TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025030738
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023136290
出願日
2023-08-24
発明の名称
スラグの排出方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
1/02 20060101AFI20250228BHJP(鉄冶金)
要約
【課題】ランスの溶損リスクが小さい状態でランスからガスを吹付けて、効率よくスラグを排出できるスラグの排出方法を提供する。
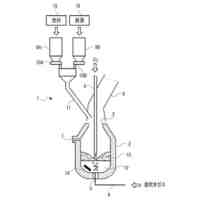
【解決手段】溶銑およびスラグが収容された取鍋を傾動させ、前記取鍋の上側からランスを下降し、前記ランスの先端の水平方向の位置を、前記取鍋を上部から見て前記排滓口と反対側の前記取鍋の円周上の点を円弧上の中心とする半円領域内に含まれるようにし、前記ランスの先端の高さを、静止スラグ表面から上側100mm~静止溶銑表面から下側100mmの範囲内になるようにし、かつ、前記ランスの出口から出るガスの進行方向と静止スラグ表面とのなす角度が45度以上になるようにし、前記ランスの先端が露出する流量で前記ガスを前記溶銑に吹付けて、スラグ掻き出し装置を用いて前記スラグを掻き出して排滓口からスラグを排出する。
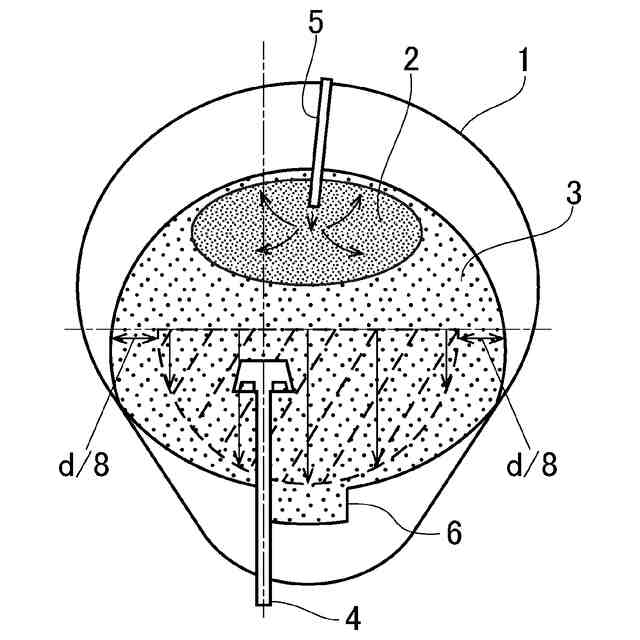
【選択図】図3
特許請求の範囲
【請求項1】
溶銑およびスラグが収容された取鍋を傾動させ、スラグ掻き出し装置を用いて前記スラグを掻き出して排滓口から排出するスラグの排出方法であって、
前記取鍋の上側からランスを下降し、
前記ランスの先端の水平方向の位置を、前記取鍋を上部から見て前記排滓口と反対側の前記取鍋の円周上の点を円弧上の中心とする半円領域内に含まれるようにし、
前記ランスの先端の高さを、静止スラグ表面から上側100mm~静止溶銑表面から下側100mmの範囲内になるようにし、
かつ、前記ランスの出口から出るガスの進行方向と静止スラグ表面とのなす角度が45度以上になるようにし、
前記ランスの先端が露出する流量で前記ガスを前記溶銑に吹付けることを特徴とするスラグの排出方法。
続きを表示(約 160 文字)
【請求項2】
前記ランスの出口から出るガスの進行方向と静止スラグ表面とのなす角度が60度以上になるようにすることを特徴とする請求項1に記載のスラグの排出方法。
【請求項3】
前記スラグの厚みを100mm以下に調整してから前記ガスの吹付けを行うことを特徴とする請求項1または2に記載のスラグの排出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーキを用いたスラグの排出方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、KR脱硫では、取鍋に溶銑が装入され、攪拌翼によって溶銑を攪拌しながらフラックスが添加され、脱硫が行われる。脱硫工程で発生するスラグは溶銑よりも低密度なため、溶銑湯面に浮遊する。スラグを排出する際には、攪拌翼を溶銑から引き揚げ、取鍋を傾動させながら、レーキにより取鍋上端からスラグを掻き出すことによってスラグが排出される。
【0003】
一方で、溶銑の上側または溶銑中にガスを吹付けることによってスラグを排出する方法も提案されている。特許文献1には、電気炉のスラグの排滓口の内壁の上部にガス吹き出し口を設け、そこからガスを吹付けることによって排滓口へスラグを誘導する技術が開示されている。また、特許文献2には、ランスを溶銑中に浸漬させて溶銑内からガスを吹込むことによって気泡を発生させ、ガスの気泡による浴の盛り上がりとスラグ層の波動現象とによってスラグを迅速に排出させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-139662号公報
特開平6-194066号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法では、ガスを吹き付けてもスラグにランス出口径ほどの穴が形成される程度であり、ガスの運動エネルギーで高比重の溶銑やスラグを流動させることが難しく、排滓効果が小さい。また、特許文献2に記載の方法では、ランスを溶銑中に浸漬させることを前提としているためランス先端の溶損が激しく、メンテナンスおよびコスト面で問題がある。
【0006】
本発明は前述の問題点を鑑み、ランスの溶損リスクが小さい状態でランスからガスを吹付けて、効率よくスラグを排出できるスラグの排出方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
取鍋からスラグを排出する際に、従来の方法として、取鍋を傾動させながらレーキを用いてスラグを掻き出す場合には、鍋奥や縁に溜まったスラグはレーキが鍋に干渉するため掻き出しにくく、排滓効率に課題がある。一方、ランスからガスを吹付けてスラグを排出する方法では、溶銑中にランス先端を浸漬させると、ランス先端が溶損するリスクが大きい。そこで、本発明者らは、取鍋を傾動した状態でレーキを用いてスラグを掻き出しつつ、鍋奥や縁に溜ったスラグも掻き出せるようガスの吹付けも行う方法について鋭意検討を行った。その結果、ランスの先端が露出した状態でガスを溶銑表面に吹付け、溶銑の揺動を利用して鍋奥や縁に溜ったスラグも掻き出せるようなガスの吹付け条件を見出した。
【0008】
本発明は以下のとおりである。
[1]
溶銑およびスラグが収容された取鍋を傾動させ、スラグ掻き出し装置を用いて前記スラグを掻き出して排滓口から排出するスラグの排出方法であって、
前記取鍋の上側からランスを下降し、
前記ランスの先端の水平方向の位置を、前記取鍋を上部から見て前記排滓口と反対側の前記取鍋の円周上の点を円弧上の中心とする半円領域内に含まれるようにし、
前記ランスの先端の高さを、静止スラグ表面から上側100mm~静止溶銑表面から下側100mmの範囲内になるようにし、
かつ、前記ランスの出口から出るガスの進行方向と静止スラグ表面とのなす角度が45度以上になるようにし、
前記ランスの先端が露出する流量で前記ガスを前記溶銑に吹付けることを特徴とするスラグの排出方法。
[2]
前記ランスの出口から出るガスの進行方向と静止スラグ表面とのなす角度が60度以上になるようにすることを特徴とする上記[1]に記載のスラグの排出方法。
[3]
前記スラグの厚みを100mm以下に調整してから前記ガスの吹付けを行うことを特徴とする上記[1]または[2]に記載のスラグの排出方法。
【発明の効果】
【0009】
本発明によれば、ランスの溶損リスクが小さい状態でランスからガスを吹付けて、効率よくスラグを排出することができる。
【図面の簡単な説明】
【0010】
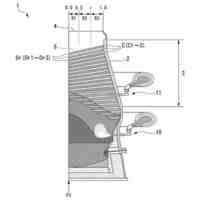
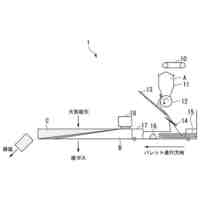
取鍋を傾動させた状態でスラグを排出する様子を説明するための図である。
本発明の実施形態におけるランス高さの条件を説明するための図である。
本発明の実施形態において、レーキによる掻き出し効率向上のメカニズムを説明するための図である。
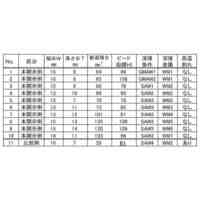
本発明の実施例におけるランス先端の位置を説明するための図である。
本発明の実施例におけるランス高さを説明するための図である。
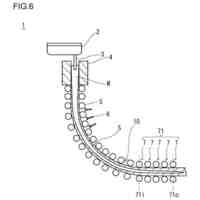
本発明の実施例におけるスラグの掻き出し方法を説明するための図である。
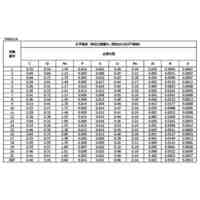
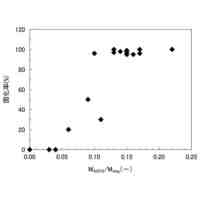
本発明の実施例におけるスラグの表面被覆率の結果を示す図である。
本発明の実施例におけるスラグの排滓効率指標の結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
棒鋼
2日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
2日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
機械構造用部品
3日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鉄道車両用の台車
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ