TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004595
公報種別
公開特許公報(A)
公開日
2025-01-15
出願番号
2023104382
出願日
2023-06-26
発明の名称
溶銑の脱硫方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
1/02 20060101AFI20250107BHJP(鉄冶金)
要約
【課題】脱硫反応効率を高位にかつ安定させた溶銑の脱硫方法を提供する。
【解決手段】インペラーを回転させて溶銑を攪拌しながら脱硫剤を投入することにより脱硫処理を行う溶銑の脱硫方法であって、前記脱硫剤は、前記脱硫剤中における粒径が500μm超の割合が5質量%以下で、前記脱硫剤中における粒径が75μm超の割合をRr(質量%)、粒径が45μm以下の割合をRf(質量%)とした場合に、比Rf/Rrが1.0以上1.7以下で、前記脱硫剤中における粒径が45μm超75μm以下の割合をRm(質量%)とした場合に、比Rr/Rmが1.1以上であり、脱硫処理の終了時におけるスラグの塩基度が2.0以上5.0以下で、脱硫処理の終了時におけるスラグ中のAl
2
O
3
濃度が2質量%以上10質量%以下である。
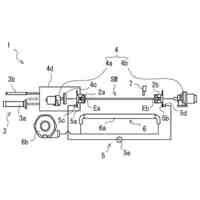
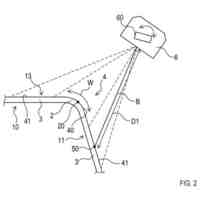
【選択図】図1
特許請求の範囲
【請求項1】
インペラーを回転させて溶銑を攪拌しながら脱硫剤を投入することにより脱硫処理を行う溶銑の脱硫方法であって、
前記脱硫剤は、
前記脱硫剤中における粒径が500μm超の割合が5質量%以下で、
前記脱硫剤中における粒径が75μm超の割合をRr(質量%)、粒径が45μm以下の割合をRf(質量%)とした場合に、比Rf/Rrが1.0以上1.7以下で、
前記脱硫剤中における粒径が45μm超75μm以下の割合をRm(質量%)とした場合に、比Rr/Rmが1.1以上であり、
脱硫処理の終了時におけるスラグの塩基度が2.0以上5.0以下で、
脱硫処理の終了時におけるスラグ中のAl
2
O
3
濃度が2質量%以上10質量%以下であることを特徴とする溶銑の脱硫方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、機械攪拌を行って溶銑の脱硫処理を行う溶銑の脱硫方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、高純度鋼への需要がより高まっており、効率的かつ安定的な脱硫方法の開発が求められている。脱硫反応は酸素濃度が低い方が進行しやすいことから、転炉での吹酸処理により溶鉄中の酸素ポテンシャルが高まる前に脱硫処理を行うことが望ましい。そこで、高炉から出銑された溶銑の段階において硫黄濃度を低減させる方法が従来から行われている。
【0003】
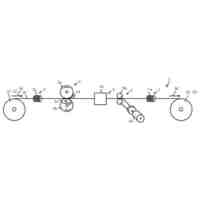
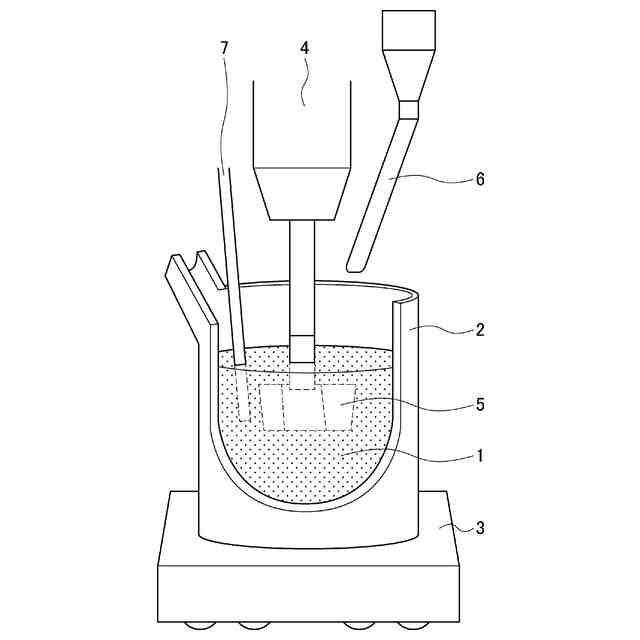
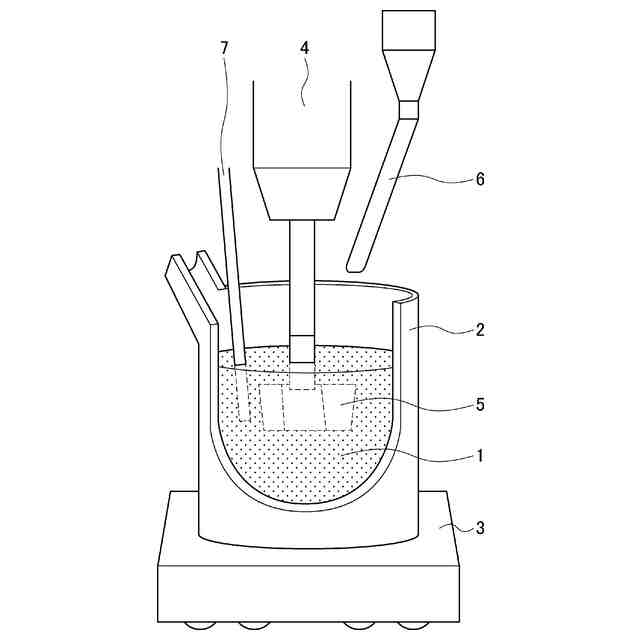
高炉から出銑された溶銑の脱硫方法としては、上部よりプロペラ状の撹拌機(以下、インペラーと称す)を鍋状の精錬容器に収容された溶銑に浸漬して回転させ、溶銑に脱硫剤を添加することにより脱硫を行う機械攪拌式脱硫法が広く行われている。機械攪拌式脱硫法では、脱硫反応を促進させるために脱硫剤を効率よく溶銑中に攪拌させ、溶銑と脱硫剤との間の反応界面積を向上させる必要がある。
【0004】
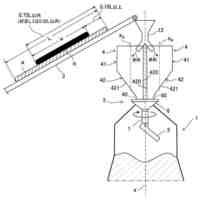
そこで、特許文献1には、反応界面積を向上させるために粒径の細かい脱硫剤を用いることを前提に、脱硫剤の添加速度を溶銑1トン当たり1.6kg/min以下に制御する技術が開示されている。また、特許文献2には、粒径が30μm~400μmの範囲の脱硫剤を上吹き添加して脱硫処理を行う技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2007-247045号公報
特開2011-149087号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び2に記載の方法は、脱硫剤の溶銑への巻き込み状況によって脱硫反応効率が変動しやすいという課題がある。
【0007】
本発明は前述の問題点を鑑み、脱硫反応効率を高位にかつ安定させた溶銑の脱硫方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、インペラーを回転させて溶銑を攪拌させながら脱硫処理を行う機械攪拌式脱硫法において、脱硫反応効率を高い水準で安定させるためには、脱硫剤粒子が溶銑表面に浮くことを抑制して溶銑中に沈ませ、かつ極力広い反応界面積を確保することが重要であると考え、種々の脱硫条件を検討した。その結果、脱硫剤の粒径分布を含めて脱硫条件を適正化することで、脱硫反応効率を高い水準で安定させることができることを見出した。本発明のこの適正化は、溶銑中に沈み込みやすい粗粒の脱硫剤を核粒子とし、広い反応界面積を確保できる細粒の脱硫剤を付着粒子として、脱硫処理中にこれらを付着させた粒子(以下、有核粉付着粒子と称す)を多く生成させたことによるものと推定できた。
【0009】
本発明は以下のとおりである。
[1]
インペラーを回転させて溶銑を攪拌しながら脱硫剤を投入することにより脱硫処理を行う溶銑の脱硫方法であって、
前記脱硫剤は、
前記脱硫剤中における粒径が500μm超の割合が5質量%以下で、
前記脱硫剤中における粒径が75μm超の割合をRr(質量%)、粒径が45μm以下の割合をRf(質量%)とした場合に、比Rf/Rrが1.0以上1.7以下で、
前記脱硫剤中における粒径が45μm超75μm以下の割合をRm(質量%)とした場合に、比Rr/Rmが1.1以上であり、
脱硫処理の終了時におけるスラグの塩基度が2.0以上5.0以下で、
脱硫処理の終了時におけるスラグ中のAl
2
O
3
濃度が2質量%以上10質量%以下であることを特徴とする溶銑の脱硫方法。
【発明の効果】
【0010】
本発明によれば、脱硫反応効率を高位にかつ安定させた溶銑の脱硫方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1か月前
日本製鉄株式会社
転炉精錬方法
26日前
日本製鉄株式会社
溶鉄の製造方法
7日前
富士電子工業株式会社
焼入れ装置
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
株式会社不二越
熱処理システム
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
5日前
日本製鉄株式会社
溶銑の予備処理方法
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
5日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
28日前
JFEスチール株式会社
高炉の原料装入方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
大同特殊鋼株式会社
熱処理設備
2か月前
JFEスチール株式会社
高炉の原料装入方法
1か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
大同特殊鋼株式会社
雰囲気熱処理炉
1か月前
出光興産株式会社
熱処理油
2か月前
出光興産株式会社
熱処理油
2か月前
出光興産株式会社
熱処理油
5日前
日本製鉄株式会社
鋼の製造方法
1か月前
九州高周波熱錬株式会社
焼入れ装置
5日前
株式会社神戸製鋼所
溶銑の予備処理方法
28日前
日本製鉄株式会社
高炉操業方法
1か月前
トヨタ紡織株式会社
鉄心の焼鈍方法及び焼鈍用治具
12日前
フタバ産業株式会社
金属部材の製造方法
2か月前
フタバ産業株式会社
金属部材の製造方法
2か月前
株式会社神戸製鋼所
取鍋への合金投入方法
3か月前
日本製鉄株式会社
転炉吹錬方法
3か月前
山陽特殊製鋼株式会社
棒鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
3か月前
学校法人福岡工業大学
セメンタイトの製造方法
13日前
高周波熱錬株式会社
熱処理鋼線の製造装置及び熱処理鋼線の製造方法
14日前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
12日前
日本製鉄株式会社
溶鉄の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ