TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025122808
公報種別
公開特許公報(A)
公開日
2025-08-22
出願番号
2024018475
出願日
2024-02-09
発明の名称
棒鋼の製造方法
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
C21D
8/06 20060101AFI20250815BHJP(鉄冶金)
要約
【課題】エネルギー消費量が少ない、棒鋼製造方法の提供。
【解決手段】棒鋼の製造方法は、
A:その材質が、Cの含有率が0.08質量%以下であるオーステナイト系ステンレス鋼であるビレットを準備する工程、
B:上記ビレットを加熱して、その温度T1を1010℃以上1300℃以下にする工程、
C:上記ビレットに熱間圧延を施して、その温度T2が850℃以上である中間品を得る工程、
D:上記中間品に、水冷を施す工程、
及び
E:上記中間品に空冷を施して、この中間品の温度T3を575℃以下にする工程
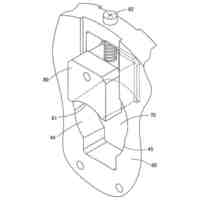
を含む。水冷の開始から、中間品の温度が575℃に達するまでの所要時間Ntは、45分以内である。水冷は、水冷装置14によってなされうる。
【選択図】図4
特許請求の範囲
【請求項1】
A:その材質が、Cの含有率が0.08質量%以下であるオーステナイト系ステンレス鋼であるビレットを準備する工程、
B:上記ビレットを加熱して、その温度T1を1010℃以上1300℃以下にする工程、
C:上記ビレットに熱間圧延を施して、その温度T2が850℃以上である中間品を得る工程、
D:上記中間品に、水冷を施す工程、
及び
E:上記中間品に空冷を施して、この中間品の温度T3を575℃以下にする工程
を含んでおり、
上記水冷の開始から、上記中間品の温度が575℃に達するまでの所要時間Ntが、45分以内である、棒鋼の製造方法。
続きを表示(約 160 文字)
【請求項2】
上記工程Dにおいて、中間品が水没させられる、請求項1に記載の製造方法。
【請求項3】
長さ方向に沿って並ぶ複数のトラフ、
2つのトラフに挟まれて位置するローラ、
及び
このトラフに向けて冷却媒体を注入しうる供給器
を備えた、棒鋼のための水冷装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、その材質がオーステナイト系ステンレス鋼である棒鋼の製造方法を開示する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
オーステナイト系ステンレス鋼において、析出物を固溶体に固溶させる方法として、固溶化熱処理が知られている。この固溶化熱処理の一例が、特開平10-110215号公報に開示されている。この熱処理では、熱間加工によって得られた鋼線が、インラインで冷却されることによって、過飽和固溶体が得られる。
【先行技術文献】
【特許文献】
【0003】
特開平10-110215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
棒鋼は、典型的には、熱間圧延によって得られる。熱間圧延では、ビレットが加熱炉によって加熱される。このビレットに、粗列圧延機、中間列圧延機及び仕上列圧延機による連続圧延が施され、中間品が得られる。材質がオーステナイト系ステンレス鋼である棒鋼の場合、この中間品に固溶化熱処理が施される。固溶化熱処理では、中間品が加熱され、かつ冷却される。この加熱には、エネルギーが必要である。カーボンニュートラルの観点から、化石燃料由来のエネルギーの使用は、好ましくない。
【0005】
本出願人の意図するところは、その材質がオーステナイト系ステンレス鋼である棒鋼が、少ないエネルギー消費量にて得られる、製造方法の提供にある。
【課題を解決するための手段】
【0006】
本明細書は、棒鋼の製造方法を開示する。この製造方法は、
A:その材質が、Cの含有率が0.08質量%以下であるオーステナイト系ステンレス鋼であるビレットを準備する工程、
B:上記ビレットを加熱して、その温度T1を1010℃以上1300℃以下にする工程、
C:上記ビレットに熱間圧延を施して、その温度T2が850℃以上である中間品を得る工程、
D:上記中間品に、水冷を施す工程、
及び
E:上記中間品に空冷を施して、この中間品の温度T3を575℃以下にする工程
を含む。水冷の開始から、中間品の温度が575℃に達するまでの所要時間Ntは、45分以内である。
【0007】
好ましくは、工程Dにおいて、中間品が水没させられる。
【0008】
本明細書はさらに、棒鋼のための冷却装置を開示する。この装置は、
長さ方向に沿って並ぶ複数のトラフ、
2つのトラフに挟まれて位置するローラ、
及び
このトラフに向けて冷却媒体を注入しうる供給器
を有する。
【発明の効果】
【0009】
この製造方法では、熱間圧延後の高温な中間品が、直接に冷却される。この製造方法では、エネルギー消費量が少ない。
【図面の簡単な説明】
【0010】
図1は、一実施形態に係る製造方法によって得られた棒鋼の一部が示された斜視図である。
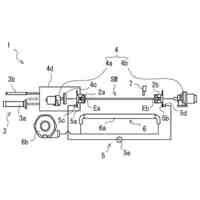
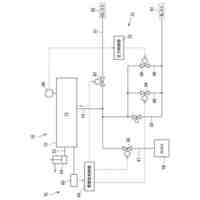
図2は、図1の棒鋼のための製造装置が示された概念図である。
図3は、図1の棒鋼の製造方法が示されたフローチャートである。
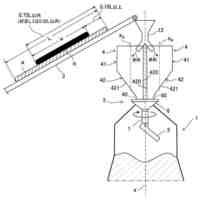
図4は、図2の装置の水冷装置の一部が中間品と共に示された斜視図である。
図5は、図4のV-V線に沿った拡大断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1か月前
日本製鉄株式会社
転炉精錬方法
27日前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
8日前
富士電子工業株式会社
焼入れ装置
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
中外炉工業株式会社
連続式熱処理炉
5か月前
日本製鉄株式会社
溶銑の予備処理方法
3か月前
株式会社不二越
熱処理システム
1か月前
中外炉工業株式会社
前処理装置
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
6日前
大同特殊鋼株式会社
浸炭部材の製造方法
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
6日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
大同特殊鋼株式会社
熱処理設備
2か月前
日本製鉄株式会社
脱りん方法
4か月前
JFEスチール株式会社
高炉の原料装入方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
29日前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
出光興産株式会社
熱処理油
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
鋼の製造方法
1か月前
大同特殊鋼株式会社
雰囲気熱処理炉
1か月前
出光興産株式会社
熱処理油
2か月前
富士電子工業株式会社
クランクシャフト支持装置
4か月前
日本製鉄株式会社
鋼の製造方法
6か月前
出光興産株式会社
熱処理油
6日前
九州高周波熱錬株式会社
焼入れ装置
6日前
日本製鉄株式会社
棒製品の製造方法
3か月前
株式会社神戸製鋼所
溶銑の予備処理方法
29日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ