TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039080
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023145917
出願日
2023-09-08
発明の名称
高温炉
出願人
株式会社デンケン
代理人
個人
,
個人
,
個人
主分類
C21D
1/00 20060101AFI20250313BHJP(鉄冶金)
要約
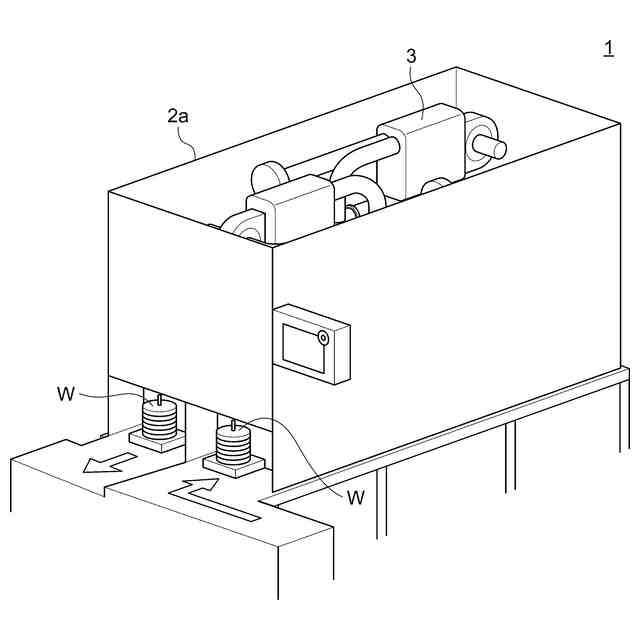
【課題】新規な高温炉1を提供する。
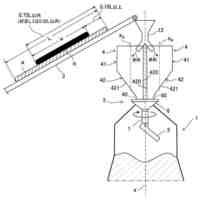
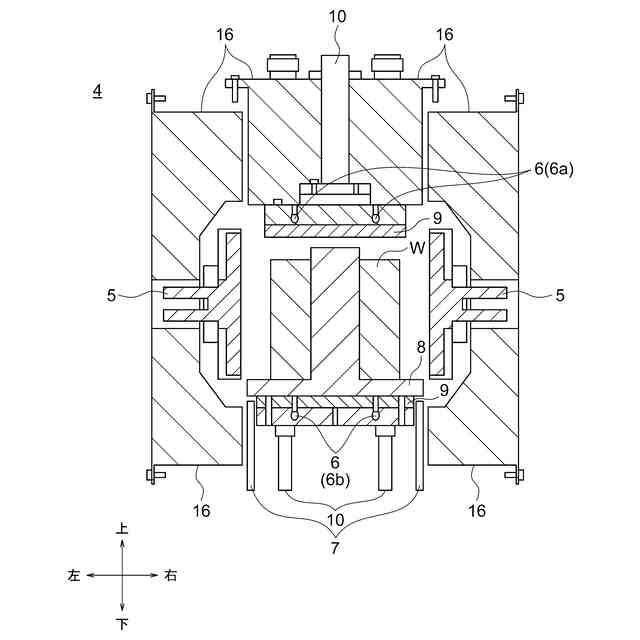
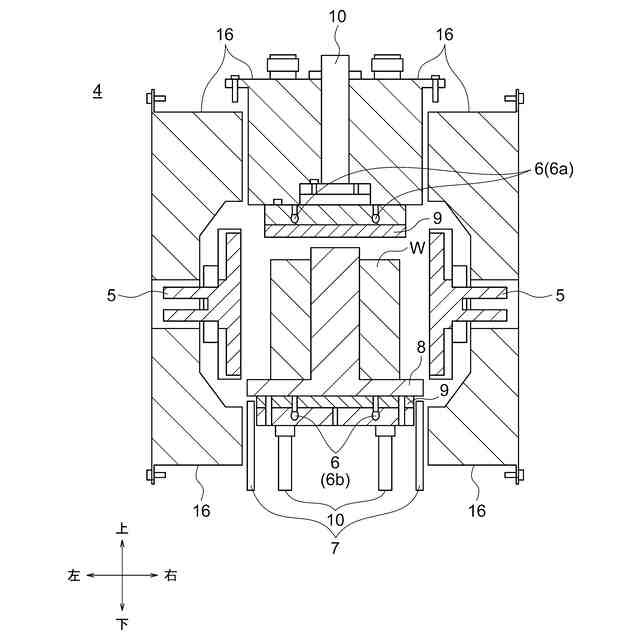
【解決手段】高温炉1内の雰囲気を加熱循環させるための熱風生成器3と、ワークWを載置させながら移動させる複数のステーション4と、が設けられている。ステーション4はそれぞれ、ワークWを左右から加熱する第1ヒータ5と、ワークWを上下から加熱する第2ヒータ6とを含む。
【選択図】図3
特許請求の範囲
【請求項1】
炉内雰囲気を加熱循環させるための熱風生成器と、
ワークを載置させながら移動させる複数のステーションと、
を備え、
前記ステーションがそれぞれ、ワークを左右から加熱する第1ヒータと、ワークを上下から加熱する第2ヒータとを含む、高温炉。
続きを表示(約 740 文字)
【請求項2】
前記第2ヒータのうちの一つが、ワークに接触して加熱する、請求項1記載の高温炉。
【請求項3】
前記第2ヒータは、ワークに上下から接触して加熱する、請求項1記載の高温炉。
【請求項4】
前記第1ヒータはセラミックヒータであり、前記第2ヒータはカートリッジヒータである、請求項1~3のいずれか一項に記載の高温炉。
【請求項5】
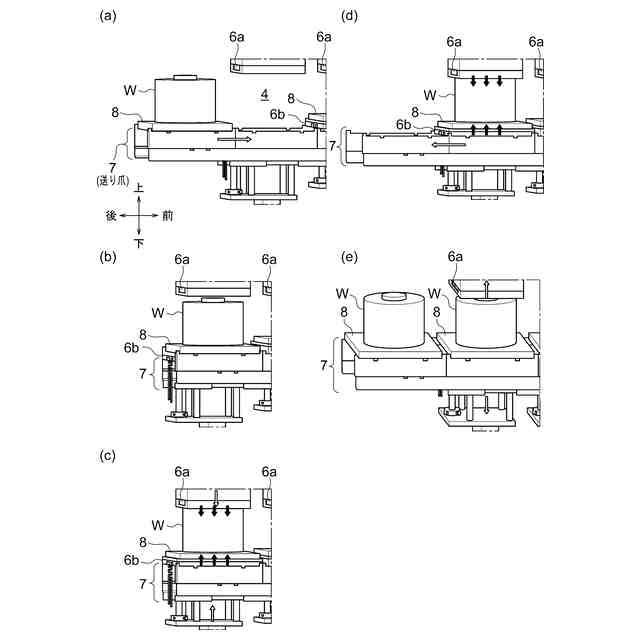
前記ステーションは載置部を含み、
前記載置部はワークを前方に移動させて前記各ステーションにおける移動のサイクル動作を可能にする、請求項1記載の高温炉。
【請求項6】
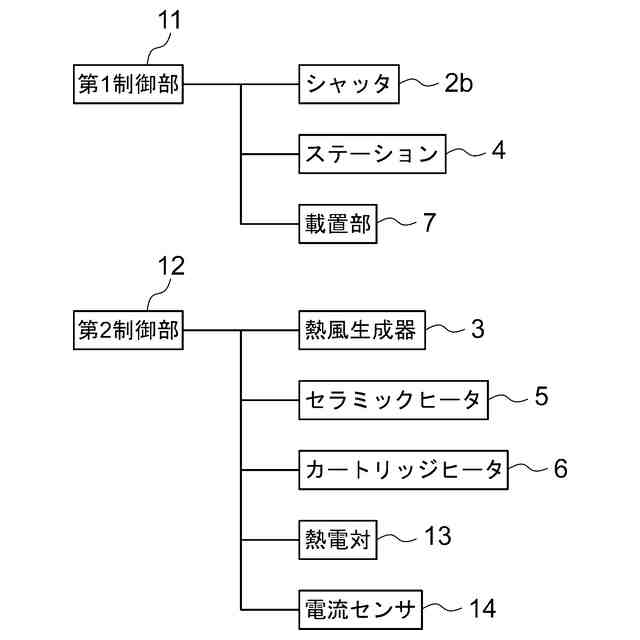
前記高温炉の動作制御を行う第1制御部と、
前記高温炉の温度制御を行う第2制御部と、
をさらに備えた、請求項1記載の高温炉。
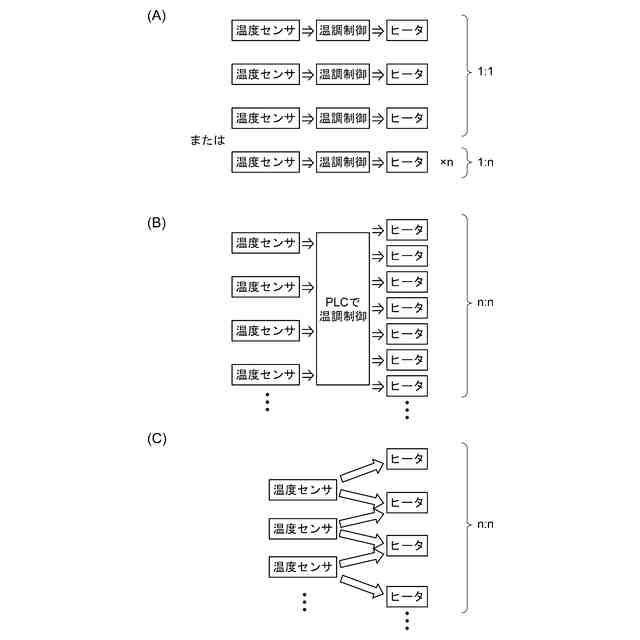
【請求項7】
前記第2制御部がPLCであり、複数の温度センサと、複数の前記第1ヒータおよび複数の前記第2ヒータとの様々な組み合わせによる集中温調制御を可能にするものである、請求項6記載の高温炉。
【請求項8】
電流センサにより前記第1ヒータまたは前記第2ヒータの動力線の断線を検知すると、前記第2制御部は前記第1ヒータおよび前記第2ヒータを停止する、請求項6記載の高温炉。
【請求項9】
前記サイクル動作を実施できないと判断されたときに、ワークを保温する保温モードに設定される、請求項6記載の高温炉。
【請求項10】
前記第2ヒータが搭載されるエアシリンダをさらに備え、
前記エアシリンダにより、ワークが上下に移動する、請求項1記載の高温炉。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、高温炉に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ワークを熱処理する連続炉として特許文献1に記載のようなハイブリッド型の連続焼戻し用熱処理機が知られている。特許文献1の熱処理機は、金属のワークを搬送する搬送経路と、ワークを所定の目標温度まで昇温させる遠赤外線照射装置および外気温よりも高い温度の温風を吹付ける温風吹出し装置を含む昇温ゾーンと、ワークに外気温よりも高い温度の温風を吹付ける温風吹出し装置を含み、昇温されたワークを目標温度に維持する保温ゾーンとを備え、昇温ゾーンにおいて、温風吹出し装置及び遠赤外線照射装置は、互いに搬送経路を挟んで配置されている。このような熱処理機を含む熱処理ラインでは、ワークに対する焼入、焼戻、冷却などの一連の処理が連続的に行われる。
【先行技術文献】
【特許文献】
【0003】
特許第5129249号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、特許文献1に記載のようなワークに対して熱処理を行う加熱炉では、ヒータをワークに直接接触させて加熱しない。また、連続炉においてワークはコンベアで搬送されていくが、製造ライン全体が異常時などに一時的に停止することがある。その際、ワークは冷え過ぎてもいけないし、温められ過ぎてもいけない。このようなワークは廃棄されてしまうこともある。通常製造ラインは大気雰囲気であるため、真空炉とは違い、雰囲気温度を短時間だけ保持することは難しい。電磁鋼板などの繊細なワークの場合、炉を止めて、再度火を入れることが望ましい。しかし、炉の再立ち上げには時間とコストがかかるという課題がある。また、電装部品が多数ある製造ラインにおいては、できるかぎり熱影響を受けたくないという課題がある。
【0005】
本開示はこのような点を考慮してなされたものであり、新規な高温炉を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の高温炉は、
炉内雰囲気を加熱循環させるための熱風生成器と、
ワークを載置させながら移動させる複数のステーションと、
を備え、
前記ステーションがそれぞれ、ワークを左右から加熱する第1ヒータと、ワークを上下から加熱する第2ヒータとを含むことを特徴とする。
【0007】
本開示の高温炉において、
前記第2ヒータのうちの一つが、ワークに接触して加熱してもよい。また、前記第2ヒータは、ワークに上下から接触して加熱してもよい。
【0008】
本開示の高温炉において、
前記第1ヒータはセラミックヒータであり、前記第2ヒータはカートリッジヒータであってもよい。
【0009】
本開示の高温炉は、
前記ステーションは載置部を含み、
前記載置部はワークを前方に移動させて前記各ステーションにおける移動のサイクル動作を可能にするものでもよい。
【0010】
本開示の高温炉は、
前記高温炉の動作制御を行う第1制御部と、
前記高温炉の温度制御を行う第2制御部と、
をさらに備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
株式会社戸畑製作所
高炉用羽口
10か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉精錬方法
8か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
富士電子工業株式会社
焼入れ装置
4か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
9か月前
日本製鉄株式会社
スラグの排出方法
9か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
個人
製鋼用副資材及びその製造方法
10か月前
富士電子工業株式会社
焼き入れ装置
9か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
株式会社不二越
熱処理システム
2か月前
株式会社デンケン
高温炉
8か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
8か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
日本製鉄株式会社
脱りん方法
6か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
脱炭精錬方法
10か月前
日本製鉄株式会社
高炉の操業方法
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ