TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073877
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023185016
出願日
2023-10-27
発明の名称
鋼の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C21C
7/00 20060101AFI20250502BHJP(鉄冶金)
要約
【課題】Sを比較的多く含む溶鋼においてもノズル閉塞の原因物質であるAl
2
O
3
系介在物及びCaSを共に低位に保って鋼を連続鋳造することができる、鋼の製造方法を提供する。
【解決手段】質量%で、S含有量が0.010~0.035%であり、Alが添加され、Ca処理された溶鋼をタンディッシュ80内に供給し、タンディッシュ内の溶鋼100をノズル82を介して鋳型90に供給して連続鋳造を行う工程を含み、タンディッシュ内から溶鋼を採取して固化させたサンプルの断面を観察した場合に、酸化物及びCaSを含み、かつ円相当径が1μm以上の介在物に含まれるCaO、SiO
2
、Al
2
O
3
、MgO及びCaSの質量%での合計含有量を100%としたときの換算で、CaSの含有量が15.0%以下である、鋼の製造方法。
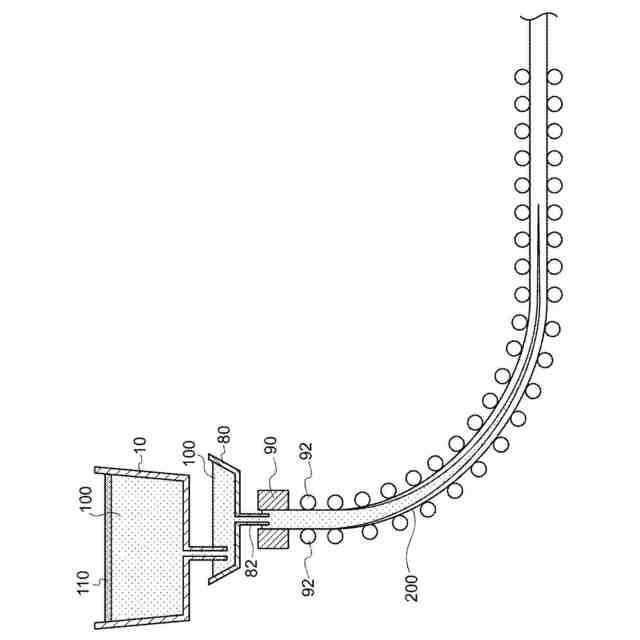
【選択図】図4
特許請求の範囲
【請求項1】
質量%で、S含有量が0.010~0.035%であり、Alが添加され、Ca処理された溶鋼をタンディッシュ内に供給し、前記タンディッシュ内の前記溶鋼をノズルを介して鋳型に供給して連続鋳造を行う工程を含み、
前記タンディッシュ内から前記溶鋼を採取して固化させたサンプルの断面を観察した場合に、酸化物及びCaSを含み、かつ円相当径が1μm以上の介在物に含まれるCaO、SiO
2
、Al
2
O
3
、MgO及びCaSの質量%での合計含有量を100%としたときの換算で、前記CaSの含有量が15.0%以下である、鋼の製造方法。
続きを表示(約 940 文字)
【請求項2】
前記連続鋳造を行う工程の前に、
転炉又は電気炉から出鋼した溶鋼を取鍋に収容して取鍋精錬処理を行う工程であって、前記取鍋精錬処理後のスラグ組成が、質量%で、CaO:35.0~70.0%、SiO
2
:0.0~10.0%、Al
2
O
3
:20.0~40.0%、MgO:5.0~20.0%であり、かつ前記Al
2
O
3
の含有量に対する前記CaOの含有量の比[CaO]/[Al
2
O
3
]が1.7~2.0であるように制御する取鍋精錬処理工程と、
前記取鍋精錬処理後の前記溶鋼をRH真空脱ガス装置によって精錬するRH真空脱ガス精錬処理を行う工程であって、前記RH真空脱ガス精錬処理時の真空槽内の圧力を5332.88Pa以下とするとともに還流状態を確保し、下記式(1)及び式(2)で定義される還流回数Nが下記式(3)の関係を満たす処理時間とするRH真空脱ガス工程と、
N=t
RH
/(W/Q) ・・・(1)
t
RH
:RH真空脱ガス精錬処理の処理時間(min)
W:溶鋼量(ton)
Q:還流量(ton/min)
Q=11.4G
RH
1/3
D
4/3
{ln(P
1
/P
0
)}
1/3
・・・(2)
G
RH
:還流ガス量(NL/min)
D:浸漬管内径(m)、
P
1
:ガス吹き込み点の圧力(Pa)
P
0
:真空槽内溶鋼表面圧力(Pa)
N≧8.3 ・・・(3)
前記RH真空脱ガス精錬処理後の前記溶鋼に対してCaを添加するCa処理を行う工程であって、前記Ca処理において添加するCa原単位を調整し、前記溶鋼中の全O含有量に対するCa含有量の比[Ca]/[T.O]を0.1~0.3に制御するCa処理工程と、
を含む、請求項1に記載の鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は 鋼の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
鋼を連続的に鋳造する場合、転炉等において大気圧下で脱炭した一次精錬後の溶鋼は、取鍋に出鋼され、脱酸処理及び合金添加等による成分調整(二次精錬)が施される。真空脱ガス装置で不純物ガス等が除去された後、取鍋内の溶鋼はタンディッシュに注がれて介在物がさらに取り除かれ、さらに、連続鋳造用の鋳型に注がれて鋳造される。
【0003】
例えば、ギア、ばね、シャフトなどの素材となる自動車用棒線鋼材を製造するに当たり、ブルーム又はビレットサイズの連続鋳造においてタンディッシュから鋳型に溶鋼を供給する浸漬ノズルは、内部に付着、成長した介在物により流路が閉塞されやすい。この閉塞物は鋳造中に脱落して製品欠陥となる恐れがあることから、ノズル閉塞の低減が重要である。ノズル閉塞は主として高融点のAl
2
O
3
系介在物の影響が大きいため、この介在物を低融点のCaO-Al
2
O
3
系介在物に改質してノズル閉塞を抑制する「Ca処理」という手法が一般的に用いられる。
【0004】
例えば、特許文献1には、Alキルド鋼の耐疲労性を損うことなく被削性および冷間圧延性を向上することができる溶鋼のCa処理方法として、溶鋼をCa処理するに当たり、測定された[O]
T
を考慮しつつ下記(1)、(2)、(3)式を満足する様にCa添加量を制御する溶鋼のCa処理方法が開示されている。
0.50≦[Ca]/[O]
T
≦1.00 (1)
[Ca]≦40 (2)
[O]
T
≦40 (3)
但し[Ca]:溶鋼中のカルシウム濃度(ppm)
[O]
T
:溶鋼中の全酸素濃度(ppm)
【先行技術文献】
【特許文献】
【0005】
特開平3-79713号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
自動車用棒線鋼材に代表される被削性のためにSを添加したS添加鋼は、改質目的で投入したCaと溶鋼中のSが反応して高融点のCaSを生成し、やはりノズル閉塞の原因となる。
【0007】
本開示は、Sを比較的多く含む溶鋼においてもノズル閉塞の原因物質であるAl
2
O
3
系介在物及びCaSを共に低位に保って鋼を連続鋳造することができる、鋼の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段には、以下の態様が含まれる。
<1> 質量%で、S含有量が0.010~0.035%であり、Alが添加され、Ca処理された溶鋼をタンディッシュ内に供給し、前記タンディッシュ内の前記溶鋼をノズルを介して鋳型に供給して連続鋳造を行う工程を含み、
前記タンディッシュ内から前記溶鋼を採取して固化させたサンプルの断面を観察した場合に、酸化物及びCaSを含み、かつ円相当径が1μm以上の介在物に含まれるCaO、SiO
2
、Al
2
O
3
、MgO及びCaSの質量%での合計含有量を100%としたときの換算で、前記CaSの含有量が15.0%以下である、鋼の製造方法。
<2> 前記連続鋳造を行う工程の前に、
転炉又は電気炉から出鋼した溶鋼を取鍋に収容して取鍋精錬処理を行う工程であって、前記取鍋精錬処理後のスラグ組成が、質量%で、CaO:35.0~70.0%、SiO
2
:0.0~10.0%、Al
2
O
3
:20.0~40.0%、MgO:5.0~20.0%であり、かつ前記Al
2
O
3
の含有量に対する前記CaOの含有量の比[CaO]/[Al
2
O
3
]が1.7~2.0であるように制御する取鍋精錬処理工程と、
前記取鍋精錬処理後の前記溶鋼をRH真空脱ガス装置によって精錬するRH真空脱ガス精錬処理を行う工程であって、前記RH真空脱ガス精錬処理時の真空槽内の圧力を5332.88Pa以下とするとともに還流状態を確保し、下記式(1)及び式(2)で定義される還流回数Nが下記式(3)の関係を満たす処理時間とするRH真空脱ガス工程と、
N=t
RH
/(W/Q) ・・・(1)
t
RH
:RH真空脱ガス精錬処理の処理時間(min)
W:溶鋼量(ton)
Q:還流量(ton/min)
Q=11.4G
RH
1/3
D
4/3
{ln(P
1
/P
0
)}
1/3
・・・(2)
G
RH
:還流ガス量(NL/min)
D:浸漬管内径(m)、
P
1
:ガス吹き込み点の圧力(Pa)
P
0
:真空槽内溶鋼表面圧力(Pa)
N≧8.3 ・・・(3)
前記RH真空脱ガス精錬処理後の前記溶鋼に対してCaを添加するCa処理を行う工程であって、前記Ca処理において添加するCa原単位を調整し、前記溶鋼中の全O含有量に対するCa含有量の比[Ca]/[T.O]を0.1~0.3に制御するCa処理工程と、
を含む、<1>に記載の鋼の製造方法。
【発明の効果】
【0009】
本開示によれば、Sを比較的多く含む溶鋼においてもノズル閉塞の原因物質であるAl
2
O
3
系介在物及びCaSを共に低位に保って鋼を連続鋳造することができる鋼の製造方法が提供される。
【図面の簡単な説明】
【0010】
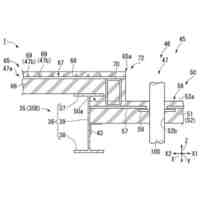
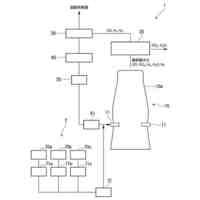
取鍋精錬処理を行う設備の概略構成の一例を示す図である。
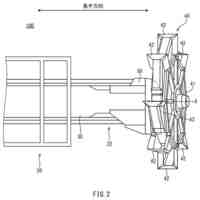
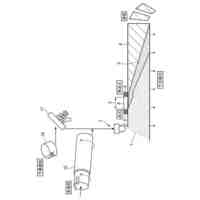
RH真空脱ガス装置を用いてRH真空脱ガス精錬処理を行う設備の概略構成の一例を示す図である。
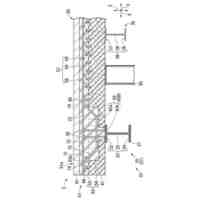
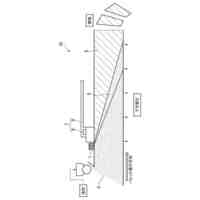
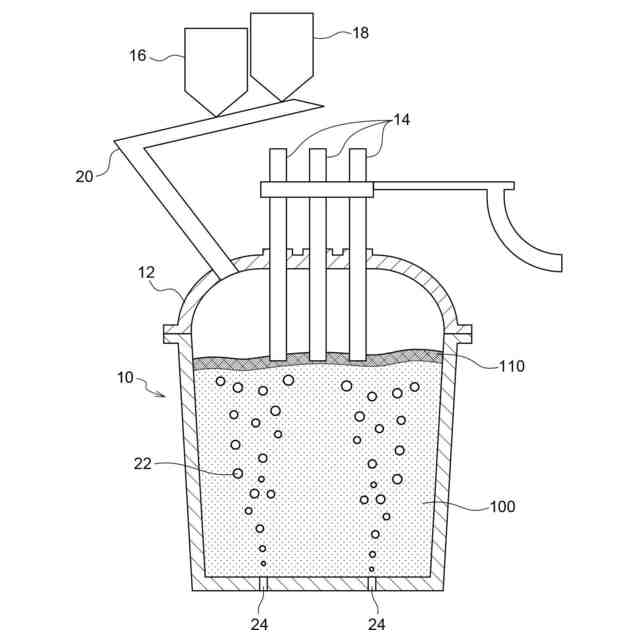
Ca処理を行う設備の概略構成の一例を示す図である。
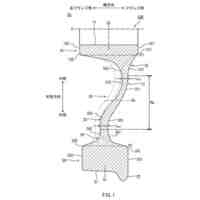
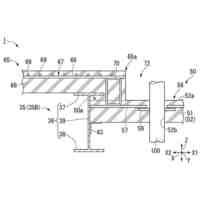
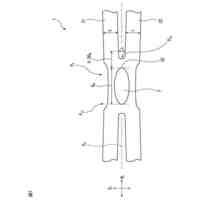
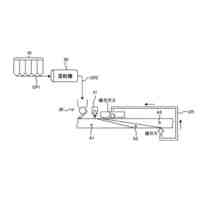
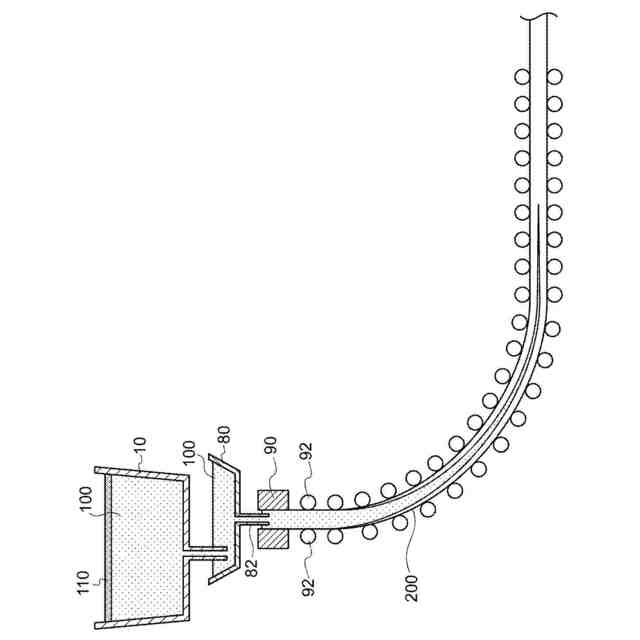
連続鋳造を行う設備の概略構成の一例を示す図である。
タンディッシュ(TD)内の溶鋼における[Ca]/[T.O]と介在物中のCaS濃度との関係を示す図である。
タンディッシュ(TD)内の溶鋼における[Ca]/[T.O]と詰まり係数差TKSとの関係を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
剪断機
3日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
床構造
3日前
日本製鉄株式会社
床構造
3日前
日本製鉄株式会社
ボルト
3日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
13日前
日本製鉄株式会社
管理装置
24日前
日本製鉄株式会社
耐火構造物
15日前
日本製鉄株式会社
耐火構造物
15日前
日本製鉄株式会社
リクレーマ
24日前
日本製鉄株式会社
耐火構造物
15日前
日本製鉄株式会社
高Ni合金板
24日前
日本製鉄株式会社
転炉精錬方法
13日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高炉の冷却構造
27日前
日本製鉄株式会社
高炉の操業方法
23日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
21日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
スポット溶接継手
21日前
日本製鉄株式会社
合成梁及び床構造
13日前
日本製鉄株式会社
焼結鉱の製造方法
13日前
日本製鉄株式会社
合成梁及び床構造
13日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ