TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089899
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204864
出願日
2023-12-04
発明の名称
浸炭部材の製造方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
C21D
1/06 20060101AFI20250609BHJP(鉄冶金)
要約
【課題】浸炭において結晶粒の粗大化の発生を抑制できる技術を提供する。
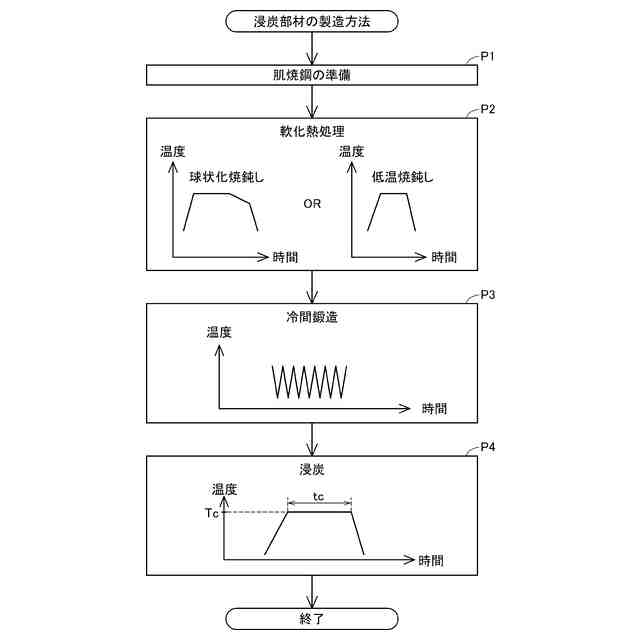
【解決手段】浸炭部材の製造方法は、浸炭部材の基材である肌焼鋼を加熱して軟化させるための軟化熱処理を行う工程と、前記軟化熱処理後の前記肌焼鋼に対して冷間鍛造を行う工程と、前記冷間鍛造後の前記肌焼鋼に対して浸炭を行って前記浸炭部材を得る工程と、を備える。前記浸炭部材は、所定の化学組成を有し、前記浸炭での浸炭温度をTc[℃]とし、前記浸炭において前記浸炭温度に到達するまでの昇温速度をRT[℃/分]とし、Nbの質量含有率を[Nb]とし、Moの質量含有率を[Mo]とするとき、Tc-RT≦2000×[Nb]+133×[Mo]+862の関係が満たされる。
【選択図】図1
特許請求の範囲
【請求項1】
浸炭部材の基材である肌焼鋼を加熱して軟化させるための軟化熱処理を行う工程と、
前記軟化熱処理後の前記肌焼鋼に対して冷間鍛造を行う工程と、
前記冷間鍛造後の前記肌焼鋼に対して浸炭を行って前記浸炭部材を得る工程と、
を備え、
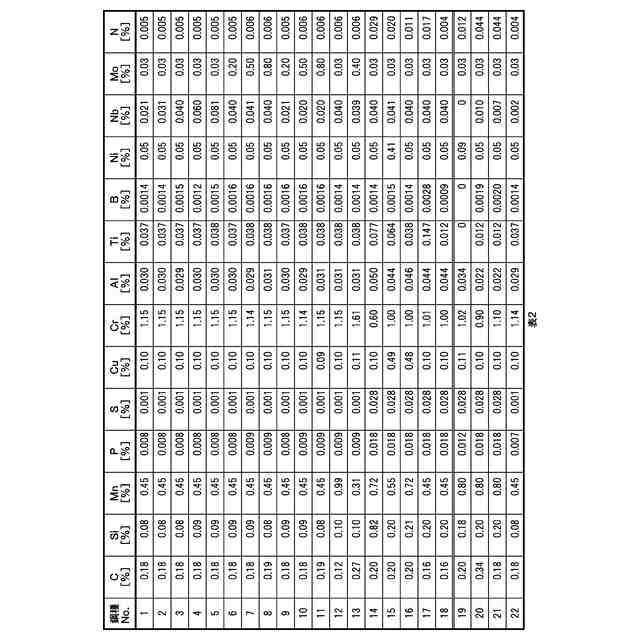
前記浸炭部材は、質量%で、
C:0.10%以上0.30%以下、
Si:0.03%以上1.10%以下、
Mn:0.30%以上1.00%以下、
Cr:0.50%以上1.80%以下、
Al:0.01%以上0.08%以下、
B:0.0003%以上0.0300%以下、
Ti:0.010%以上0.150%以下、
Nb:0.01%以上0.10%以下、
Mo:0.03%以上1.00%以下、
Cu:0.50%以下、
Ni:0.50%以下、
P:0.03%以下、および、
S:0.03%以下、
からなり、残部がFe及び不可避的不純物であり、
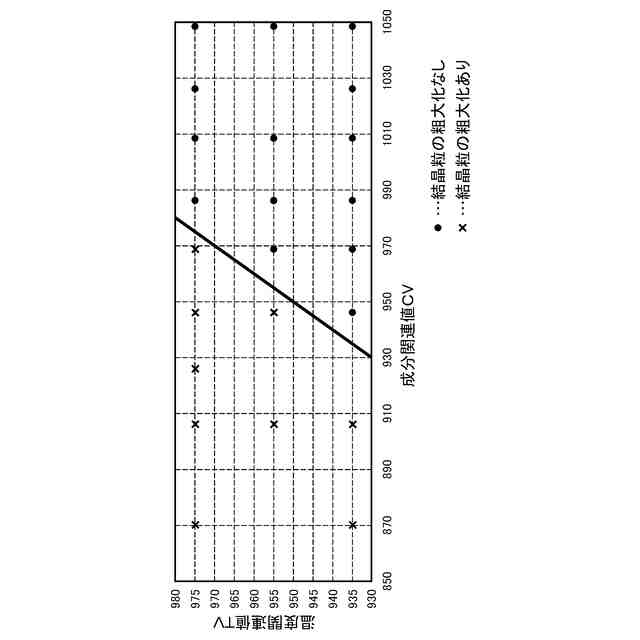
前記浸炭での浸炭温度をTc[℃]とし、前記浸炭において前記浸炭温度に到達するまでの昇温速度をRT[℃/分]とし、Nbの質量含有率を[Nb]とし、Moの質量含有率を[Mo]とするとき、
Tc-RT≦2000×[Nb]+133×[Mo]+862
の関係が満たされる、浸炭部材の製造方法。
続きを表示(約 200 文字)
【請求項2】
前記軟化熱処理は、球状化焼鈍し、または、低温焼鈍しである、請求項1記載の製造方法。
【請求項3】
前記浸炭部材のJIS G 0551:2020鋼-結晶粒度の顕微鏡試験方法でのオーステナイト粒の粒度番号は3より大きい、請求項1記載の製造方法。
【請求項4】
前記浸炭温度は950℃以上である、請求項1から請求項3のいずれか一項に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、浸炭部材の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
浸炭部材は、低炭素鋼の表層に炭素(C)を浸入させた後に焼入れによって硬化させる浸炭が施された鋼材である。浸炭部材は、多くの場合、例えば、ギヤやプーリー等の自動車部品をはじめとして、高い強度が求められる駆動系の機械部品に用いられる。これまで、浸炭部材の性能を高めるための様々な技術が提案されてきた。
【0003】
例えば、下記の特許文献1には、真空浸炭処理中に部品表面からの脱窒素を防止することによって、結晶粒の粗大化を抑制し、浸炭部材の耐衝撃性を高める技術が開示されている。また、下記の特許文献2には、ガス浸炭の際に、窒化アルミニウム(AlN)の形成を抑制することにより、チタン(Ti)系析出物による結晶粒の微細化の効果を高め、浸炭部材の耐衝撃性を高める技術が開示されている。下記の特許文献3には、浸炭部材の表面硬さと残留オーステナイト量とを規定し、クロム(Cr)、ケイ素(Si)、および、モリブデン(Mo)の含有量を調整して、焼戻し軟化抵抗性を高める技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-322036
国際公開第2016/159391号
特開2022-26597号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
浸炭部材の製造工程では、浸炭部材の基材である肌焼鋼は、浸炭の前に、鍛造によって、ギヤやプーリー等の部品の形状に成形される場合がある。鍛造の方法としては、例えば、熱間鍛造と冷間鍛造とが知られている。熱間鍛造には、肌焼鋼の変形抵抗を低減できるという利点があるが、二酸化炭素(CO
2
)の排出量が多いという欠点がある。これに対して、冷間鍛造によれば、その加熱工程において排出されるCO
2
量を熱間鍛造よりも低減することができるという利点がある。
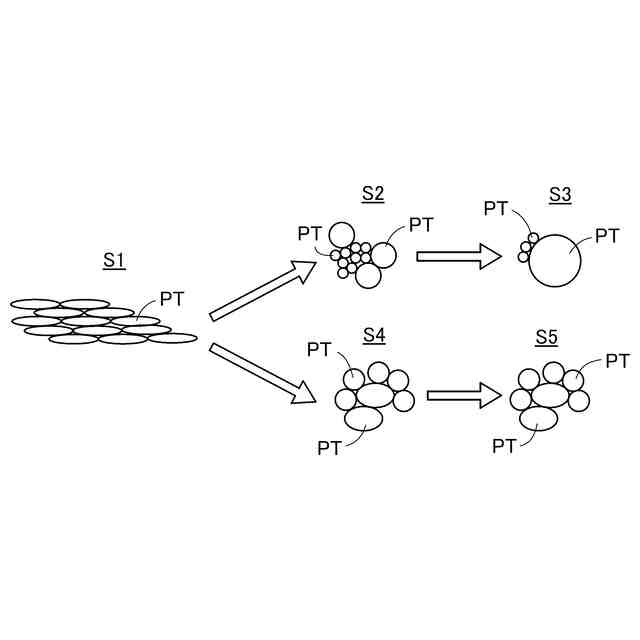
【0006】
しかしながら、冷間鍛造が行われた肌焼鋼は、内部にひずみが残りやすいため、浸炭中に、オーステナイト粒が異常粒成長し、粗大化する可能性がある。このような結晶粒の粗大化の発生は、浸炭部材の疲労強度の悪化や、熱処理ひずみの増大など、浸炭部材の品質低下の原因となる。
【0007】
本発明は、冷間鍛造を経た肌焼鋼に対する浸炭において、オーステナイト粒の粗大化の発生を抑制できる技術を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明の発明者は、浸炭部材についての研究を重ねるうちに、浸炭での結晶粒の粗大化抑制に作用する元素の含有量に応じて、浸炭での熱処理条件を調整することにより、冷間鍛造の後に浸炭を行った場合でも、結晶粒の粗大化を抑制できることを見出した。本発明は、例えば、以下の形態として実現することが可能である。
【0009】
[第1形態]第1形態は、浸炭部材の製造方法として提供される。第1形態の製造方法は、浸炭部材の基材である肌焼鋼を加熱して軟化させるための軟化熱処理を行う工程と、前記軟化熱処理後の前記肌焼鋼に対して冷間鍛造を行う工程と、前記冷間鍛造後の前記肌焼鋼に対して浸炭を行って前記浸炭部材を得る工程と、を備える。前記浸炭部材は、前記浸炭部材は、質量%で、C:0.10%以上0.30%以下、Si:0.03%以上1.10%以下、Mn:0.30%以上1.00%以下、Cr:0.50%以上1.80%以下、Al:0.01%以上0.08%以下、B:0.0003%以上0.0300%以下、Ti:0.010%以上0.150%以下、Nb:0.01%以上0.10%以下、Mo:0.03%以上1.00%以下、Cu:0.50%以下、Ni:0.50%以下、P:0.03%以下、および、S:0.03%以下からなり、残部がFe及び不可避的不純物である。前記浸炭での浸炭温度をTc[℃]とし、前記浸炭において前記浸炭温度に到達するまでの昇温速度をRT[℃/分]とし、Nbの質量含有率を[Nb]とし、Moの質量含有率を[Mo]とするとき、Tc-RT≦2000×[Nb]+133×[Mo]+862の関係が満たされる。
【0010】
[第2形態]前記軟化熱処理は、球状化焼鈍し、または、低温焼鈍しである、上記第1形態に記載の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
1か月前
大同特殊鋼株式会社
軟磁性材料
3日前
大同特殊鋼株式会社
疵判定方法
1か月前
大同特殊鋼株式会社
軟磁性合金
1か月前
大同特殊鋼株式会社
棒材計数方法
1か月前
大同特殊鋼株式会社
超音波検査方法
16日前
大同特殊鋼株式会社
超音波探傷方法
2か月前
大同特殊鋼株式会社
炉蓋の支持構造
1か月前
大同特殊鋼株式会社
介在物評価方法
1か月前
大同特殊鋼株式会社
雰囲気熱処理炉
2か月前
大同特殊鋼株式会社
電磁攪拌制御方法
1か月前
大同特殊鋼株式会社
丸棒体の本数計数方法
1か月前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
27日前
大同特殊鋼株式会社
金属碑及びその製造方法
24日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
2か月前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
1か月前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
1か月前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
24日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
1か月前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
1か月前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
1か月前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
18日前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
1か月前
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉精錬方法
7か月前
株式会社戸畑製作所
高炉用羽口
9か月前
日本製鉄株式会社
溶鋼の製造方法
8か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
NTN株式会社
焼入れ方法
18日前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ