TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102282
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219629
出願日
2023-12-26
発明の名称
処理装置、処理方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
C10B
57/00 20060101AFI20250701BHJP(石油,ガスまたはコークス工業;一酸化炭素を含有する工業ガス;燃料;潤滑剤;でい炭)
要約
【課題】 非定常操業が開始した後のプロセス量の目標値を、非定常操業時の操業に見合う値に近づける。
【解決手段】 処理装置510は、非定常操業の途中で、当該タイミングよりも前に既に決定されている重み係数を変更し、変更後の重み係数を含む評価関数を用いて、非定常操業の途中のタイミング以降の目標プロセス量軌道を決定する。
【選択図】 図5A
特許請求の範囲
【請求項1】
製造プロセスにおける操業によって得られるプロセス量の目標値である目標プロセス量を決定する処理装置であって、
前記プロセス量に対する評価指標を含む複数の評価指標と、当該評価指標に対する重み係数と、を含む評価関数を用いて、非定常操業時における前記目標プロセス量の時間変化である目標プロセス量軌道を決定する目標プロセス量決定手段を備え、
前記目標プロセス量決定手段は、前記非定常操業の途中のタイミングにおいて、当該タイミングよりも前に既に決定されている前記重み係数を変更し、変更後の前記重み係数を用いて、当該タイミング以降における前記目標プロセス量軌道を決定する、処理装置。
続きを表示(約 1,100 文字)
【請求項2】
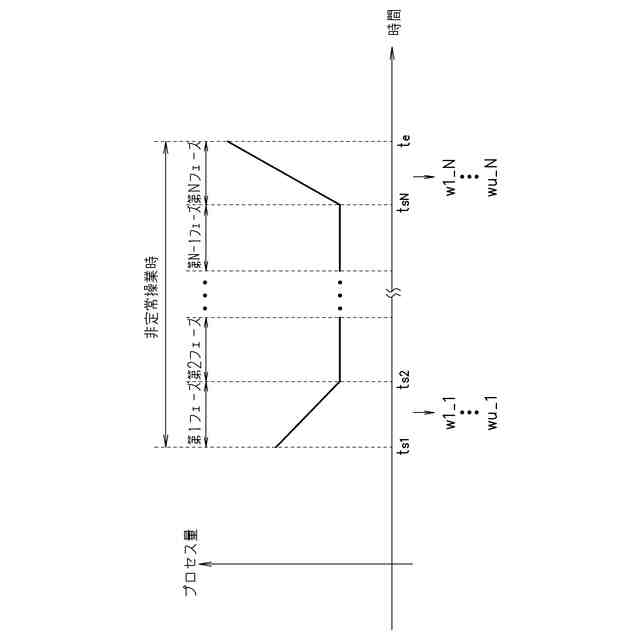
前記重み係数は、前記非定常操業の期間を分割した期間である複数のフェーズごとに決定されており、
前記目標プロセス量決定手段は、前記目標プロセス量軌道を決定するタイミングに対応する前記フェーズに対して決定された前記重み係数を用いて、前記目標プロセス量軌道を決定する、請求項1に記載の処理装置。
【請求項3】
前記目標プロセス量決定手段は、前記非定常操業が開始した後の前記プロセス量の時間変化の計算値または実績値に基づいて、前記目標プロセス量軌道を決定するタイミングに対応する前記フェーズを判定する、請求項2に記載の処理装置。
【請求項4】
前記非定常操業が開始した後の前記プロセス量の時間変化の計算値は、前記目標プロセス量決定手段により既に決定されている前記目標プロセス量軌道を含み、
前記目標プロセス量決定手段は、前記既に決定されている前記目標プロセス量軌道と、前記非定常操業が開始してからの経過時間と、に基づいて、前記目標プロセス量軌道を決定するタイミングに対応する前記フェーズを判定する、請求項3に記載の処理装置。
【請求項5】
前記目標プロセス量決定手段は、前記非定常操業時の前記製造プロセスの操業状況に基づいて、前記重み係数を変更するか否かを判定する、請求項1~4のいずれか1項に記載の処理装置。
【請求項6】
前記操業状況は、前記プロセス量の時間変化で表される、請求項5に記載の処理装置。
【請求項7】
前記目標プロセス量決定手段は、前記非定常操業が開始した後、前記重み係数を変更するか否かを周期的に判定し、前記重み係数を変更すると判定した場合に、前記重み係数を変更する、請求項1~4のいずれか1項に記載の処理装置。
【請求項8】
前記製造プロセスにおける製品または半製品の状態量の予測値を含む予測値を算出する予測値算出手段を、さらに備え、
前記目標プロセス量決定手段は、前記状態量の予測値と目標値との差に基づいて、前記重み係数を変更するか否かを判定し、前記重み係数を変更すると判定した場合に、前記重み係数を変更する、請求項1~4のいずれか1項に記載の処理装置。
【請求項9】
前記プロセス量は、前記製造プロセスの製造設備の状態量を含む、請求項1~4のいずれか1項に記載の処理装置。
【請求項10】
前記製造設備の状態量は、コークス炉における燃焼室の温度である炉温を含む、請求項9に記載の処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、処理方法、およびプログラムに関し、特に、製造プロセスの非定常操業の際に用いて好適なものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
製造プロセスにおける操業によって得られるプロセス量を目標値に近づける(好ましくは一致させる)ために、プロセス量の目標値を決定することが行われる。製造プロセスにおいては、設備のメンテナンス等のために非定常操業が行われることがある。非定常操業時においては、プロセス量の目標値として、定常操業時よりも長い期間に亘る(例えば非定常操業の期間全体に亘る)目標値が決定される。特許文献1、2には、非定常操業時のプロセス量の目標値を、プロセス量に対する評価指標を含む複数の評価指標と、当該評価指標に対する重み係数と、を含む評価関数を用いて算出することが開示されている。具体的に特許文献1、2には、目標炉温軌道(コークス炉の燃焼室の温度の目標値である目標炉温の時間変化)に対する評価指標として、燃焼室の温度の予測値と目標値(目標炉温軌道)との差を用いることが開示されている。また、特許文献1、2には、コークス温度の予測値と設定値との差と、投入熱量の積算値と、を評価指標として用いることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-39710号公報
特開2023-39669号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述したように非定常操業時においては、プロセス量の目標値として、定常操業時よりも長い期間に亘る目標値が決定される。したがって、非定常操業が進むにつれて、重要視する評価指標が変わる可能性がある。しかしながら、特許文献1、2に記載の技術では、非定常操業時における重み係数は固定である。したがって、非定常操業時に重み係数を変更して決定したプロセス量の目標値が、その後の操業に見合う値から乖離する虞がある。
【0005】
本発明は、以上のような問題点に鑑みてなされたものであり、非定常操業が開始した後のプロセス量の目標値を、非定常操業時の操業に見合う値に近づけることを目的とする。
【課題を解決するための手段】
【0006】
本発明の処理装置の第1の例は、製造プロセスにおける操業によって得られるプロセス量の目標値である目標プロセス量を決定する処理装置であって、前記プロセス量に対する評価指標を含む複数の評価指標と、当該評価指標に対する重み係数と、を含む評価関数を用いて、非定常操業時における前記目標プロセス量の時間変化である目標プロセス量軌道を決定する目標プロセス量決定手段を備え、前記目標プロセス量決定手段は、前記非定常操業の途中のタイミングにおいて、当該タイミングよりも前に既に決定されている前記重み係数を変更し、変更後の前記重み係数を用いて、当該タイミング以降における前記目標プロセス量軌道を決定する。
本発明の処理装置の第2の例は、製造プロセスにおける操業によって得られるプロセス量に対する評価指標を含む複数の評価指標に対する重み係数を決定する処理装置であって、非定常操業の途中のタイミングにおいて前記重み係数を決定する重み係数決定手段を備え、前記重み係数は、非定常操業時における前記プロセス量の目標値の時間変化である目標プロセス量軌道を決定するための評価関数に含まれる重み係数である。
【0007】
本発明の処理方法の第1の例は、製造プロセスにおける操業によって得られるプロセス量の目標値である目標プロセス量を決定する処理方法であって、前記プロセス量に対する評価指標を含む複数の評価指標と、当該評価指標に対する重み係数と、を含む評価関数を用いて、非定常操業時における前記目標プロセス量の時間変化である目標プロセス量軌道を決定する目標プロセス量決定工程を備え、前記目標プロセス量決定工程は、前記非定常操業の途中のタイミングにおいて、当該タイミングよりも前に既に決定されている前記重み係数を変更し、変更後の前記重み係数を用いて、当該タイミング以降における前記目標プロセス量軌道を決定する。
本発明の処理方法の第2の例は、製造プロセスにおける操業によって得られるプロセス量に対する評価指標を含む複数の評価指標に対する重み係数を決定する処理方法であって、非定常操業の途中のタイミングにおいて前記重み係数を決定する重み係数決定工程を備え、前記重み係数は、非定常操業時における前記プロセス量の目標値の時間変化である目標プロセス量軌道を決定するための評価関数に含まれる重み係数である。
【0008】
本発明のプログラムは、前記処理装置の手段としてコンピュータを機能させる。
【発明の効果】
【0009】
本発明によれば、非定常操業の途中のタイミングにおいて、プロセス量に対する評価指標を含む複数の評価指標と、当該評価指標に対する重み係数と、を含む評価関数を用いて、非定常操業の途中のタイミング以降の目標プロセス量軌道を決定する。その際、非定常操業の途中において、当該タイミングよりも前に既に決定されている重み係数を変更し、変更後の重み係数を含む評価関数を用いて、当該タイミング以降の目標プロセス量軌道を決定する。したがって、目標プロセス量軌道を決定するタイミングに応じて複数の評価指標間の重要度が変わる場合でも、当該変わった重要度に応じた重み係数を決定することが出来る。よって、非定常操業が開始した後のプロセス量の目標値を、非定常操業時の操業に見合う値に近づけることが出来る。
【図面の簡単な説明】
【0010】
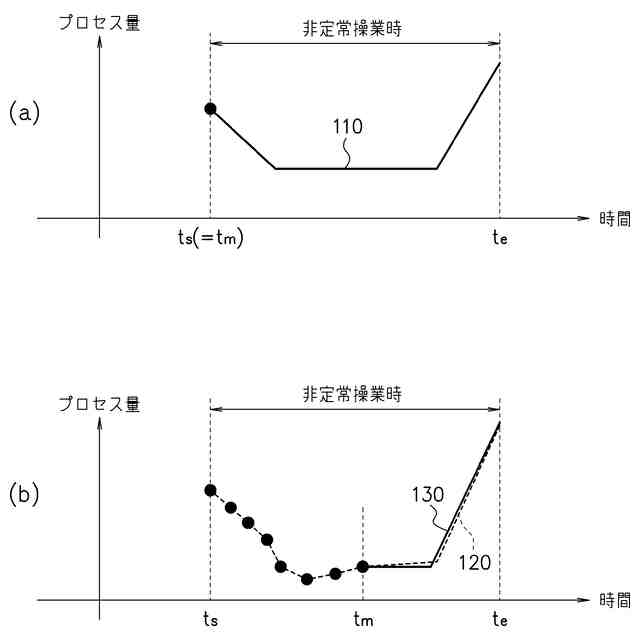
目標プロセス量軌道の一例を示す図である。
フェーズの一例を説明する図である。
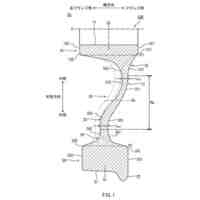
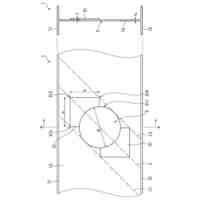
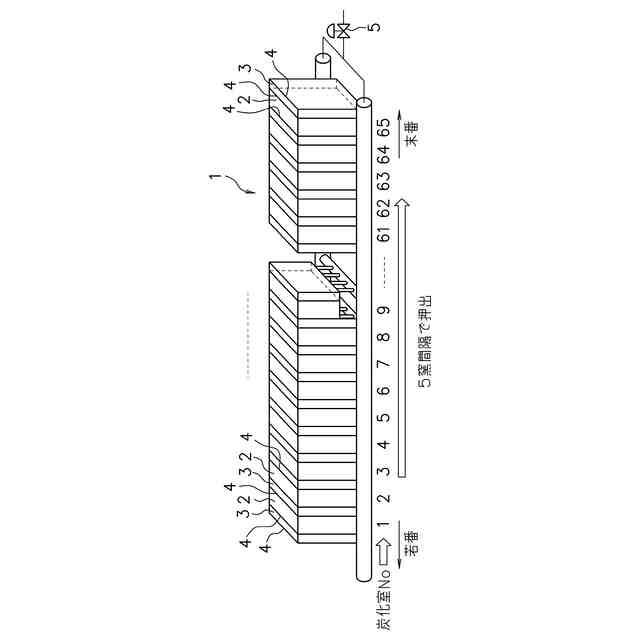
コークス炉およびコークス製造プロセスの一例を示す図である。
炉団温度の一例を説明する図である。
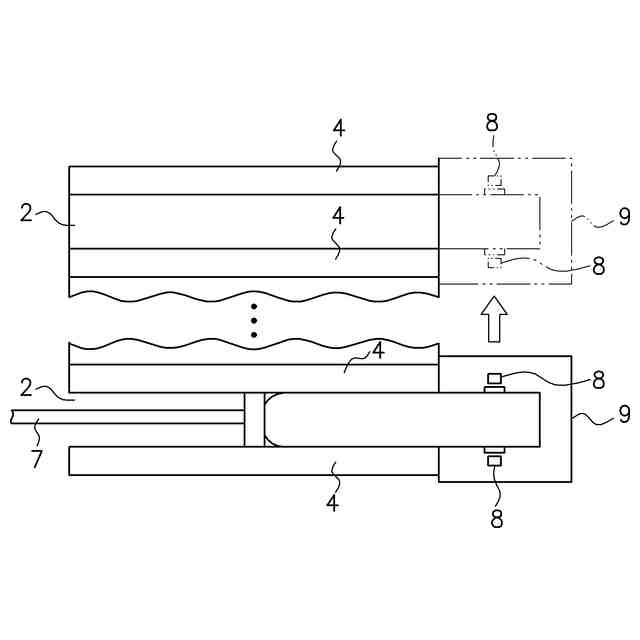
コークスが炭化室から押し出されている様子の一例を示す図である。
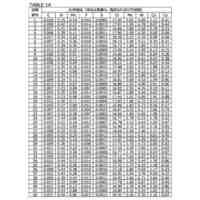
コークス温度、炉団温度、投入熱量、および乾留時間と時間との関係の一例を示す図である。
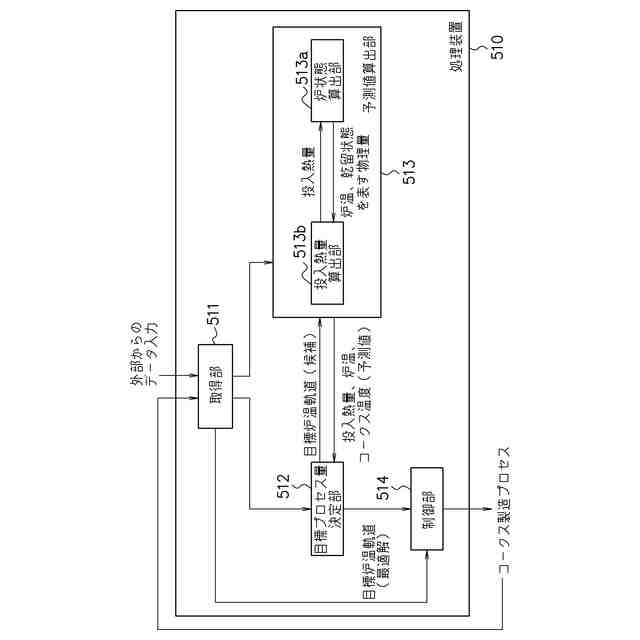
目標プロセス量軌道を決定する処理装置の機能的な構成の一例を示す図である。
重み係数を決定する処理装置の機能的な構成の一例を示す図である。
目標炉温軌道の一例を説明する図である。
決定前後の目標炉温軌道の一例を説明する図である。
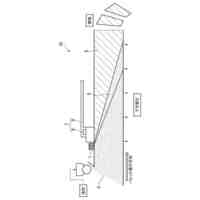
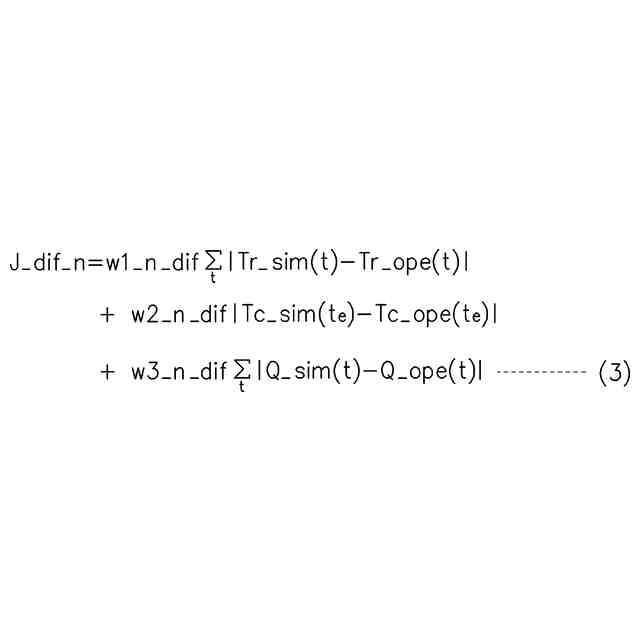
各フェーズの重み係数を決定する際の積算範囲の一例を示す図である。
目標プロセス量軌道を決定する処処理方法の一例を説明するフローチャートである。
重み係数を決定する処処理方法の一例を説明するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
車輪
18日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
耐摩耗鋼
19日前
日本製鉄株式会社
筒型構造
23日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
高炉操業方法
11日前
日本製鉄株式会社
溶鉄の製造方法
26日前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
溶鉄の製造方法
26日前
日本製鉄株式会社
溶鋼の製造方法
26日前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
ステンレス鋼板
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
補強H形鋼有孔梁
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ