TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112716
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007127
出願日
2024-01-22
発明の名称
熱処理方法及び熱処理装置
出願人
高周波熱錬株式会社
代理人
主分類
C21D
1/10 20060101AFI20250725BHJP(鉄冶金)
要約
【課題】種々の形状の加熱対象物の熱処理に、比較的容易かつ適切に対応することができる熱処理方法及び熱処理装置を提供する。
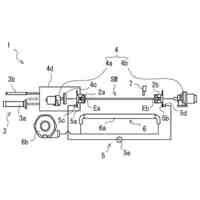
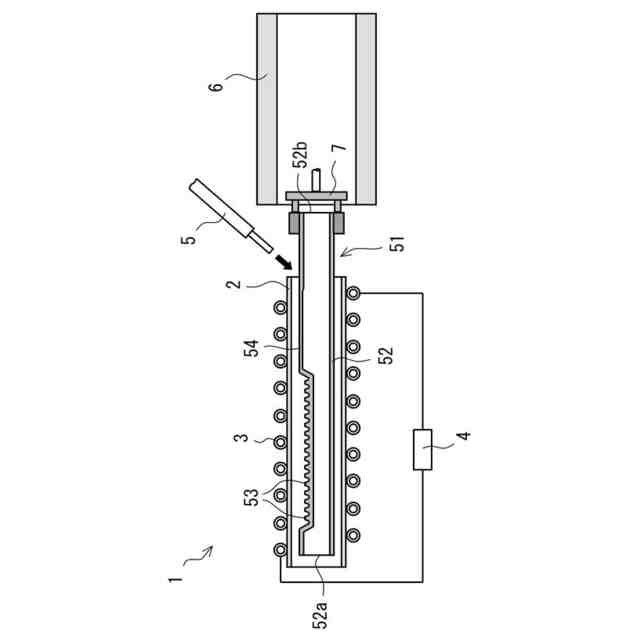
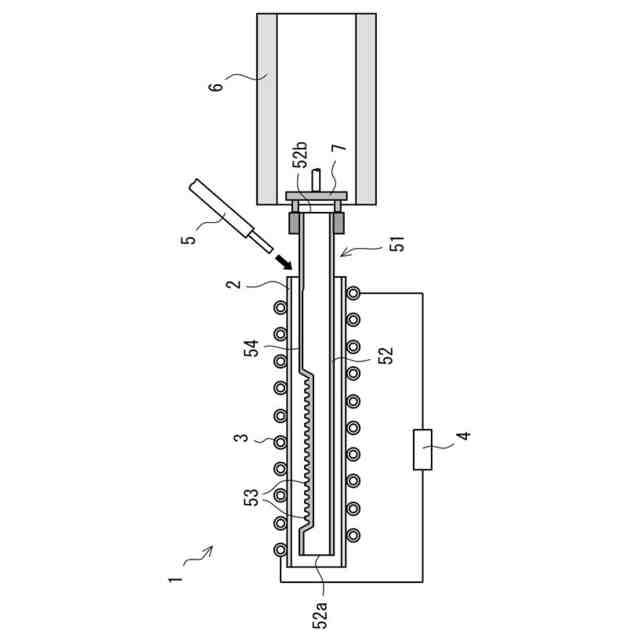
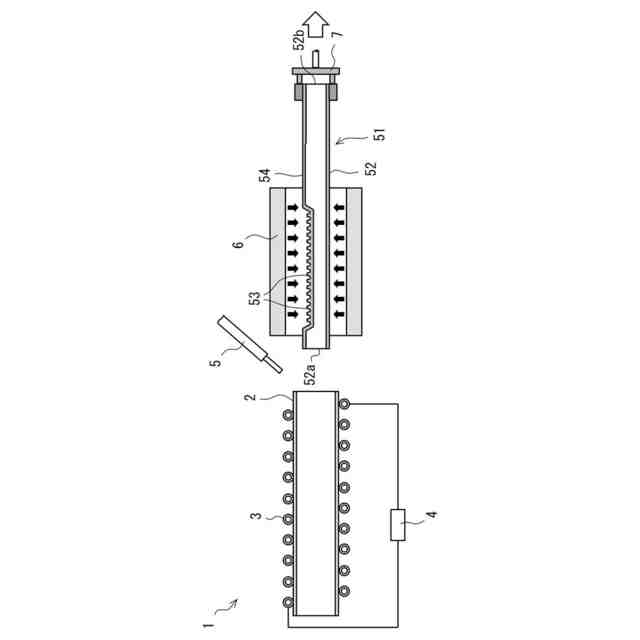
【解決手段】この発明の熱処理方法は、加熱対象物51に対して熱処理を施す方法であって、磁束を通過させると共に耐熱性及び絶縁性を有する中空部材2の内側に加熱対象物51を配置した状態で、前記加熱対象物51の周囲の雰囲気を調整しつつ、前記中空部材2の外側に位置する加熱コイル3への通電に基づく誘導加熱により、前記加熱対象物51を加熱し、前記中空部材2として、三次元造形により作製された中空部材2を用いるというものである。
【選択図】図1
特許請求の範囲
【請求項1】
加熱対象物に対して熱処理を施す方法であって、
磁束を通過させると共に耐熱性及び絶縁性を有する中空部材の内側に加熱対象物を配置した状態で、前記加熱対象物の周囲の雰囲気を調整しつつ、前記中空部材の外側に位置する加熱コイルへの通電に基づく誘導加熱により、前記加熱対象物を加熱し、
前記中空部材として、三次元造形により作製された中空部材を用いる、熱処理方法。
続きを表示(約 710 文字)
【請求項2】
前記中空部材が積層造形物である、請求項1に記載の熱処理方法。
【請求項3】
前記加熱対象物の周囲の雰囲気の調整を、前記中空部材の内側への雰囲気ガスの供給により行う、請求項1又は2に記載の熱処理方法。
【請求項4】
前記雰囲気ガスを非酸化性ガスとする、請求項3に記載の熱処理方法。
【請求項5】
前記中空部材が筒状部分を有するとともに、加熱対象物が棒状部分を有し、
前記加熱コイルが、前記中空部材の前記筒状部分の外側で該筒状部分の周囲に螺旋状に延びる部分を有する、請求項1又は2に記載の熱処理方法。
【請求項6】
前記中空部材がガラス製又は樹脂製である、請求項1又は2に記載の熱処理方法。
【請求項7】
前記加熱対象物を加熱した後に冷却する、請求項1又は2に記載の熱処理方法。
【請求項8】
前記加熱対象物の焼入れに用いられる、請求項1又は2に記載の熱処理方法。
【請求項9】
加熱対象物に対して熱処理を施すことに用いられる熱処理装置であって、
磁束を通過させると共に耐熱性及び絶縁性を有し、内側に前記加熱対象物が配置される中空部材と、
前記中空部材の外側に位置し、前記加熱対象物の誘導加熱を生じさせるべく電流が流れる加熱コイルと
を有し、
前記中空部材が積層造形物である、熱処理装置。
【請求項10】
前記中空部材の内側に雰囲気ガスを供給するガス供給部を有する、請求項9に記載の熱処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、誘導加熱による加熱対象物の焼入れ等の熱処理に用いられる熱処理方法及び熱処理装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
熱処理の一例として、鋼製の加熱対象物の表面に対する高周波焼入れは、一般に大気中にて行われる。この場合、短時間の加熱及び急冷としても加熱対象物の表面に酸化被膜が形成されることから、後工程の研磨や研削等でそれを除去することが必要になる。
【0003】
これに対し、いわゆる無酸化焼入れでは、たとえば加熱対象物の周囲の雰囲気を、たとえば窒素ガスその他の雰囲気ガスの供給等によって調整しながら、誘導加熱で加熱対象物の焼入れを行う。これにより、加熱対象物の表面への酸化被膜の形成を抑制することができる。そのような無酸化焼入れに関する技術としては、特許文献1に記載されたもの等がある。
【0004】
特許文献1には、「スプールの頭部と腰部とを同時に焼入することができ、しかも、焼入面にスケールが発生しないようにする」ことを目的として、「不活性ガス或いは還元性ガスが充満し下端開放のワーク収容容器内に保持されているワークを、前記ワーク収容容器の外側でワークの被焼入面に対向するように配設した高周波加熱コイルによって加熱後、ワークの前記保持を解除し、ワークを、焼入液を収容し前記ワーク収容容器の下部に取り付けられたタンク内に落下させて、前記焼入液に浸漬させることを特徴とする無酸化高周波焼入方法」が提案されている。また、この特許文献1では、「不活性ガス或いは還元性ガスが充満し下端開放のワーク収容容器と、このワーク収容容器内にワークを保持する手段と、前記ワーク収容容器の外側でワークの被焼入面に対向するように配設した高周波加熱コイルと、ワークの前記保持を解除する手段と、焼入液を収容し前記ワーク収容容器の下部に取り付けられたタンクとを備えたことを特徴とする無酸化高周波焼入装置」も提案されている。
【先行技術文献】
【特許文献】
【0005】
特開平05-287363号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した無酸化焼入れのような熱処理では、加熱対象物を中空部材の内側に配置し、その状態で、中空部材の外側の加熱コイルを用いて誘導加熱により加熱対象物を加熱することができる。このとき、中空部材の内側で加熱対象物の周囲の雰囲気が調整されることで、加熱対象物の表面への酸化被膜の形成を抑制することができる。かかる熱処理に用いる中空部材は、内側の加熱対象物の誘導加熱が可能になるように、磁束を通過させると共に耐熱性及び絶縁性を有する材質で構成することが求められる。
【0007】
ここで、加熱対象物は、それ自体の形状やその熱処理が施される表面等の被加熱部の寸法ないし形状が異なる様々なものがある。内側に加熱対象物が配置される中空部材は、そのような各加熱対象物の形状に応じた様々な寸法及び形状のものが必要になる。
【0008】
但し、多様な寸法・形状の中空部材の全てを、購買により市場で入手可能な汎用品の円筒状等の部材で賄うことは困難である。また、中空部材の材質によっては、加工が難しい場合もある。上述した熱処理を行うに当たっては、そのような種々の寸法・形状の中空部材を容易に入手できることが望まれる。
【0009】
この発明は、上述したようなことを課題とするものであり、その目的は、種々の寸法ないし形状の加熱対象物の熱処理に、比較的容易かつ適切に対応することができる熱処理方法及び熱処理装置を提供することにある。
【課題を解決するための手段】
【0010】
この発明の熱処理方法は、加熱対象物に対して熱処理を施す方法であって、磁束を通過させると共に耐熱性及び絶縁性を有する中空部材の内側に加熱対象物を配置した状態で、前記加熱対象物の周囲の雰囲気を調整しつつ、前記中空部材の外側に位置する加熱コイルへの通電に基づく誘導加熱により、前記加熱対象物を加熱し、前記中空部材として、三次元造形により作製された中空部材を用いるというものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
九州高周波熱錬株式会社
焼入れ装置
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
高周波熱錬株式会社
熱処理鋼線の製造装置及び熱処理鋼線の製造方法
2か月前
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
9か月前
新和環境株式会社
炉システム
9か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉精錬方法
8か月前
富士電子工業株式会社
焼入れ装置
4か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
中外炉工業株式会社
連続式熱処理炉
7か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
2か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
株式会社不二越
熱処理システム
3か月前
株式会社デンケン
高温炉
8か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
6か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
日本製鉄株式会社
脱りん方法
6か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
高炉の操業方法
7か月前
出光興産株式会社
熱処理油
3か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ