TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025066551
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023176237
出願日
2023-10-11
発明の名称
捻回試験装置
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
G01N
3/26 20060101AFI20250416BHJP(測定;試験)
要約
【課題】棒状部材そのものの捻回特性を評価可能な捻回試験装置を提供する。
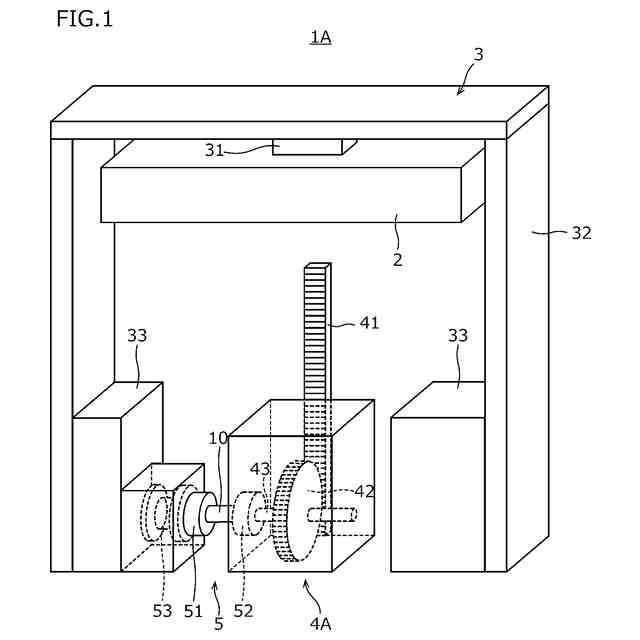
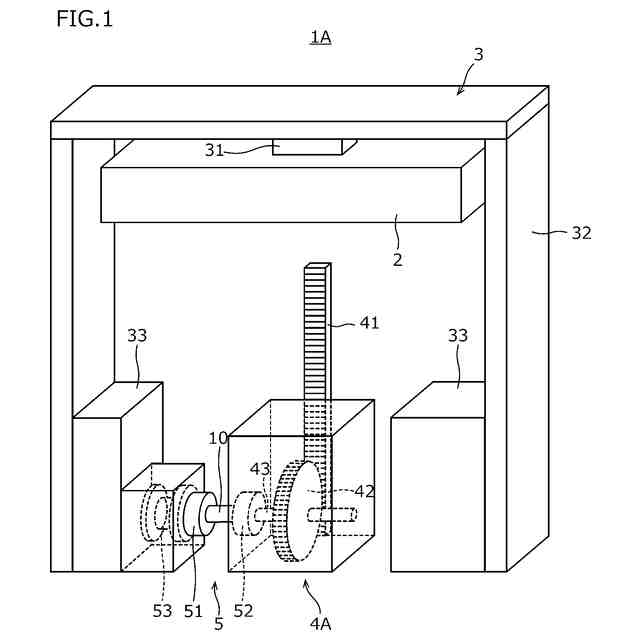
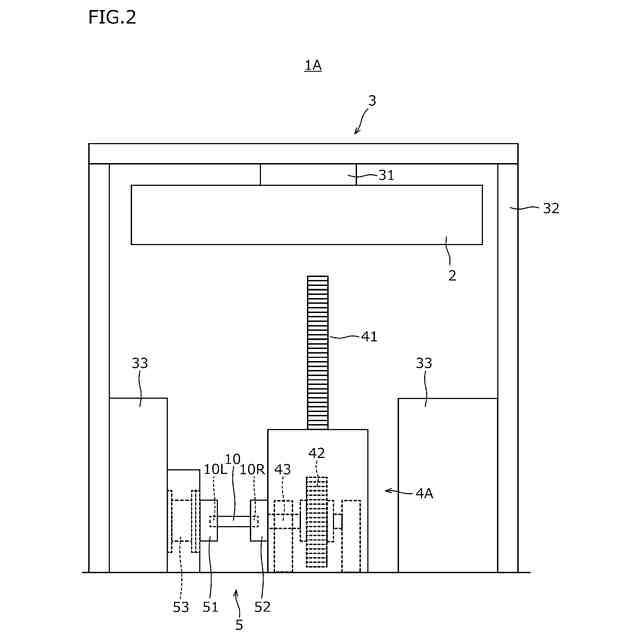
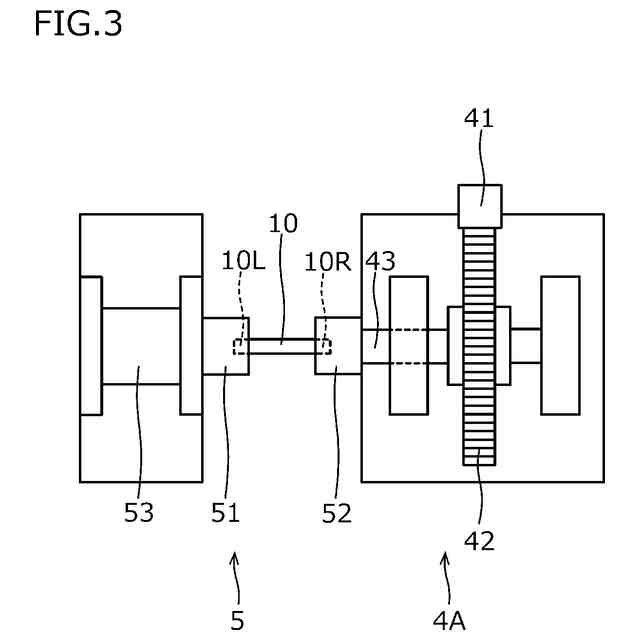
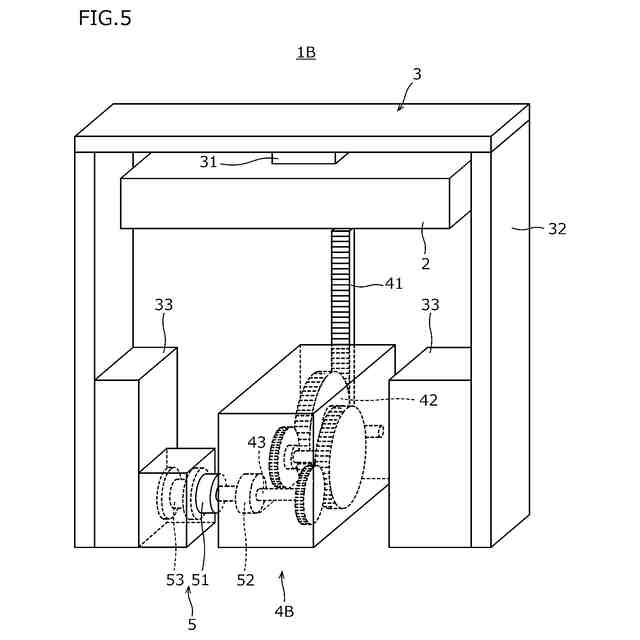
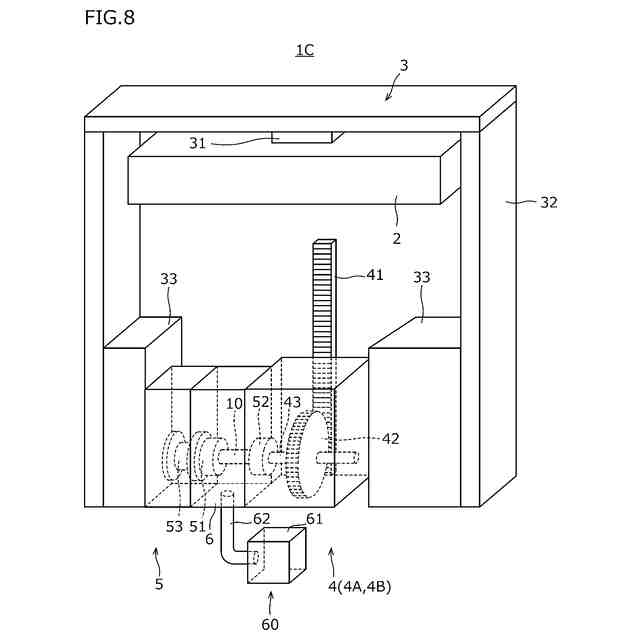
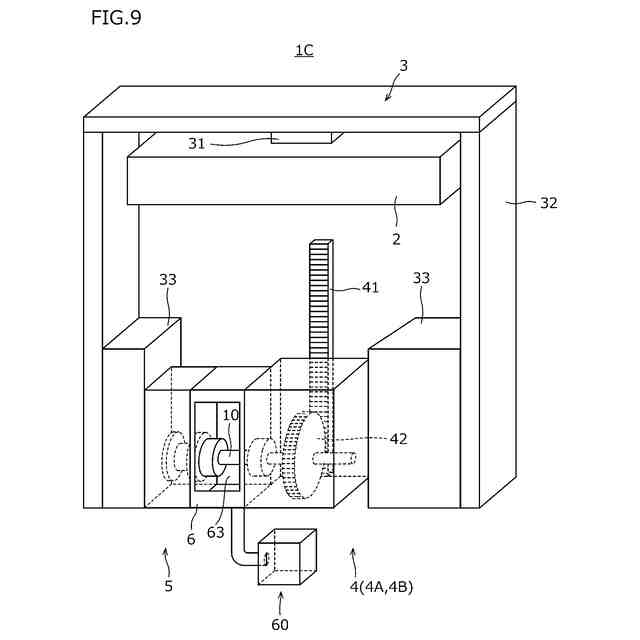
【解決手段】捻回試験装置1Aの錘体落下機構3は、錘体2を所定の高さで固定し、捻回試験時に錘体2を分離して鉛直方向に落下させる。運動変換機構4は、錘体2の落下時の鉛直方向の直線運動を、回転運動に変換する。捻回機構5は、棒状部材10の一端10Lを固定し、棒状部材10の他端10Rに運動変換機構4から出力された回転運動を伝達して、棒状部材10を捻回させる。捻回機構5は、固定把持部51と、回転把持部52とを含む。固定把持部51は、棒状部材10の一端10Lを把持可能であり、棒状部材10の一端10Lを固定する。回転把持部52は、棒状部材10の他端10Rを把持可能であり、運動変換機構4から出力された回転運動により、棒状部材10の他端10Rを把持しながら他端10Rを棒状部材10の周方向に回転する。
【選択図】図1
特許請求の範囲
【請求項1】
棒状部材を捻回させる捻回試験を実施する捻回試験装置であって、
錘体と、
前記錘体を所定の高さで固定し、前記捻回試験時に前記錘体を分離して鉛直方向に落下させる錘体落下機構と、
前記錘体の落下時の鉛直方向の直線運動を、回転運動に変換する運動変換機構と、
前記棒状部材の一端を固定し、前記棒状部材の他端に前記運動変換機構から出力された前記回転運動を伝達して前記棒状部材を捻回させる捻回機構とを備え、
前記捻回機構は、
前記一端を把持可能であり、前記一端を固定する固定把持部と、
前記他端を把持可能であり、前記運動変換機構から出力された前記回転運動により、前記他端を把持しながら、前記他端を前記棒状部材の周方向に回転する回転把持部とを含む、
捻回試験装置。
続きを表示(約 980 文字)
【請求項2】
請求項1に記載の捻回試験装置であって、
前記運動変換機構は、
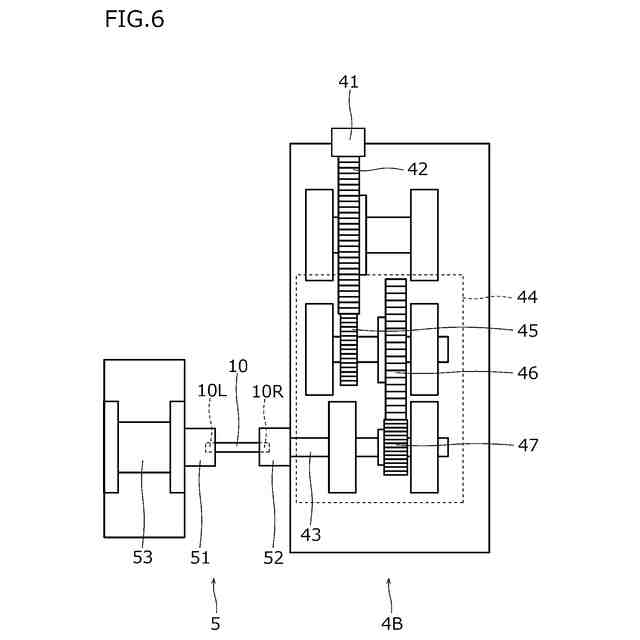
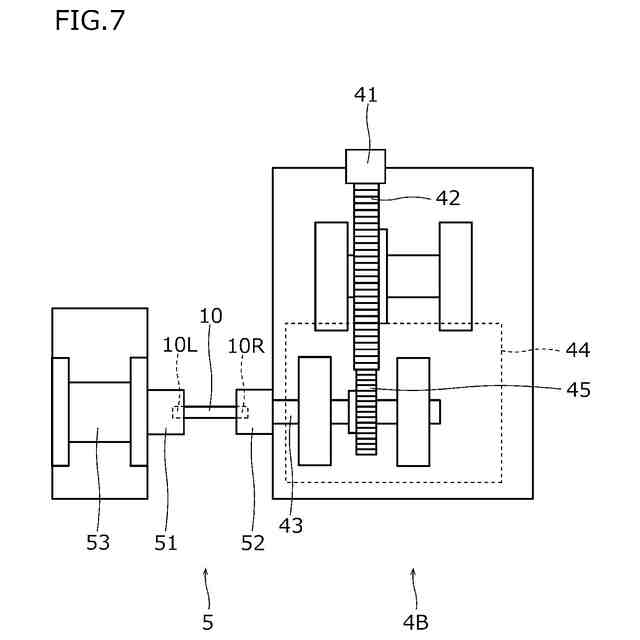
前記錘体の下方に配置され、鉛直方向に延びており、落下した前記錘体を受けて鉛直下方にスライド可能なラックバーと、
前記ラックバーと噛み合い、前記ラックバーの前記直線運動を前記回転運動に変換するピニオン歯車と、
前記回転運動を出力する出力軸とを含み、
前記回転把持部は前記出力軸に固定されている、
捻回試験装置。
【請求項3】
請求項2に記載の捻回試験装置であって、
前記運動変換機構はさらに、
前記ピニオン歯車と連結された1又は複数の従動歯車を含み、前記ピニオン歯車から出力された前記回転運動を増速する増速機構を備え、
前記出力軸は、前記増速機構から伝達された前記回転運動を出力する、
捻回試験装置。
【請求項4】
請求項1に記載の捻回試験装置であってさらに、
前記固定把持部に取り付けられ、前記捻回試験時に前記棒状部材に掛かるトルクを測定するトルク測定器を含む、
捻回試験装置。
【請求項5】
請求項1に記載の捻回試験装置であってさらに、
前記固定把持部及び前記回転把持部に把持された前記棒状部材と、熱媒体とを収納可能である恒温槽を、含む、
捻回試験装置。
【請求項6】
請求項5に記載の捻回試験装置であって、
前記恒温槽はさらに、
前記固定把持部及び前記回転把持部に把持された前記棒状部材の軸方向に延びる側面と対向して配置され、前記恒温槽の外部から前記棒状部材を視認可能な透明側壁部を含む、
捻回試験装置。
【請求項7】
請求項5に記載の捻回試験装置であって、
前記恒温槽はさらに、
温度センサを内部に含む温度計測用棒状部材を含む、
捻回試験装置。
【請求項8】
請求項1に記載の捻回試験装置であって、
前記錘体は磁性体であり、
前記錘体落下機構は、
前記錘体の上方に配置され、前記錘体の上面と接触して前記錘体を吸着、又は、接触している前記錘体を脱離する電磁石を含む、
捻回試験装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、捻回試験装置に関し、さらに詳しくは、棒状部材を捻回させる捻回試験装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車に装備されるシートベルトリトラクタは、衝突や急ブレーキといった衝撃により車体が急激に減速したとき、シートベルトにより乗員を拘束する。これにより、シートベルトリトラクタは、乗員が慣性により車体前方に飛び出すのを防ぎ、乗員を保護する。
【0003】
車体が急激に減速したとき、シートベルトに拘束された乗員の身体には、シートベルトから過大な荷重が加わる。そのため、シートベルトリトラクタは、乗員を拘束するだけでなく、乗員に加わる荷重を緩和する機構も備える。衝撃に伴う荷重を緩和する機構として、シートベルトリトラクタはトーションバーを含む。トーションバーは、棒状の金属材である。
【0004】
シートベルトを介して乗員に過大な荷重が作用したとき、シートベルトリトラクタに搭載されたトーションバー部品がねじれ変形する。その結果、シートベルトにより乗員を拘束する力が制限される。したがって、トーションバーの素材となる棒状部材では、優れた捻回特性が求められる。優れた捻回特性とは、鋼材が捻回したとき、破断するまでの捻回角が大きいことを意味する。
【0005】
トーションバーに代表される棒状部材の捻回特性を調査するために、捻回試験装置を用いた捻回試験が実施されている。例えば、特開2010-100114号公報(特許文献1)及び特開2010-149570号公報(特許文献2)では、次の捻回試験装置を用いて捻回試験を実施している。
【0006】
これらの文献の捻回試験装置は、トーションバーを組み込んだシートベルトリトラクタと、張力計と、高速引張試験機とを備える(特許文献1の図3、及び、特許文献2の図2参照)。シートベルトリトラクタを固定し、シートベルトリトラクタから引き出したシートベルトの先端部を、高速引張試験機に連結する。シートベルトリトラクタと高速引張試験機との間のシートベルトに張力計を設置する。高速引張試験機により、シートベルトを高速で水平方向に引っ張る。シートベルトのストローク量と、シートベルトに掛かる荷重とを求める。得られたストローク量と荷重とをグラフ化して、捻回特性を評価する。
【先行技術文献】
【特許文献】
【0007】
特開2010-100114号公報
特開2010-149570号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1及び特許文献2に開示された捻回試験装置では、トーションバーに相当する棒状部材は、シートベルトリトラクタに組み込まれている。そのため、捻回試験時に、捻回だけでなく、シートベルトリトラクタの構成に起因した曲げ応力等も棒状部材に負荷されてしまう場合がある。この場合、シートベルトリトラクタの構成に依存した結果となってしまい、棒状部材そのものの捻回特性が得られない場合がある。
【0009】
また、特許文献1及び特許文献2に開示された捻回試験装置では、捻回試験時に、シートベルトリトラクタの構成に起因したトルクも発生する。そのため、捻回試験時に測定されるトルクは、棒状部材が捻回するときに必要なトルク以外の影響も含まれる。したがって、特許文献1及び特許文献2に開示された捻回試験装置では、棒状部材が捻回するときに実際に必要なトルクを正確に把握できない。
【0010】
本開示の目的は、棒状部材そのものの捻回特性を評価可能な捻回試験装置を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
27日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
27日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
柱梁接合部
26日前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
脱りん方法
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
26日前
日本製鉄株式会社
パネル用支持具
26日前
日本製鉄株式会社
パネル用支持具
26日前
日本製鉄株式会社
溶鉄の製造方法
今日
日本製鉄株式会社
鋼線及び撚り線
27日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及びロープ
27日前
日本製鉄株式会社
ステンレス鋼材
7日前
日本製鉄株式会社
溶鉄の製造方法
今日
日本製鉄株式会社
ステンレス鋼材
6日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
溶鋼の製造方法
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































