TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033298
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023138927
出願日
2023-08-29
発明の名称
溶鋼処理用の浸漬管
出願人
東京窯業株式会社
代理人
個人
,
個人
主分類
C21C
7/10 20060101AFI20250306BHJP(鉄冶金)
要約
【課題】使用時に内部の定形耐火物層と不定形耐火物との境界から溶湯が侵入しても、芯金に対する内部のレンガ層の脱落が起こらず、環流管との接合面に溶湯が侵入する事態が生じない上、耐用寿命が長く長期間に亘って使用可能な浸漬管を提供する。
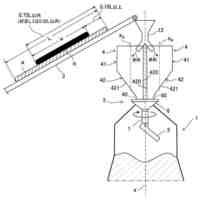
【解決手段】浸漬管1は、耐火レンガによって筒状に形成された内側定形耐火物層2と、金属製の芯金3と、不定形耐火物からなる外側不定形耐火物層4とを有している。そして、内側定形耐火物層2の外周の下端際に、上方から下方にかけて内向きに傾斜したテーパ部2bが形成されているとともに、芯金3の下端際の部分が、当該テーパ部2bと所定の距離の隙間を隔てて平行になるように、上方から下方にかけて内向きに傾斜した状態になっており、その芯金3の下端際の部分と内側定形耐火物層2のテーパ部2bとの隙間Gに、不定形耐火物が充填されている。
【選択図】図2
特許請求の範囲
【請求項1】
金属によって筒状に形成された芯金と、耐火レンガによって筒状に形成されており前記芯金の内側に設けられた内側定形耐火物層と、前記芯金の外側を覆うように設けられた不定形耐火物からなる外側不定形耐火物層とを有する溶鋼処理用の浸漬管であって、
前記内側定形耐火物層が、最下位置まで至っており、その内側定形耐火物層の外周の下端際に、上方から下方にかけて内向きに傾斜したテーパ部が形成されているとともに、
前記芯金の下端際の部分が、前記内側定形耐火物層のテーパ部と所定の距離の隙間を隔てて平行になるように、上方から下方にかけて内向きに傾斜しており、
その芯金の下端際の部分と前記内側定形耐火物層のテーパ部との隙間に、前記外側不定形耐火物層を構成した不定形耐火物が充填されていることを特徴とする溶鋼処理用の浸漬管。
続きを表示(約 250 文字)
【請求項2】
前記内側定形耐火物層のテーパ部に、周状の溝が刻設されており、その溝の内部に、外側不定形耐火物層を構成した不定形耐火物が充填されていることを特徴とする請求項1に記載の溶鋼処理用の浸漬管。
【請求項3】
前記芯金の下端際の部分と前記内側定形耐火物層のテーパ部との隙間が、5mm以上25mm以下に調整されているとともに、
前記内側定形耐火物層のテーパ部の鉛直方向に対する傾斜角度が、7°以上27°未満に調整されていることを特徴とする請求項1に記載の溶鋼処理用の浸漬管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空脱ガス装置等に用いられる溶鋼処理用の浸漬管に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
製鋼の二次精錬の工程においては、取鍋内の溶鋼に下端を浸漬させた状態で溶鋼を流通させる浸漬管が、真空脱ガス装置の下端に装着されて使用される。そして、そのような浸漬管としては、特許文献1の如く、鉛直軸に沿った円筒状の芯金と、その芯金の内側に複数の略直方体状(水平断面が台形もしくは扇状である角柱状)のレンガを多段に組み付けることによって形成された肉厚な円筒状のレンガ層(内側耐火物層)と、流動性を有する不定形耐火物(キャスタブル等)を固化させることによって芯金の外周に形成された肉厚な円筒状の不定形耐火物層とを備えたものが知られている。
【0003】
また、特許文献1の浸漬管には、使用による加熱・冷却の繰り返しによって下端の不定形耐火物層が脱落して内部のレンガ層が脱落する事態を防止するため、内部のレンガ層背面に多数の凹部を設け、かつ、芯金の下端際の内側にフランジ状の支持金具が付設されている。かかる浸漬管は、上方に環流管を載置し、その環流管の下端に設けられた接合用フランジを、上端に設けられた接合用フランジに固着させることによって環流管を接続させた状態で、真空脱ガス装置の下端に装着されて使用される。
【先行技術文献】
【特許文献】
【0004】
特開平10-259415号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1の浸漬管は、下端の部分が定形耐火物より耐熱強度に劣る不定形耐火物によって形成されているため、使用時に、下端の不定形耐火物による形成部分が溶鋼流によって溶損して、芯金に熱が伝達されやすくなり、芯金が変形し、内部のレンガ層(定形耐火物)がすり落ちてしまう、という事態が起こり得る。また、そのような不具合を解消するために、内部のレンガ層を下端まで延長させた構造が採用されることもあるが、そのように内部のレンガ層を下端まで延長させると、下端面に内部のレンガ層と外側の不定形耐火物との材質境界ができてしまうため、当該境界から溶湯(溶融した鉄)が侵入し(すなわち、地金差しが起こり)、芯金が溶融したり、溶湯に起因した熱負荷によって芯金が変形したりしてしまい、その結果、芯金に対して内部のレンガ層がずり落ちて、取鍋内から吸い上げられた溶湯が環流管との接合面(すなわち、上端の接合用フランジと環流管の接合用フランジとの間)に入り込んでしまう、という不具合が起こり得る。すなわち、特許文献1の如き従来の浸漬管は、内部のレンガ層のずり落ち防止効果が不十分なものであった。
【0006】
本発明の目的は、上記従来の浸漬管が有する問題点を解消し、使用時に内部の定形耐火物層と不定形耐火物との境界から溶湯が侵入しても、芯金に対する内部のレンガ層の脱落が起こらず、環流管との接合面に溶湯が侵入する事態が生じない上、耐用寿命が長く長期間に亘って使用可能な溶鋼処理用の浸漬管を提供することにある。
【課題を解決するための手段】
【0007】
本発明の内、請求項1に記載された発明は、金属によって筒状に形成された芯金と、耐火レンガによって筒状に形成されており前記芯金の内側に設けられた内側定形耐火物層と、前記芯金の外側を覆うように設けられた不定形耐火物からなる外側不定形耐火物層とを有する溶鋼処理用の浸漬管であって、前記内側定形耐火物層が、最下位置まで至っており、その内側定形耐火物層の外周の下端際に、上方から下方にかけて内向きに傾斜したテーパ部が形成されているとともに、前記芯金の下端際の部分が、前記内側定形耐火物層のテーパ部と所定の距離の隙間を隔てて平行になるように、上方から下方にかけて内向きに傾斜しており、その芯金の下端際の部分と前記内側定形耐火物層のテーパ部との隙間に、前記外側不定形耐火物層を構成した不定形耐火物が充填されていることを特徴とするものである。
【0008】
請求項2に記載された発明は、請求項1に記載された発明において、前記内側定形耐火物層のテーパ部に、周状の溝が刻設されており、その溝の内部に、外側不定形耐火物層を構成した不定形耐火物が充填されていることを特徴とするものである。
【0009】
請求項3に記載された発明は、請求項1に記載された発明において、前記芯金の下端際の部分と内側定形耐火物層のテーパ部との隙間が、5mm以上25mm以下に調整されているとともに、前記内側定形耐火物層のテーパ部の鉛直方向に対する対傾斜角度が、7°以上27°未満に調整されていることを特徴とするものである。
【発明の効果】
【0010】
請求項1に記載の浸漬管は、芯金の下端際の部分が、内側定形耐火物層と外側不定形耐火物層との境界から所定の距離を隔てた外側に位置した状態になっており、当該境界からの地金(溶湯)の侵入が生じた場合でも、その地金が芯金まで染み出す前に不定形耐火物内で固化するため、芯金の溶解や変形を効果的に防止することができる。その結果、請求項1に記載の浸漬管は、内側定形耐火物(定形レンガ等)の脱落や外側不定形耐火物(キャスタブル等)の亀裂・剥離損傷を効果的に抑制することができるため、長期間に亘って使用することができる(すなわち、寿命が長い)。また、芯金の下端際の内側へ入り込んだ傾斜部分が、溶損した内側定形耐火物層を下側で受け止める押さえとして機能するため、内側定形耐火物層の脱落を効果的に防止することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東京窯業株式会社
ガス吹きノズル及びその製造方法
2か月前
東京窯業株式会社
固体電解質センサ及び固体電解質センサの使用方法
1か月前
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
7か月前
株式会社戸畑製作所
高炉用羽口
9か月前
日本製鉄株式会社
転炉精錬方法
2か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
NTN株式会社
焼入れ方法
17日前
日本製鉄株式会社
溶鋼の製造方法
8か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
富士電子工業株式会社
焼き入れ装置
8か月前
個人
製鋼用副資材及びその製造方法
9か月前
日本製鉄株式会社
スラグの排出方法
8か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
中外炉工業株式会社
前処理装置
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
株式会社デンケン
高温炉
8か月前
株式会社不二越
熱処理システム
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
熱処理設備
3か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
8か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
日本製鉄株式会社
脱りん方法
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
日本製鉄株式会社
高炉の冷却構造
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ