TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025107455
公報種別
公開特許公報(A)
公開日
2025-07-17
出願番号
2025080951,2023532015
出願日
2025-05-14,2022-06-29
発明の名称
接合構造
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16B
5/04 20060101AFI20250710BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】基材に接合しようとする対象材の板厚に応じて好ましい接合強度が確保できる接合構造を提供する。
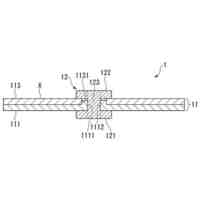
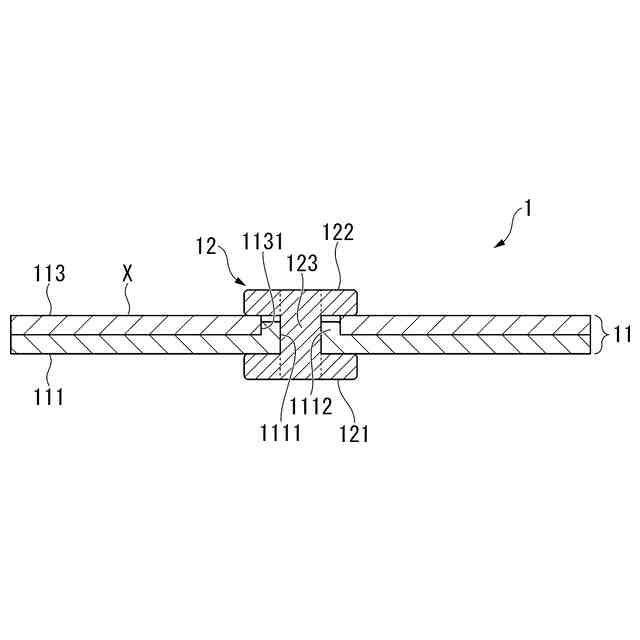
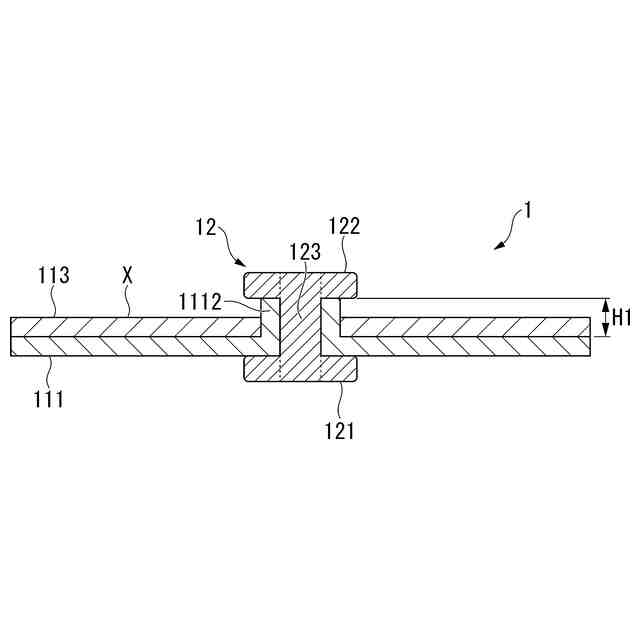
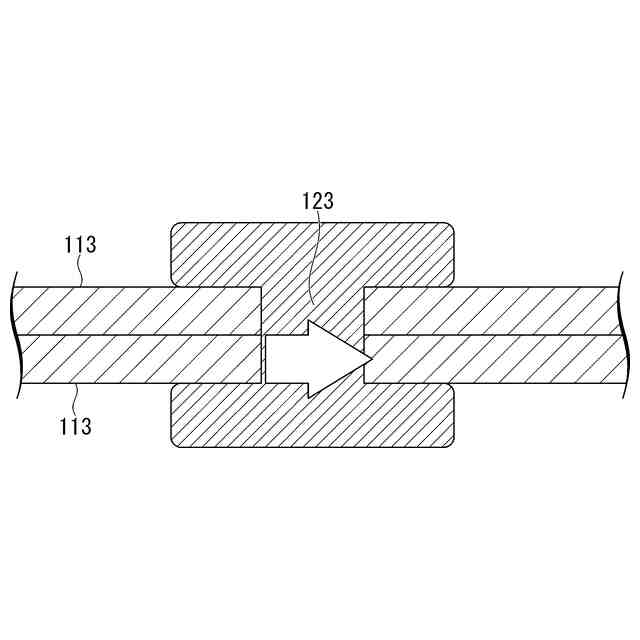
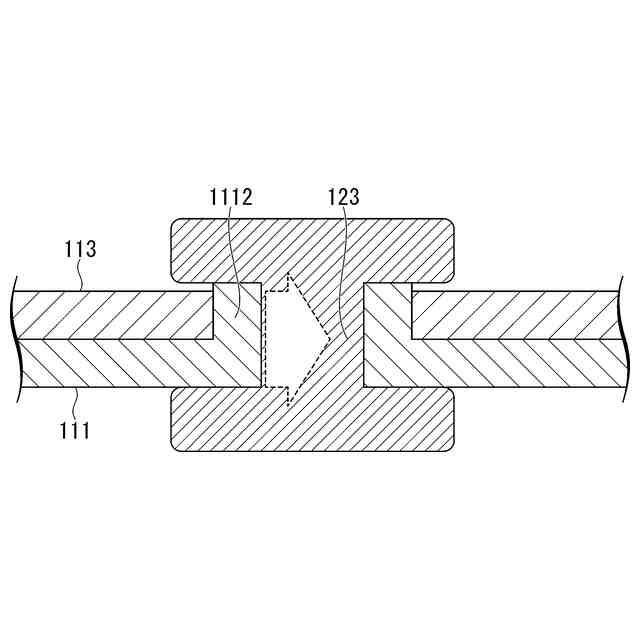
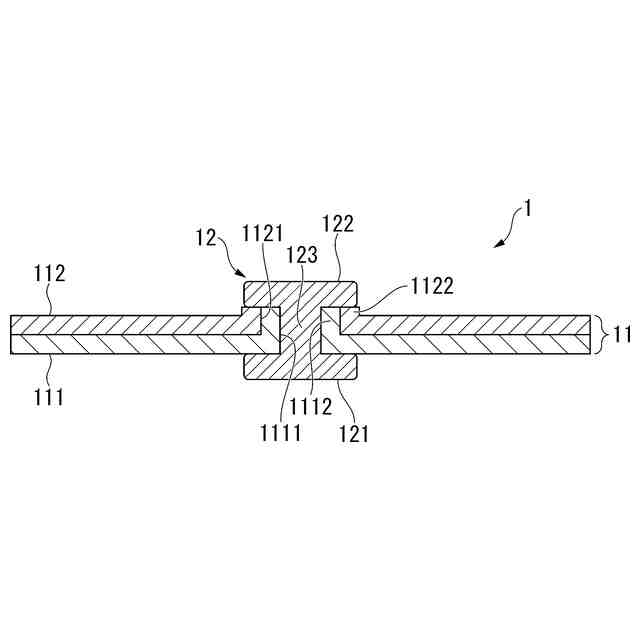
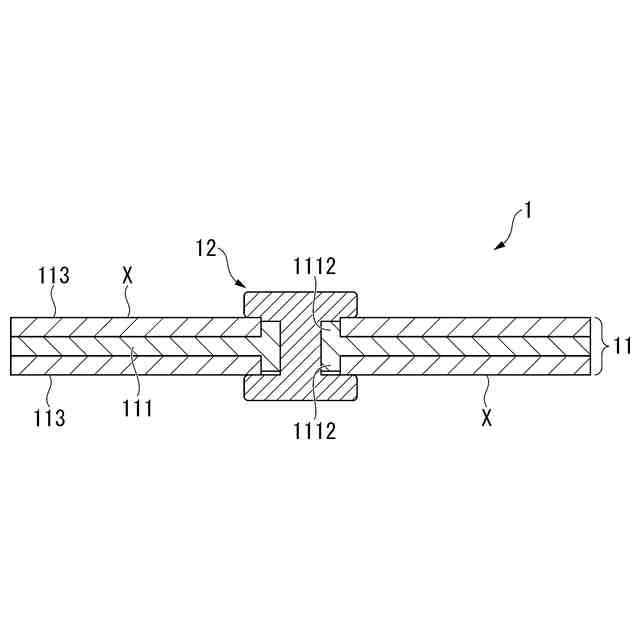
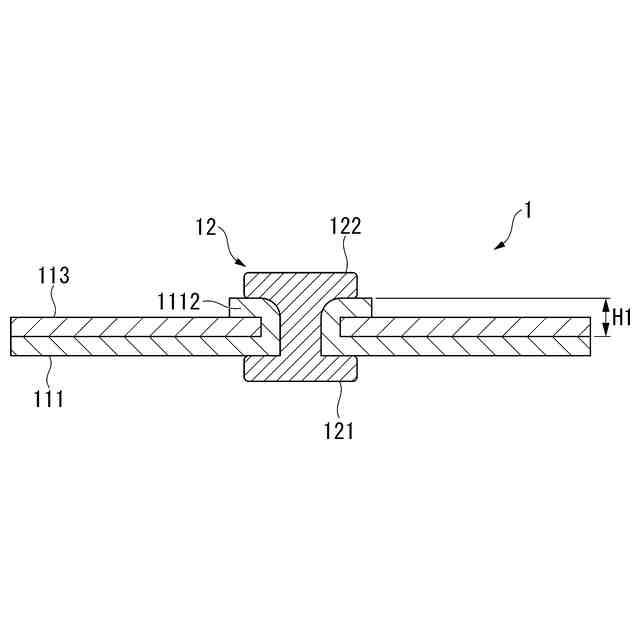
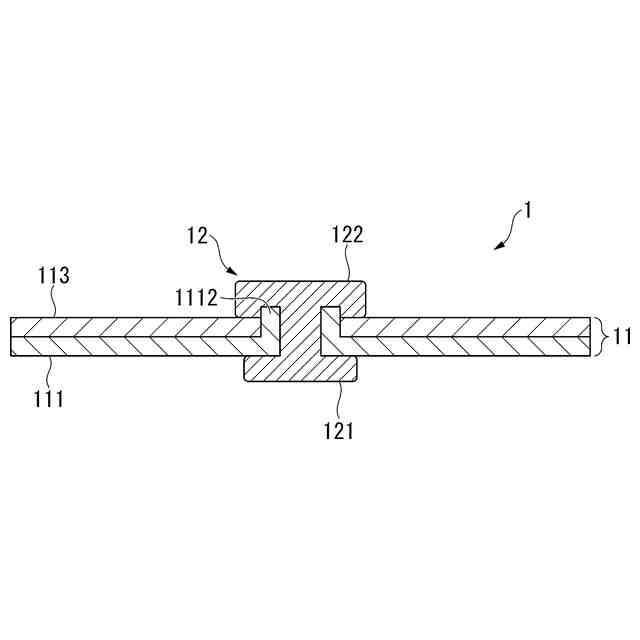
【解決手段】本発明の一態様に係る接合構造は、筒状の第1の立ち上がり部が形成された第1の金属板と、第1の立ち上がり部が挿通された通し穴が形成され、第1の金属板に対して接合される、1枚以上の対象材と、第1の立ち上がり部に挿通され、重ね合わせられた第1の金属板及び対象材を接合する接合部材と、を備えた接合構造であって、接合部材は、第1の立ち上がり部の内部に挿通された軸部を有し、第1の金属板の枚数は1であり、接合部材が、軸部の両端に設けられ、軸部の径外方向に向けて突出する一対の突出部を有し、これにより第1の金属板及び対象材を接合し、接合部材がリベットであり、第1の立ち上がり部が、対象材の第1面から突出しており、第1の立ち上がり部の角度が45°以上90°未満である。
【選択図】なし
特許請求の範囲
【請求項1】
筒状の第1の立ち上がり部が形成された第1の金属板と、
前記第1の立ち上がり部が挿通された通し穴が形成され、前記第1の金属板に対して接合される、1枚以上の対象材と、
前記第1の立ち上がり部に挿通され、重ね合わせられた前記第1の金属板及び前記対象材を接合する接合部材と、
を備えた接合構造であって、
前記接合部材は、前記第1の立ち上がり部の内部に挿通された軸部を有し、
前記対象材の両面のうち前記第1の金属板に対向する面と反対側の面である第1面と、前記第1の立ち上がり部の先端部とが、前記第1の立ち上がり部の軸心方向で異なる位置となり、
前記第1の金属板の枚数は1であり、
前記接合部材が、前記軸部の両端に設けられ、前記軸部の径外方向に向けて突出する一対の突出部を有し、これにより前記第1の金属板及び前記対象材を接合し、
前記接合部材がリベットであり、
前記第1の立ち上がり部の角度が前記第1の金属板に対して45°以上90°未満であるの角度をなしている
接合構造。
続きを表示(約 1,100 文字)
【請求項2】
前記接合部材が、前記軸部の両端に設けられ、前記軸部の径外方向に向けて突出する一対の突出部を有し、これにより前記第1の金属板及び前記対象材を接合する
ことを特徴とする請求項1に記載の接合構造。
【請求項3】
前記対象材のうち1枚以上が、第2の立ち上がり部を有する第2の金属板であり、
前記第2の立ち上がり部は、前記第2の金属板に設けられた前記通し穴である第2の通し穴の縁部から立ち上がる筒状の領域であり、
前記第2の立ち上がり部と前記軸部との間に、前記第1の立ち上がり部が挿入されている
ことを特徴とする請求項1又は2に記載の接合構造。
【請求項4】
前記第2の立ち上がり部が、前記第2の金属板を曲げ成形して得られたものであり、
前記第1の立ち上がり部と、前記第2の立ち上がり部とが、同じ向きに立ち上がっており、
前記第1の金属板に垂直な方向において、前記第1の立ち上がり部の前記先端部が、前記第2の立ち上がり部の先端部よりも、前記第1の金属板から離れている
ことを特徴とする請求項3に記載の接合構造。
【請求項5】
立ち上がり部が、前記第1の金属板のみに設けられていることを特徴とする請求項1又は2に記載の接合構造。
【請求項6】
前記第1の立ち上がり部の内部の空間が、前記第1の立ち上がり部の基部から頂部に向けて細くなる曲面形状を有し、
前記第1の立ち上がり部の基部側に配されている、前記接合部材の前記突出部が、前記第1の立ち上がり部の内面に沿った曲面形状を有する
ことを特徴とする請求項2に記載の接合構造。
【請求項7】
前記第1の立ち上がり部が、前記接合部材を構成する板組の表面から突出し、且つ、前記板組の前記表面に沿うように押し広げられた形状を有し、
前記第1の立ち上がり部と接する、前記接合部材の前記突出部は、前記第1の立ち上がり部を介して前記板組を固定する
ことを特徴とする請求項2に記載の接合構造。
【請求項8】
前記第1の立ち上がり部が、前記対象材の前記第1面から突出している
ことを特徴とする請求項1に記載の接合構造。
【請求項9】
前記対象材の前記第1面の側に配されている、前記接合部材の突出部が、前記対象材の前記第1面から突出した前記第1の立ち上がり部を覆うことを特徴とする請求項8に記載の接合構造。
【請求項10】
前記対象材の前記第1面の側に配されている、前記接合部材の突出部が、前記対象材の前記第1面に接していることを特徴とする請求項9に記載の接合構造。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、バーリング部が形成された基材と接合対象の対象材とが接合部材で接合された接合構造に関する。
本願は、2021年6月29日に、日本に出願された特願2021-107689号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
自動車の軽量化、及び衝突安全性の向上を目的として、高強度鋼板の適用が進められている。しかしながら、高強度鋼板から構成されるスポット溶接継手には、母材鋼板の引張強さが大きくなると接合強度が低下するという課題がある。例えば、母材鋼板の引張強さが780MPaを超えると十字引張強さ(Cross Tension Strength、CTS)が低下するという課題がある。また、鋼板の引張強さが1500MPaを超えると、十字引張強さのみならず引張せん断強さ(Tensile Shear Strength、TSS)も低下する傾向にある。
【0003】
なお、十字引張強さとは、剥離方向応力に対する接合部の強度を意味する。剥離方向の応力とは、接合構造を構成する2枚以上の金属板を、板面に垂直且つ互いに離れる方向に引っ張ることにより、接合部に加えられる応力のことである。また、引張せん断強さとは、せん断応力に対する接合部の強度である。せん断応力とは、接合構造を構成する2枚の金属板を、板面に平行且つ互いに離れる方向に引っ張ることにより、接合部に加えられる応力のことである。十字引張強さ(CTS)はJIS Z 3137:1999に準拠して測定され、引張せん断強さ(TSS)はJIS Z 3136:1999に準拠して測定される。
【0004】
接合強度の低下は、炭素量が多い高強度鋼板に形成されたナゲットが脆化することにより生じる。高強度鋼板においては、種々の条件の熱処理を適用して金属組織を最適化することによって、靭性が確保されている。しかし、高強度鋼板をスポット溶接すると、ナゲット及びその周囲の熱影響部において金属組織が変化し、その結果、接合部の脆化が生じる。
【0005】
スポット溶接継手の強度が低下すると、非常に厳しい条件における衝突などにより部材が変形した時に溶接部の破断が生じる恐れがある。従って、たとえ鋼板の強度を向上させたとしても、部材全体としての耐荷重が不足する恐れがある。そこで、高強度鋼板から構成される継手の強度を向上させる接合方法が求められている。
【0006】
ところで板状部材を接合するための手段として、溶接のほかに、リベット等の接合部材を用いた機械的接合がある。機械的接合によって得られた接合構造に関し、例えば以下のような技術が開示されている。
【0007】
特許文献1には、薄板及びその被結合物に形成した結合穴に結合軸体を挿通し、結合軸体とそれと一体又は別体の固定部にて薄板と被結合物を緊締して薄板を被結合物に結合する薄板の結合構造であって、薄板に形成した結合穴の周囲に円筒鍔を連続して突設し、結合軸体又は固定部に円筒鍔の外周に嵌合する袋状部を設けたことを特徴とする薄板の結合構造が開示されている。
また、バーリング部が形成された基材と接合対象の対象材とが接合部材で接合された接合構造の従来例として、特許文献2には、互いに重ねられた薄板と厚板を、両者のそれぞれに設けた貫通穴に締結手段を通して結合する車両における板材の結合構造であって、上記薄板の貫通穴が、筒部を有するバーリング形状に形成されていることを特徴とする車両における板材の結合構造が開示されている。この接合構造は、基材のバーリング部を挿通させる挿通孔を対象材に形成しておき、その挿通孔にバーリング部を挿通させて対象材と基材とを積み重ねた状態でバーリング部の内周面に接触する外周面が形成された軸部を有する接合部材により基材に対して対象材を接合するものとされている。
【先行技術文献】
【特許文献】
【0008】
日本国特開2001-12421号公報
日本国特開2003-260964号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
継手の十字引張強さを向上させる手段の一つとして、本発明者らはリベット接合に着目した。リベット接合とは、金属板に通し穴を形成し、この通し穴に頭部と軸部とを有するリベットを挿通させ、リベットの軸部の先端を塑性変形させ、そしてリベットの頭部及び塑性変形部によって金属板をかしめる接合法である。本発明者らは、高強度鋼板をリベット接合することにより得られる継手(リベット接合継手)の十字引張強さが、スポット溶接継手のそれよりも、著しく高いことを知見した。鋼板を機械的に接合するリベット接合によれば、接合部の脆化が生じないので、高強度鋼板から構成される接合継手のCTSを高く保持可能であると考えられる。一方、本発明者らの実験によれば、リベット接合継手は引張せん断強さ(TSS)を向上させる働きを有しないことも明らかとなった。
【0010】
特許文献1の技術では、リベット接合におけるTSSの向上手段について検討されていない。特許文献1においては、薄板から成る部材を高い強度と剛性をもって結合できる薄板の結合構造を提供することが目的とされているが、結合軸体に加えられる応力の向きは特に検討されておらず、従ってTSSの向上に焦点を当てた検討はなされていない。また、TSSを向上させるための構成も、特許文献1には開示されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
角形鋼管
8日前
日本製鉄株式会社
直流電気炉
16日前
日本製鉄株式会社
柱梁接合部
7日前
日本製鉄株式会社
直流電気炉
16日前
日本製鉄株式会社
圧延H形鋼
8日前
日本製鉄株式会社
金属溶解方法
16日前
日本製鉄株式会社
転炉吹錬方法
9日前
日本製鉄株式会社
転炉吹錬方法
9日前
日本製鉄株式会社
直流電気溶解炉
16日前
日本製鉄株式会社
鋼線及び撚り線
8日前
日本製鉄株式会社
パネル用支持具
7日前
日本製鉄株式会社
パネル用支持具
7日前
日本製鉄株式会社
鋼管用ねじ継手
7日前
日本製鉄株式会社
高炉の操業方法
14日前
日本製鉄株式会社
鋼線及びロープ
8日前
日本製鉄株式会社
溶銑の予備処理方法
9日前
日本製鉄株式会社
ガス漏洩部の補修方法
15日前
日本製鉄株式会社
制御装置及び制御方法
17日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
1日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
14日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
16日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
8日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
7日前
日本製鉄株式会社
接合構造
今日
日本製鉄株式会社
試験片、試験片の作製方法、および疲労き裂進展試験方法
8日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
14日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
14日前
日本製鉄株式会社
プレス成形部品
2日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
9日前
日本製鉄株式会社
マルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスク
16日前
トーカロ株式会社
金属板搬送ロールの補修方法、及び補修済金属板搬送ロール
9日前
日本製鉄株式会社
金属材料探索方法、金属材料探索装置、金属材料探索システム及びコンピュータープログラム
7日前
日本製鉄株式会社
多角形筒型構造、および洋上風力発電設備向けの基礎構造物
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ