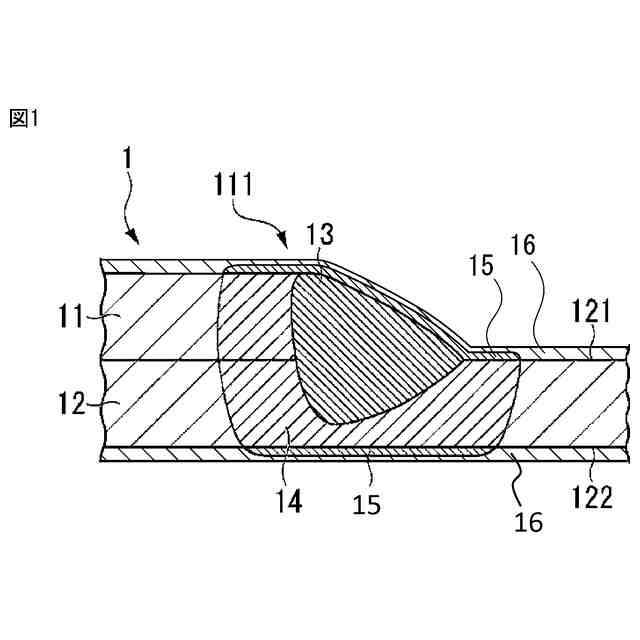
【解決手段】本発明の溶接継手(1)は、鋼材と、溶接金属(13)と、熱影響部(14)と、該熱影響部(14)の表面に形成されたスケール(15)と、該スケール(15)の表面に形成された0.3~5.0μmの厚さを有する化成皮膜(16)とを備え、上記鋼材の化学組成が、C、Si、Mn、Al、Ti、Cr並びに鉄及び不純物をそれぞれ所定の質量%で含み、上記鋼材のビッカース硬さが250HV以上であり、上記化成皮膜(16)におけるフォスフォフィライトとホパイトのX線回折強度の比率として表されるP比が70.0%以上であり、上記鋼材の化学組成指数:A
C
と、上記化成皮膜(16)のP比:P
R
と、上記スケール(15)のヘマタイト比率:S
R
とが、式(1);A
C
×P
R
/S
R
≧10.0を満たすことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
鋼材と、溶接金属と、熱影響部とを備えた溶接継手であって、
前記溶接継手が、前記熱影響部の表面に形成されたスケールと、前記スケールの表面に形成された0.3~5.0μmの厚さを有する化成皮膜とを更に備え、
前記鋼材の化学組成が、質量%で、
C :0.03~0.30%、
Si:0.01~1.10%、
Mn:0.30~3.50%、
Al:0.01~0.35%、
Ti:0.01~0.30%、
Cr:0.02~2.00%、
B :0~0.0040%、
Nb:0~0.050%、
Mo:0~0.250%、
V :0~0.250%、
Ni:0~0.250%、並びに
残部:Fe及び不純物であり、
前記鋼材のビッカース硬さが250HV以上であり、
前記化成皮膜におけるフォスフォフィライトとホパイトのX線回折強度の比率として表されるP比:P
R
が70.0%以上であり、
前記鋼材の化学組成指数:A
C
と、前記化成皮膜のP比:P
R
と、前記スケールのヘマタイト比率:S
R
とが、下記の式(1)を満たすことを特徴とする、溶接継手。
A
C
×P
R
/S
R
≧10.0 ・・・(1)
ただし、式(1)において、A
C
、P
R
及びS
R
は、それぞれ以下の式(i)~式(iii)から求められる値である。
A
C
=(2.5[Ti]+5[Mn]+2[Al]+6[Cr])-(10[Si]/[Mn]+6[C]+15[S]+15[P]) ・・・(i)
式(i)において、[Ti]、[Mn]、[Al]、[Cr]、[Si]、[C]、[S]及び[P]は、それぞれ前記鋼材に含まれるTi、Mn、Al、Cr、Si、C、S及びPの質量%単位の含有量を表す。
P
R
(%)={P/(P+H)}×100 ・・・(ii)
式(ii)において、Pは前記化成皮膜に含まれるフォスフォフィライトのX線回折強度を表し、HはホパイトのX線回折強度を表す。
S
R
(%)={S
H
/(S
H
+S
M
+S
W
+S
I
)}×100 ・・・(iii)
式(iii)において、S
H
は、前記スケールに含まれるヘマタイトのX線回折強度を表し、S
M
は前記スケールに含まれるマグネタイトのX線回折強度を表し、S
W
は、前記スケールに含まれるウスタイトのX線回折強度を表し、S
I
は鉄素地のX線回折強度を表す。
続きを表示(約 170 文字)
【請求項2】
前記溶接金属の表面に付着したスラグと、前記溶接金属及び前記スラグの表面に形成された電着塗膜と、前記電着塗膜の表面に形成された後塗装膜と、を有することを特徴とする、請求項1に記載の溶接継手。
【請求項3】
前記鋼材の前記ビッカース硬さが300HV以上であることを特徴とする、請求項1または2に記載の溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接継手に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
気候変動問題が社会的重要課題と位置付けられる中、自動車産業では車体の軽量化による燃費や電費の改善が求められている。鉄鋼材料の観点では、使用される鋼板を高強度化及び薄肉化することで、従来の車体より軽量化することが可能である。
【0003】
一方で、車体の軽量化は部材によって進捗が異なり、特にシャシー部材においては、ボディ部材に比べて鋼板の高強度化及び薄肉化が遅れる傾向にある。この傾向は、部材に求められる特性が関係しており、ボディ部材に比べてシャシー部材は、長期的な耐久性が求められる。
【0004】
シャシー部材の耐久性は、溶接部が原因で低下することが多く、耐久性の確保には溶接部の耐疲労性や耐食性の改善が必要となる。その中でも、溶接部の耐食性は化成処理や電着塗装によって防錆能を担保しており、化成処理性あるいは電着塗装性が劣位になると耐食性が著しく低下する。
【0005】
シャシー部材における耐食性の確保は、防錆能が高い電着塗膜を付与することが一般的であり、溶接部の電着塗装性が課題となる。溶接部の電着塗装性、すなわち溶接部の耐食性が低下する主な要因としては、次の2点が挙げられる。
【0006】
(1)溶接部表側では、シールドガス中の酸化性ガスと溶融金属中の易酸化元素とが反応して、非導電性の溶接スラグを生成することで、電着塗膜の形成不良を招く。この溶接部表側における問題に対しては、溶接部表側のスラグを溶接後の後処理(例えば、ショットブラスト等)で除去する手法、あるいは、スラグに導電性を発現させる溶接プロセス又は溶接材料を採用する手法が、スラグによる電着塗膜の形成不良を低減する上で有効であることが知られている。
【0007】
(2)一方、溶接部裏側では、熱影響部(Heat Affected Zone、以下、「HAZ」と称することがある。)にスケールが生成することで、電着塗膜の密着性が低下し、結果的に溶接部の耐食性が低下する。なお、スケールは、溶接時の入熱で加熱された鋼板表面が大気中の酸素と反応して生成される鉄系酸化被膜である。さらに、溶接部裏側は、閉断面構造の内部に位置することが多く、後処理による耐食性の改善が難しいため、後処理以外の方法による対策が望まれる。この溶接部裏側における問題に対しては、密着性向上に有効な酸化物を地鉄とスケールの界面に生成させることが、良好な耐食性を発揮する上で有効であることが知られている。
【0008】
このような溶接部の電着塗装性に関して、例えば、特許文献1には、第1の鋼板と、第2の鋼板と、溶接金属と、HAZと、該HAZに生成したスケールと、を備えた溶接継手であって、第1の鋼板のSi含有量が0~0.20質量%であり、第2の鋼板のSi含有量が0.20~1.20質量%であり、溶接金属に付着したスラグの面積の割合が9%以下であり、溶接金属の溶け込み深さが、第2の鋼板の板厚に対し15%以上85%以下であり、第2の鋼板の第2面にHAZから検出されるファイアライトを更に備える、溶接継手が開示されている。
この特許文献1に開示された溶接継手によれば、電着塗装不良を抑制し、かつスケール密着性を高めることができる、とされている。
【先行技術文献】
【特許文献】
【0009】
特開2023-66749号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、シャシー部材などに用いられる溶接継手は、鋼板の高強度化(具体的には、引張強さが780MPa以上又はビッカース硬さが250HV以上となる高強度化)が進むにつれて、スラグの基となる易酸化元素が増加し、溶接部の電着塗装性が低下する傾向にある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
角形鋼管
23日前
日本製鉄株式会社
脱りん方法
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
圧延H形鋼
23日前
日本製鉄株式会社
柱梁接合部
22日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
転炉吹錬方法
24日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
24日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
ステンレス鋼材
2日前
日本製鉄株式会社
パネル用支持具
22日前
日本製鉄株式会社
パネル用支持具
22日前
日本製鉄株式会社
鋼管用ねじ継手
22日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及びロープ
23日前
日本製鉄株式会社
鋼線及び撚り線
23日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
溶鉄の精錬方法
2か月前
日本製鉄株式会社
ステンレス鋼材
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ