TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025078332
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2023190813
出願日
2023-11-08
発明の名称
クランクシャフト支持装置
出願人
富士電子工業株式会社
代理人
個人
主分類
C21D
9/30 20060101AFI20250513BHJP(鉄冶金)
要約
【課題】クランクシャフトを充分な保持力で把持できるようにし、クランクシャフトを一回把持することで、クランクシャフトの焼き入れを済ますことを可能とし、加工効率を高めることができるクランクシャフト支持装置を提供する。
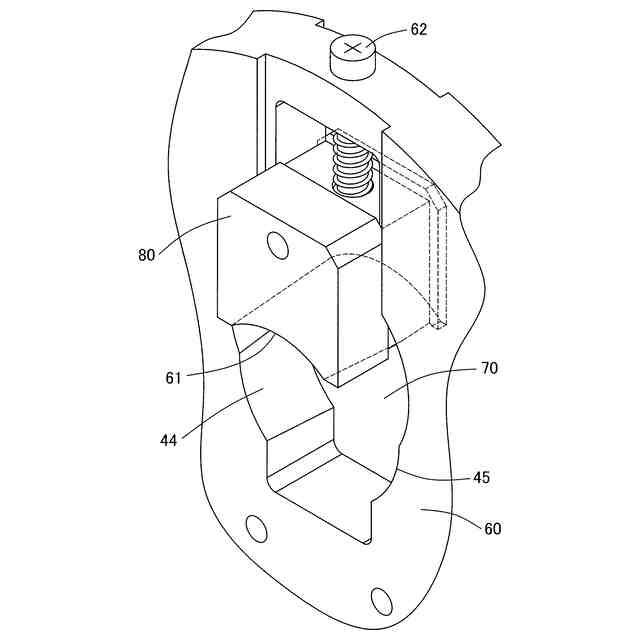
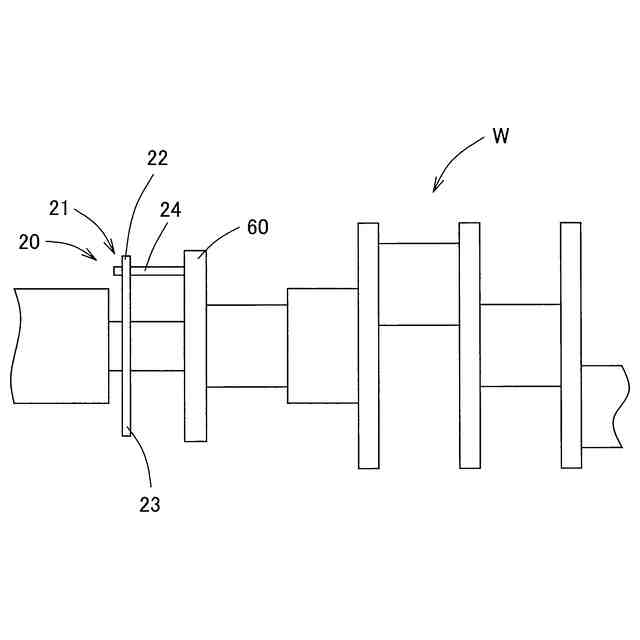
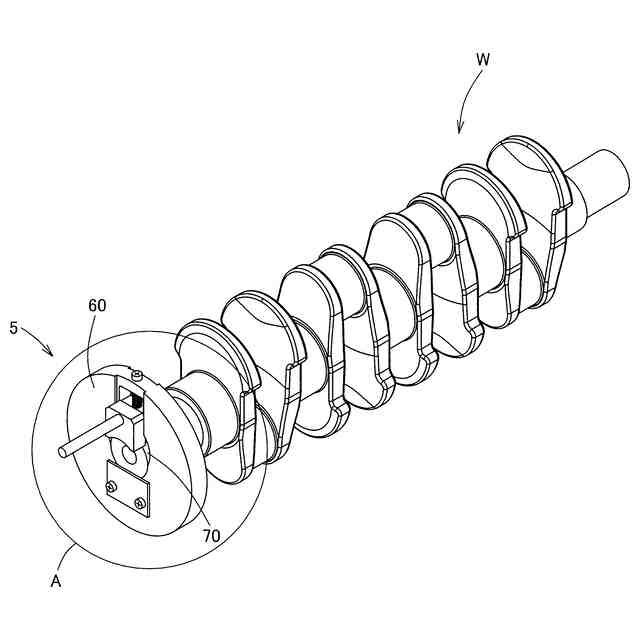
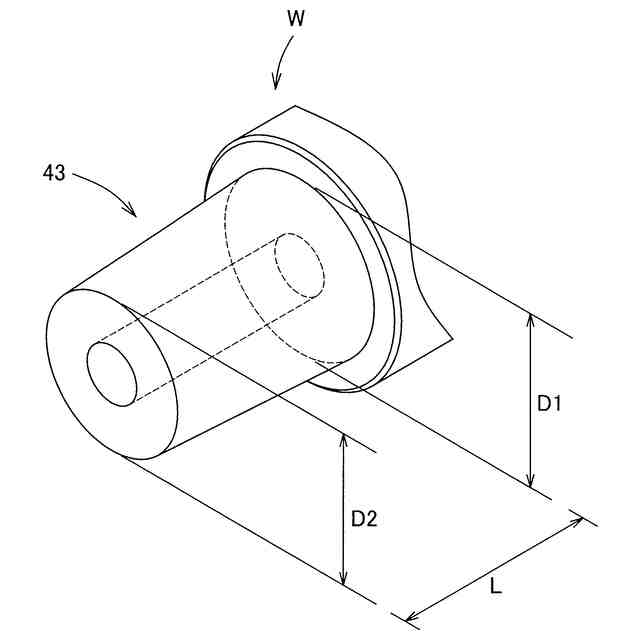
【解決手段】焼き入れすべきクランクシャフトWであって、少なくともクランクシャフトWの一端側が先端になるにしたがって軸が細くなるテーパ形状であり、当該少なくともテーパ形状側の軸をケレー60により把持し、クランクシャフトWを回転させるクランクシャフト支持装置であって、前記ケレー60のクランクシャフトWを把持する保持面44、45が、前記クランクシャフトWの軸に合わせてテーパ形状であるクランクシャフト支持装置。
【選択図】図11
特許請求の範囲
【請求項1】
焼き入れすべきクランクシャフトであって、少なくともクランクシャフトの一端側が先端になるにしたがって軸が細くなるテーパ形状であり、当該少なくともテーパ形状側の軸をケレーにより把持し、クランクシャフトを回転させるクランクシャフト支持装置であって、前記ケレーのクランクシャフトを把持する保持面が、前記クランクシャフトの軸に合わせてテーパ形状であることを特徴とするクランクシャフト支持装置。
続きを表示(約 590 文字)
【請求項2】
前記クランクシャフトのテーパ形状のテーパ比と、前記ケレーの保持面のテーパ比が同一である請求項1に記載のクランクシャフト支持装置。
【請求項3】
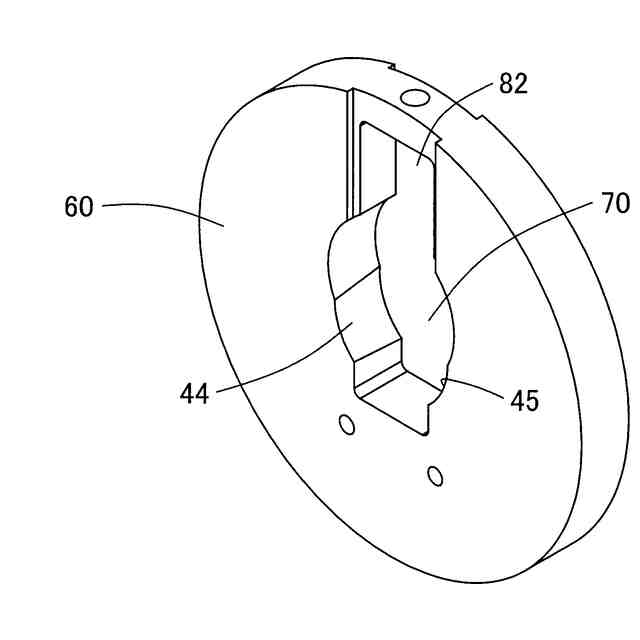
前記ケレーのクランクシャフトを把持する保持面が少なくとも二箇所のテーパ面を有し、当該二箇所のテーパ面が第一保持面と第二保持面である請求項2に記載のクランクシャフト支持装置。
【請求項4】
前記クランクシャフトのテーパ形状のテーパ比と、前記第一保持面及び第二保持面のテーパ比が同一である請求項3に記載のクランクシャフト支持装置。
【請求項5】
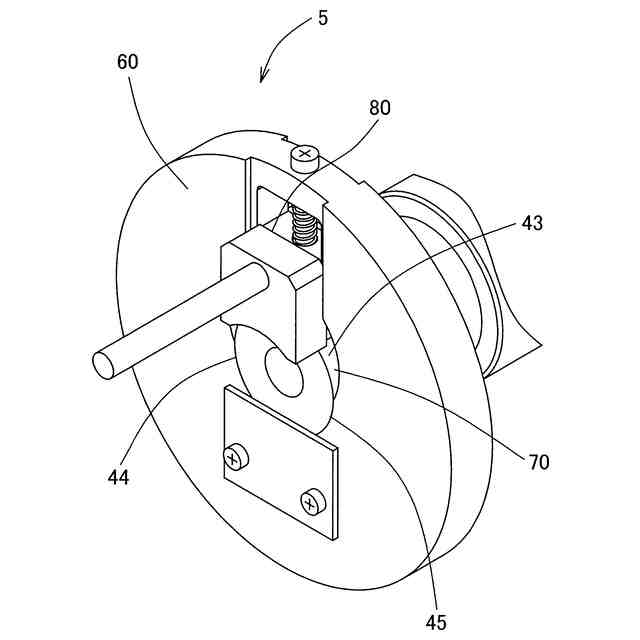
前記ケレーはクランクシャフトを固定するための固定部材を有し、当該固定部材のクランクシャフトに接する押圧面がテーパ形状であり、当該押圧面のテーパ比が前記クランクシャフトのテーパ形状のテーパ比と同一である請求項4に記載のクランクシャフト支持装置。
【請求項6】
前記ケレーで前記クランクシャフトを固定したときに、当該ケレーの第一保持面と第二保持面と、前記固定部材の押圧面とがそれぞれ均等の位置に配される請求項5に記載のクランクシャフト支持装置。
【請求項7】
前記第一保持面と第二保持面と、前記固定部材の押圧面とが、それぞれ120度離れた位置に配される請求項6に記載のクランクシャフト支持装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クランクシャフト支持装置に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
クランクシャフトを焼き入れ加工する場合であって、クランクシャフトの少なくとも一方側が、先端になるにしたがって、シャフトが細くなり、テーパ形状となった、クランクシャフトを焼き入れ加工する場合に、テーパ軸部にケレー治具を取り付け、固定ボルトで固定する必要があった。しかし、クランクシャフトの先端がテーパとなっていたたため、ケレー治具の固定部と把持部で完全に把持することができず、クランクシャフトを回転させるときに、同心円で回転せず、回転に振れが発生したり、位置ずれを発生させたりしていた。従って、従来はストレート軸部にケレーを取り付けていた。しかし、ケレーを取り付けるストレート軸部も焼き入れ加工が必要なため、当該ストレート軸部以外の焼き入れ加工が終了後、クランクシャフトを外し、焼き入れが完了したストレート軸部にケレーを取り付け焼き入れ加工していた。
【先行技術文献】
【特許文献】
【0003】
特開平11-207576号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1は、工作機械の主軸ヘッドにクランクシャフトを支持するためのクランプシャフトのクランプ装置に係り、焼き入れ加工装置ではないが、クランクシャフトの両端部にテーパを有するクランクシャフトの加工という点で関連がある。
【0005】
特許文献1によれば、クランクシャフトの研削加工を行う場合に、クランクシャフトの端面に形成した雌ねじに螺合する雄ねじをクランクシャフトから離反する方向に移動させ、前記雄ねじが摺動自在に貫通するワークセンターを前記雌ねじに連設したテーパ孔に圧接することにより、クランクシャフトに圧縮方向の軸力を作用させずにクランクシャフトの軸方向端部を強固に保持することができていた。
【0006】
また、特許文献1では、さらにクランクシャフトの軸方向他端面にドライブケレーを係合させるので、クランクシャフトを充分なトルクで回転駆動することができるとあるが、ケレーにテーパ面を設けるとの記載はない。
【0007】
本発明は、クランクシャフトを充分な保持力でクランプできるようにし、クランクシャフトの一回のクランプで、クランクシャフトの焼き入れを済ますことを可能とし、加工効率を高めることができるクランクシャフト支持装置を提供する。
【課題を解決するための手段】
【0008】
上記した課題を解決するための態様は、焼き入れすべきクランクシャフトであって、少なくともクランクシャフトの一端側が先端になるにしたがって軸が細くなるテーパ形状であり、当該少なくともテーパ形状側の軸をケレーにより把持し、クランクシャフトを回転させるクランクシャフト支持装置であって、前記ケレーのクランクシャフトを把持する保持面が前記クランクシャフトの軸に合わせてテーパ形状であるクランクシャフト支持装置である。
【0009】
本実施形態によると、前記ケレーのクランクシャフトを把持する把持部において、クランクシャフトが先端に行くに従ってその径が小さくなるため、前記把持部もクランクシャフトの外径に合わせてケレーの開口であってクランクシャフトを把持する把持面が、クランクシャフトの進入側からとその反対側で、徐々にその内径を小さくしたテーパ面とする。そうすることによって、前記クランクシャフトの面が当該ケレーのテーパ面と合うようになる。
【0010】
本実施形態は、前記クランクシャフトのテーパ形状のテーパ比と、前記ケレーの保持面のテーパ比が同一であるクランクシャフト支持装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ