TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100136
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217286
出願日
2023-12-22
発明の名称
スポット溶接継手の性能推定方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
G01N
3/00 20060101AFI20250626BHJP(測定;試験)
要約
【課題】板厚及びナゲット径に応じて限界初期割れ深さを推定できるスポット溶接継手の性能推定方法を提供する。
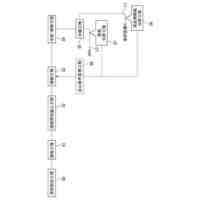
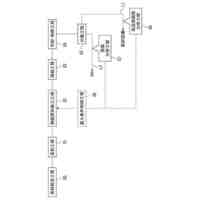
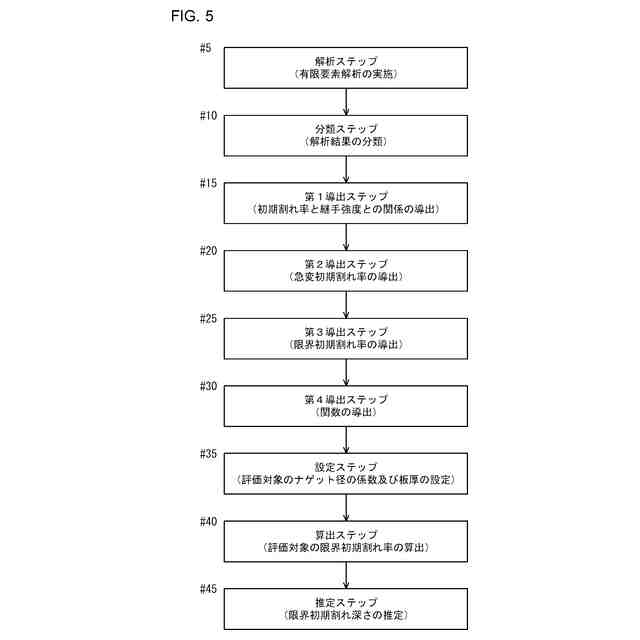
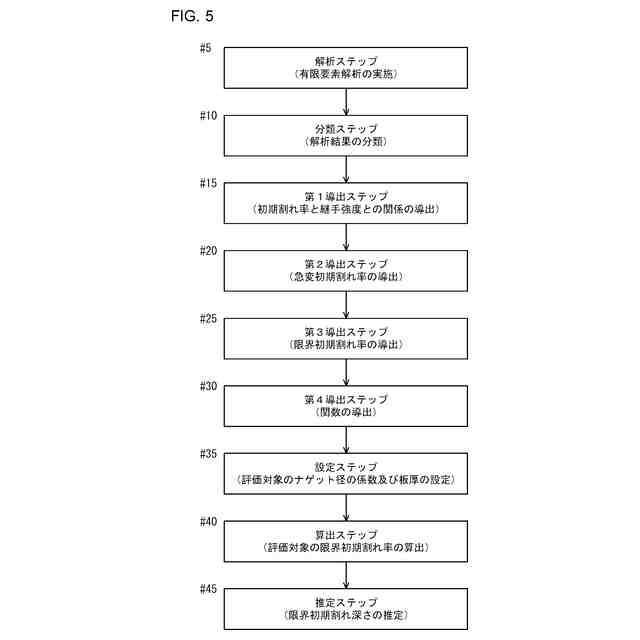
【解決手段】方法は、解析ステップ(#5)と、分類ステップ(#10)と、第1から第4導出ステップ(#15~#30)と、設定ステップ(#35)と、算出ステップ(#40)と、推定ステップ(#45)とを備える。解析ステップ(#5)から第4導出ステップ(#30)により、ナゲット径の係数を独立変数とし、限界初期割れ率を従属変数とする関数を導出する。算出ステップ(#40)により、第4導出ステップ(#30)で導出された関数において、ナゲット径の係数に、設定ステップ(#35)で設定された評価対象のナゲット径の係数を代入し、評価対象の限界初期割れ率を算出する。推定ステップ(#45)により、算出ステップ(#40)で算出された限界初期割れ率に設定ステップ(#35)で設定された板厚を乗じて限界初期割れ深さとする。
【選択図】図5
特許請求の範囲
【請求項1】
スポット溶接継手の性能推定方法であって、
板厚、係数と前記板厚の平方根との積で表されるナゲット径、及び初期割れ深さを変更して、スポット溶接継手の引張条件の有限要素解析を実施する解析ステップと、
前記解析ステップの結果を前記ナゲット径の前記係数で分類する分類ステップと、
前記分類ステップで分類された中で、前記板厚ごとに、前記板厚に対する前記初期割れ深さの割合で定義される初期割れ率と継手強度との関係を導出する第1導出ステップと、
前記分類ステップで分類された中で、前記第1導出ステップで導出された前記初期割れ率と前記継手強度との前記関係のそれぞれについて、前記継手強度が減少に急変するときの前記初期割れ率を急変初期割れ率として導出する第2導出ステップと、
前記分類ステップで分類された中で、前記第2導出ステップで導出された前記急変初期割れ率の平均値を限界初期割れ率として導出する第3導出ステップと、
前記第3導出ステップで導出された前記限界初期割れ率、及び前記限界初期割れ率に対応する前記ナゲット径の前記係数に基づいて、前記ナゲット径の前記係数を独立変数とし、前記限界初期割れ率を従属変数とする関数を導出する第4導出ステップと、
評価対象のスポット溶接継手におけるナゲット径の係数及び板厚を設定する設定ステップと、
前記第4導出ステップで導出された前記関数において、独立変数である前記ナゲット径の前記係数に、前記設定ステップで設定された評価対象のナゲット径の前記係数を代入し、評価対象のスポット溶接継手における限界初期割れ率を算出する算出ステップと、
前記算出ステップで算出された前記限界初期割れ率に前記設定ステップで設定された前記板厚を乗じて得られる値を、限界初期割れ深さとして推定する推定ステップと、を備える、スポット溶接継手の性能推定方法。
続きを表示(約 560 文字)
【請求項2】
請求項1に記載のスポット溶接継手の性能推定方法であって、
前記第4導出ステップで導出される前記関数は、一次関数である、スポット溶接継手の性能推定方法。
【請求項3】
請求項2に記載のスポット溶接継手の性能推定方法であって、
前記一次関数は式(1)で表される、スポット溶接継手の性能推定方法。
Cr=a×k+b (1)
式(1)において、各記号の意味は以下の通りである;
Cr:限界初期割れ率、
k:ナゲット径(k√t)の係数、
a:-10以上、10以下の数値で表される係数、及び
b:-10以上、10以下の数値で表される係数。
【請求項4】
請求項3に記載のスポット溶接継手の性能推定方法であって、
前記式(1)の前記限界初期割れ率Crは、0.1以上、0.9以下の範囲内である、スポット溶接継手の性能推定方法。
【請求項5】
請求項3又は4に記載のスポット溶接継手の性能推定方法であって、
前記スポット溶接継手は引張せん断継手であり、
前記式(1)において、前記係数aはマイナスの数値であり、前記係数bはプラスの数値である、スポット溶接継手の性能推定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、スポット溶接継手の性能推定方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
自動車産業では、多数の鋼板が使用され、鋼板同士の接合方法として抵抗スポット溶接が広く用いられている。従来から、例えば亜鉛系めっきを有する高張力鋼板に抵抗スポット溶接を施したとき、稀に、溶接部に微小な割れが発生することが知られている。この割れの発生は、液体金属脆化(Liquid Metal Embrittlement:LME)に起因する。抵抗スポット溶接により形成されるスポット溶接継手において、そのようなLMEに起因する割れに限らず、微小な割れが初期割れとして存在すると、その初期割れの深さによって継手強度が低下する懸念がある。そのため、初期割れについて、継手強度に影響を及ぼさない限界の深さを推定できることが望まれている。
【0003】
特開2023-093288号公報(特許文献1)には、スポット溶接継手性能の推定方法が記載されている。この推定方法では、有限要素解析を実施して、初期割れ深さと継手強度との関係を導出し、この関係より継手強度に影響を及ぼさない初期割れ深さの限界を推定している。
【先行技術文献】
【特許文献】
【0004】
特開2023-093288号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載された従来の推定方法では、限界初期割れ深さを推定するのに、初期割れ深さと継手強度との関係が用いられる。この関係は、板厚を1水準の1.6mmとした条件下における有限要素解析の結果により定められている。すなわち、板厚が変わった場合の影響は考慮されていない。そうすると、特許文献1の推定方法では、板厚が1.6mmである場合は、ナゲット径に応じて限界初期割れ深さを推定することは可能である。しかしながら、板厚が1.6mmと異なる場合、限界初期割れ深さを推定することが困難になり得る。
【0006】
本開示の目的は、板厚及びナゲット径に応じて、継手強度に影響を及ぼさない限界初期割れ深さを推定することができる、スポット溶接継手の性能推定方法を提供することである。
【課題を解決するための手段】
【0007】
本開示に係るスポット溶接継手の性能推定方法は、解析ステップと、分類ステップと、第1導出ステップと、第2導出ステップと、第3導出ステップと、第4導出ステップと、設定ステップと、算出ステップと、推定ステップとを備える。解析ステップは、板厚、係数と板厚の平方根との積で表されるナゲット径、及び初期割れ深さを変更して、スポット溶接継手の引張条件の有限要素解析を実施する。分類ステップは、解析ステップの結果をナゲット径の係数で分類する。第1導出ステップは、分類ステップで分類された中で、板厚ごとに、板厚に対する初期割れ深さの割合で定義される初期割れ率と継手強度との関係を導出する。第2導出ステップは、分類ステップで分類された中で、第1導出ステップで導出された初期割れ率と継手強度との関係のそれぞれについて、継手強度が減少に急変するときの初期割れ率を急変初期割れ率として導出する。第3導出ステップは、分類ステップで分類された中で、第2導出ステップで導出された急変初期割れ率の平均値を限界初期割れ率として導出する。第4導出ステップは、第3導出ステップで導出された限界初期割れ率、及び限界初期割れ率に対応するナゲット径の係数に基づいて、ナゲット径の係数を独立変数とし、限界初期割れ率を従属変数とする関数を導出する。設定ステップは、評価対象のスポット溶接継手におけるナゲット径の係数及び板厚を設定する。算出ステップは、第4導出ステップで導出された関数において、独立変数であるナゲット径の係数に、設定ステップで設定された評価対象のナゲット径の係数を代入し、評価対象のスポット溶接継手における限界初期割れ率を算出する。推定ステップは、算出ステップで算出された限界初期割れ率に設定ステップで設定された板厚を乗じて得られる値を、限界初期割れ深さとして推定する。
【発明の効果】
【0008】
本開示に係るスポット溶接継手の性能推定方法によれば、板厚及びナゲット径に応じて、継手強度に影響を及ぼさない限界初期割れ深さを推定することができる。
【図面の簡単な説明】
【0009】
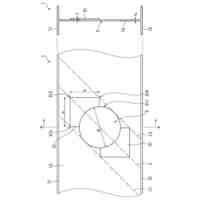
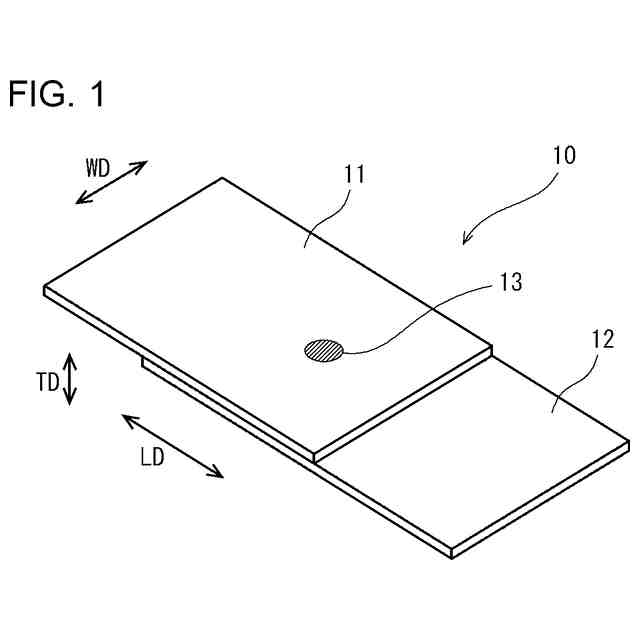
図1は、スポット溶接継手の継手強度を調査するための試験片を示す斜視図である。
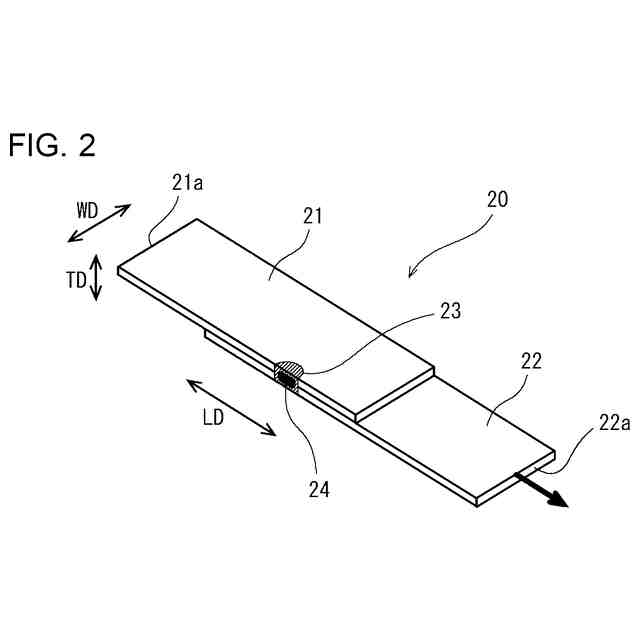
図2は、図1に示す試験片に基づく解析モデルを示す斜視図である。
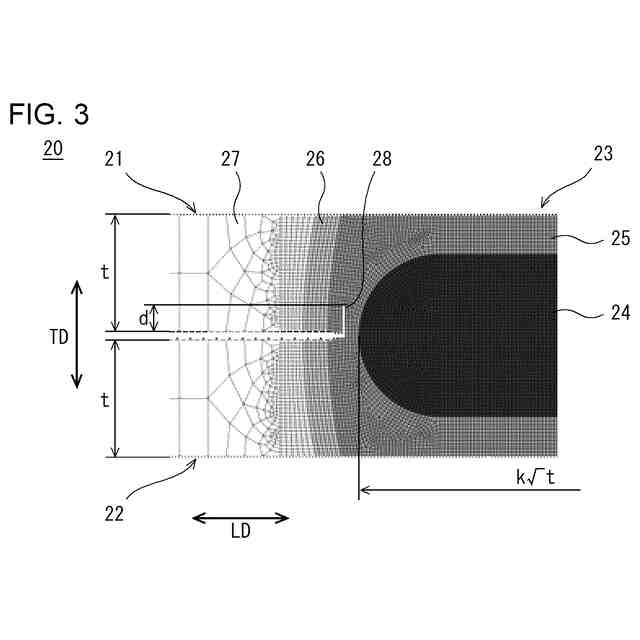
図3は、図2に示す解析モデルの溶接部及びその近傍を拡大した図である。
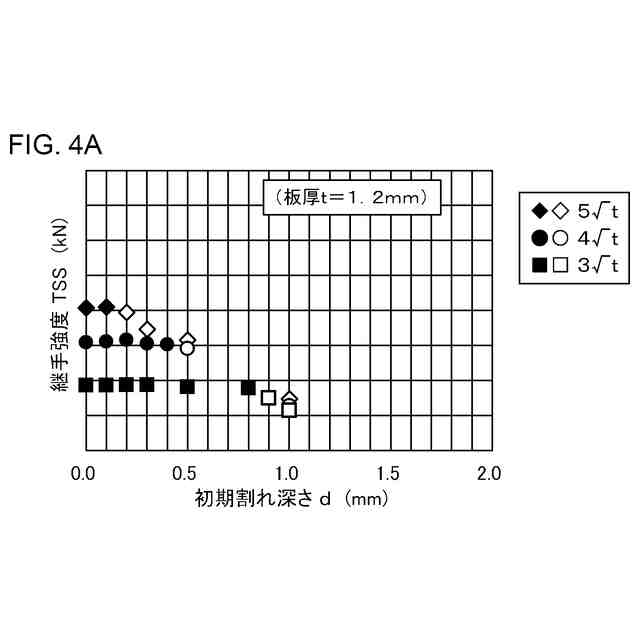
図4Aは、板厚が1.2mmである場合の初期割れ深さと継手強度との関係を示す図である。
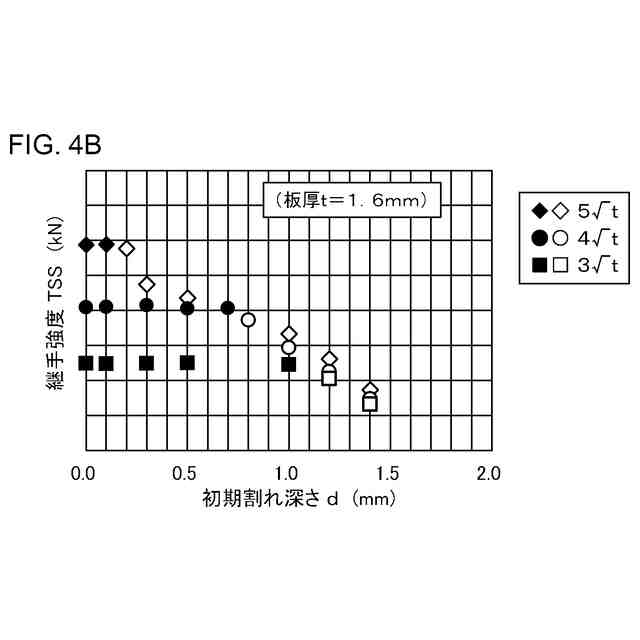
図4Bは、板厚が1.6mmである場合の初期割れ深さと継手強度との関係を示す図である。
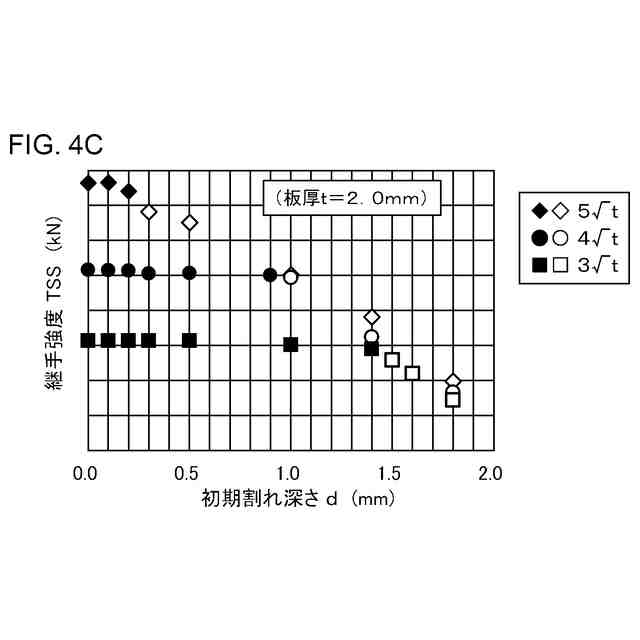
図4Cは、板厚が2.0mmである場合の初期割れ深さと継手強度との関係を示す図である。
図5は、本実施形態に係るスポット溶接継手の性能推定方法を示すフロー図である。
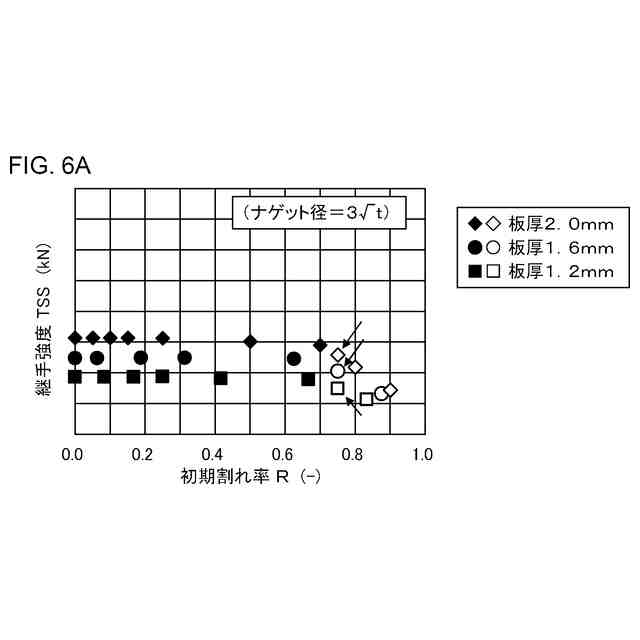
図6Aは、ナゲット径の係数が3.0である場合の初期割れ率と継手強度との関係を示す図である。
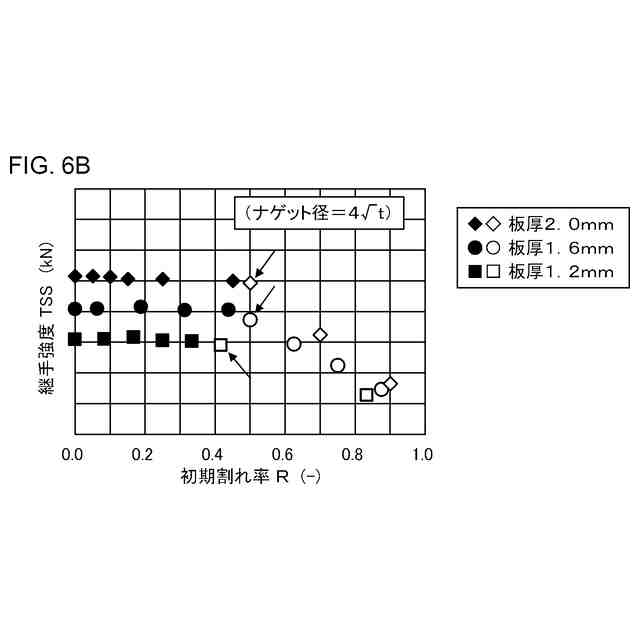
図6Bは、ナゲット径の係数が4.0である場合の初期割れ率と継手強度との関係を示す図である。
図6Cは、ナゲット径の係数が5.0である場合の初期割れ率と継手強度との関係を示す図である。
図7は、ナゲット径の係数と限界初期割れ率との関係を示す図である。
【発明を実施するための形態】
【0010】
上記目的を達成するため、本発明者らは、まず、従来の推定方法の活用を検討した。具体的には、スポット溶接継手の解析モデルを作成して有限要素解析(以下、「FE解析」とも言う)を実施し、継手強度を調査した。以下、図1~図3を参照して、FE解析の様子を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
17日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
圧延H形鋼
17日前
日本製鉄株式会社
直流電気炉
25日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
直流電気炉
25日前
日本製鉄株式会社
柱梁接合部
16日前
日本製鉄株式会社
転炉吹錬方法
18日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
18日前
日本製鉄株式会社
金属溶解方法
25日前
日本製鉄株式会社
鋼線及びロープ
17日前
日本製鉄株式会社
鋼線及び撚り線
17日前
日本製鉄株式会社
パネル用支持具
16日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
16日前
日本製鉄株式会社
高炉の操業方法
23日前
日本製鉄株式会社
パネル用支持具
16日前
日本製鉄株式会社
直流電気溶解炉
25日前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
26日前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
18日前
日本製鉄株式会社
耐火被覆梁及び床構造
1か月前
日本製鉄株式会社
ガス漏洩部の補修方法
24日前
日本製鉄株式会社
制御装置及び制御方法
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ