TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014555
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117213
出願日
2023-07-19
発明の名称
高炉用羽口
出願人
株式会社戸畑製作所
代理人
個人
主分類
C21B
7/16 20060101AFI20250123BHJP(鉄冶金)
要約
【課題】冷却水循環路となるパイプを内蔵した高炉用羽口を提供する。
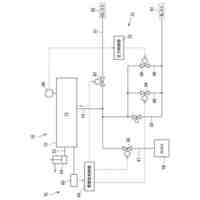
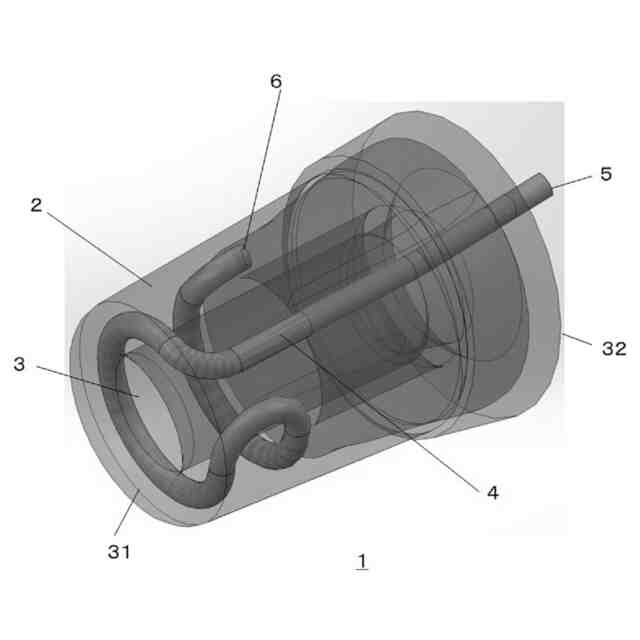
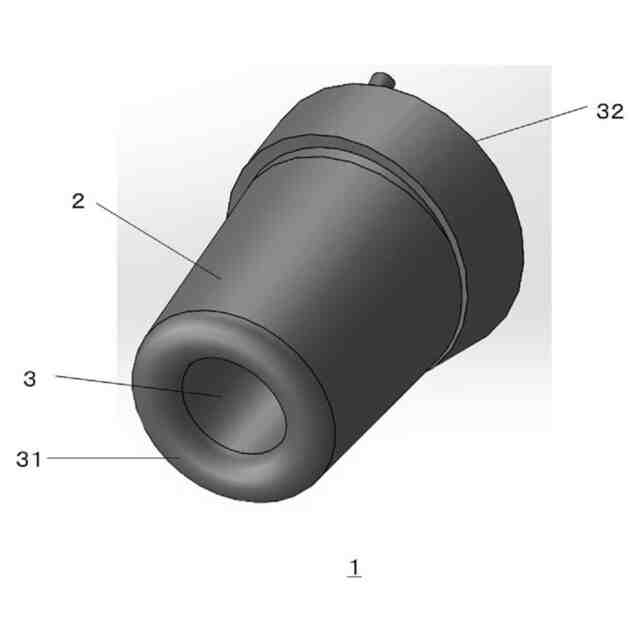
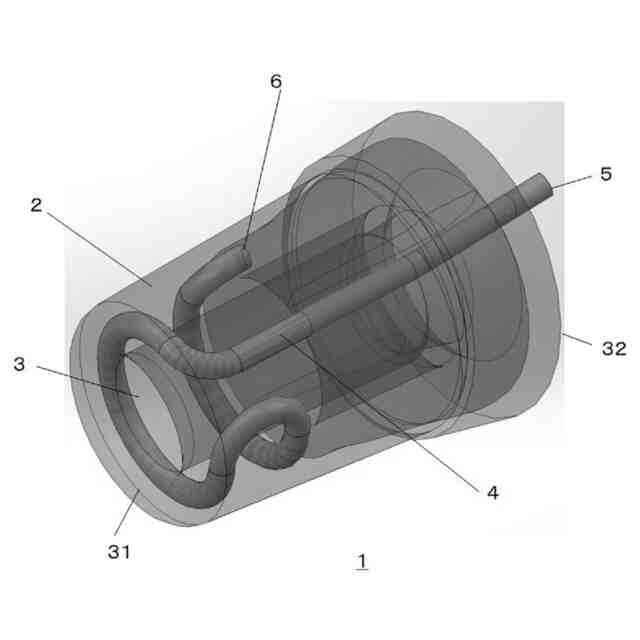
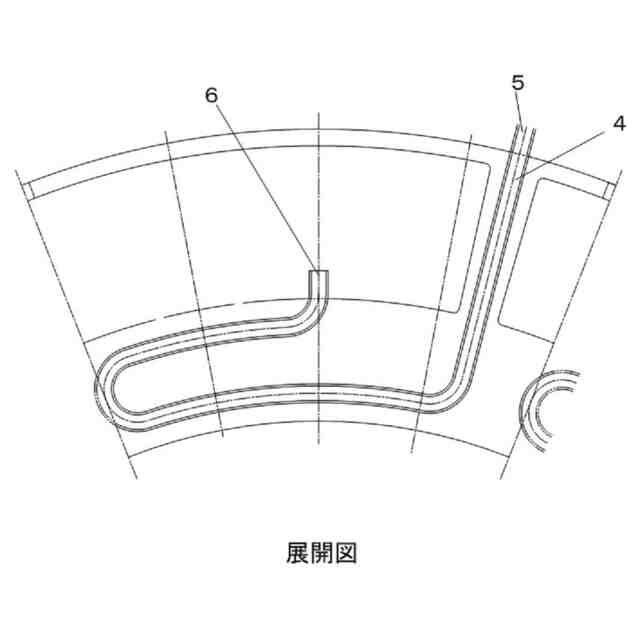
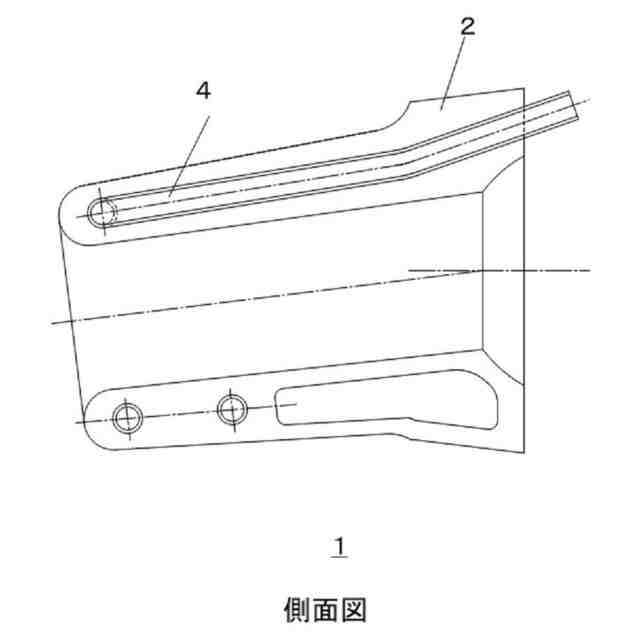
【解決手段】本発明の高炉用羽口は、羽口本体部と、前記羽口本体部に囲まれて形成される通路と、前記羽口本体部の内部に内蔵されるパイプと、前記パイプに冷却水を供給する供給口と、前記パイプを循環した冷却水を排出する排出口と、を備え、前記パイプは、前記羽口本体部の内部を循環して、前記冷却水を循環させる冷却水循環路となり、前記パイプは、前記羽口本体部に内蔵されつつ独立した部材である。
【選択図】図2
特許請求の範囲
【請求項1】
羽口本体部と、
前記羽口本体部に囲まれて形成される通路と、
前記羽口本体部の内部に内蔵されるパイプと、
前記パイプに冷却水を供給する供給口と、
前記パイプを循環した冷却水を排出する排出口と、を備え、
前記パイプは、前記羽口本体部の内部を循環して、前記冷却水を循環させる冷却水循環路となり、
前記パイプは、前記羽口本体部に内蔵されつつ独立した部材である、高炉用羽口。
続きを表示(約 510 文字)
【請求項2】
前記パイプは、前記羽口本体部を周回するように循環する、請求項1記載の高炉用羽口。
【請求項3】
前記パイプは、銅、鉄、ニッケル、アルミニウム、チタンおよびこれらの一以上の合金のいずれかを素材とする、請求項1記載の高炉用羽口。
【請求項4】
前記パイプの内径は、10mm~50mm である、請求項1記載の高炉用羽口。
【請求項5】
前記パイプの内径、断面形状および断面積の少なくとも一つは、前記パイプの位置により相違する、請求項1記載の高炉用羽口
【請求項6】
前記パイプ内面の算術平均粗さは、1.5μm~2.5μmである、請求項1記載の高炉用羽口。
【請求項7】
前記パイプ内面の表面粗さは、前記羽口本体部と前記パイプの接触する部位の表面粗さよりも低い、請求項1記載の高炉用羽口。
【請求項8】
前記羽口本体部に、複数の前記パイプが内蔵される、請求項1記載の羽口。
【請求項9】
前記パイプは、前記羽口本体部を形成する際に内蔵される、請求項1から8のいずれか記載の高炉用羽口。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鉄などで使用される高炉に用いられ、高炉の熱への耐久性が高い高炉用羽口に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
製鉄に際しては、原料となる鉄鉱石を還元させて溶融した銑鉄を得る高炉が用いられる。高炉に設けられた投入口から原料となる鉄鉱石などが投入され、高炉内部を溶融温度の高温とするための熱が、高炉の別の投入口から供給される。高炉内部で溶融した銑鉄が取り出され、その後の必要な加工などが施される。
【0003】
この熱を供給する投入口には、熱源である熱風と石炭の微粉末が投入される。この投入口には、羽口と呼ばれる部材が装着され、この羽口から熱風と石炭の微粉末が投入される。
【0004】
羽口は、熱風と石炭の微粉末が投入される入り口であり、高炉内部で発生する溶融鉄やスラグが接触する環境となる。この環境下で、滴下する溶融鉄やスラグなどが、羽口に溶損を与えやすい状態にある。
【0005】
加えて、羽口は、高炉内部にその一部が挿入されて炉内に露出して使用されるので、高熱にさらされ、熱的な影響を高く受ける。熱的な影響を受けつつ機械的な摩耗を受けることで、羽口は損耗の可能性にさらされている。
【0006】
熱的な影響は、羽口自身を高熱化させてしまい、羽口における機械的摩耗の影響を高めてしまう。これが羽口の破損に繋がる可能性がある。
【0007】
高炉は、24時間などの連続稼働と、この連続稼働を所定期間継続するなどの長い期間での稼働を必要とする。長い期間での稼働においては、定期的あるいは不定期のメンテナンスがあるが、このメンテナンス時に羽口の損耗が著しい場合には、羽口の交換が必要となる。
【0008】
上述したような、機械的な摩耗や熱的な影響を高く受ける環境では、羽口が損耗することが多く、交換が必要となることも多い。羽口の交換が頻繁に生じることは、高炉のランニングコストを増加させる問題がある。更には、羽口の交換に時間を要する場合には、高炉のメンテナンスの際に操業停止期間が所定よりも長くなることがあり、高炉の稼働能力を低下させてしまうこともあり得る。
【0009】
一方で、メンテナンス時期が来る前に羽口が破損してしまって使用困難な状態になることもある。こうなると、羽口としての役割を続行できなくなり、高炉を停止して羽口を交換しなければならなくなる。羽口を交換するまで、高炉を停止させる必要があり、温度低下、交換、温度上昇からの再稼働までの休止時間が生じて、製造コストを増加させてしまう。
【0010】
もちろん、高炉での製鉄の前後の工程にも影響を与えたり、高炉での銑鉄の品質にも影響を与えたりしてしまう可能性もある。また、作業者の手間を増加させることにもなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
7か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
NTN株式会社
焼入れ方法
17日前
中外炉工業株式会社
連続式熱処理炉
6か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
株式会社不二越
熱処理システム
2か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
中外炉工業株式会社
前処理装置
5か月前
株式会社デンケン
高温炉
8か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
大同特殊鋼株式会社
熱処理設備
3か月前
日本製鉄株式会社
脱りん方法
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の冷却構造
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
8か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
日本製鉄株式会社
鋼の製造方法
3か月前
大同特殊鋼株式会社
雰囲気熱処理炉
2か月前
出光興産株式会社
熱処理油
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ