TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025142717
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042230
出願日
2024-03-18
発明の名称
熱処理鋼線の製造装置及び熱処理鋼線の製造方法
出願人
高周波熱錬株式会社
代理人
主分類
C21D
9/60 20060101AFI20250924BHJP(鉄冶金)
要約
【課題】異形断面と円形断面の両方を有する熱処理鋼線を製造することができる熱処理鋼線の製造装置及び熱処理鋼線の製造方法を提供する。
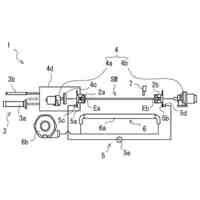
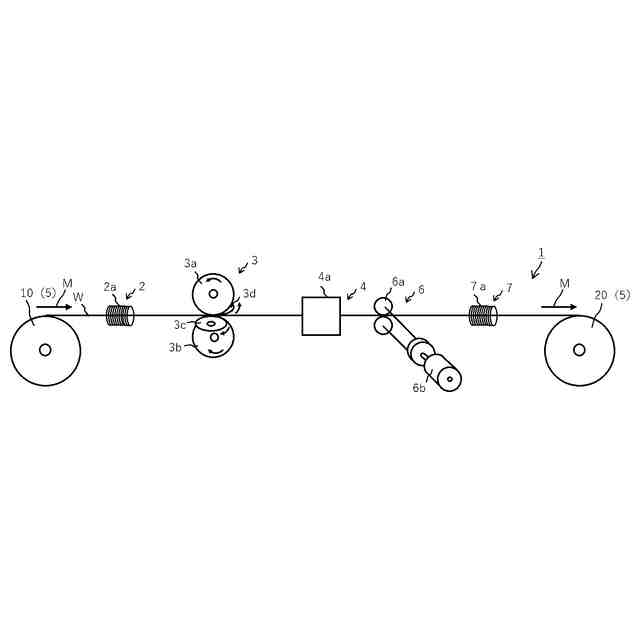
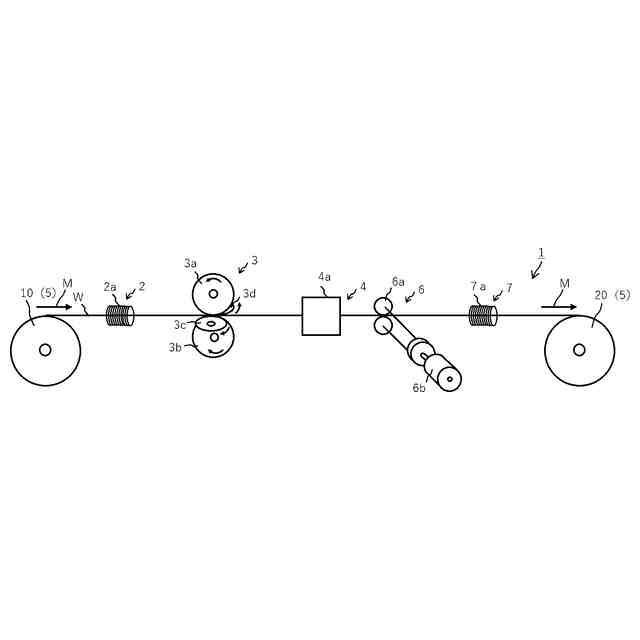
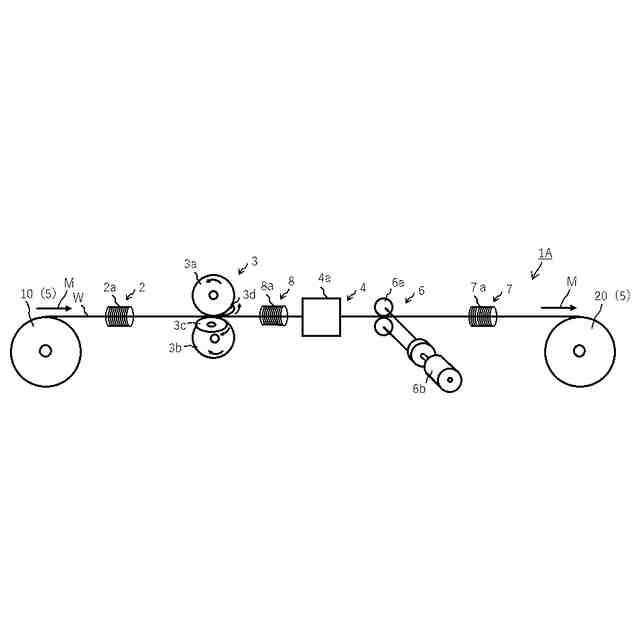
【解決手段】本実施形態に係る熱処理鋼線の製造装置1は、直径Dを有する円形断面Roの素材鋼線Wを圧延温度まで誘導加熱する圧延加熱手段2と、前記誘導加熱された素材鋼線Wの円形断面Roを圧延加工する圧延加工手段3と、前記素材鋼線Wを急冷して焼入れする冷却手段4と、前記圧延加熱手段2、前記圧延加工手段3及び前記冷却手段4の順で、前記素材鋼線Wを連続して移動させる移動手段5と、を備え、前記圧延加工手段3は、前記素材鋼線Wの移動中に前記圧延加工の開始及び終了が切替可能SWであることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
円形断面の素材鋼線を圧延温度まで通電加熱又は誘導加熱する圧延加熱手段と、
前記通電加熱又は誘導加熱された素材鋼線の円形断面を圧延加工する圧延加工手段と、
前記素材鋼線を急冷して焼入れする冷却手段と、
前記圧延加熱手段、前記圧延加工手段及び前記冷却手段の順で、前記素材鋼線を連続して移動させる移動手段と、を備え、
前記圧延加工手段は、前記素材鋼線の移動中に前記圧延加工の開始及び終了が切替可能である熱処理鋼線の製造装置。
続きを表示(約 440 文字)
【請求項2】
前記圧延加工手段と前記冷却手段との間に設けられ、前記圧延加工した素材鋼線を焼入温度まで通電加熱又は誘導加熱する焼入加熱手段と、を更に備える請求項1に記載の熱処理鋼線の製造装置。
【請求項3】
円形断面の素材鋼線を圧延温度まで通電加熱又は誘導加熱する圧延加熱工程と、
前記通電加熱又は誘導加熱された素材鋼線の円形断面を圧延加工する圧延加工工程と、
前記素材鋼線を急冷して焼入れする冷却工程と、を備え、
前記素材鋼線は、前記圧延加熱工程、前記圧延加工工程及び前記冷却工程の順で、連続して移動され、
前記圧延加工工程は、前記素材鋼線の移動中に前記圧延加工の開始及び終了が切替可能である熱処理鋼線の製造方法。
【請求項4】
前記圧延加工工程と前記冷却工程との間に設けられ、前記圧延加工した素材鋼線を焼入温度まで通電加熱又は誘導加熱する焼入加熱工程と、を更に備える請求項3に記載の熱処理鋼線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱処理鋼線の製造装置及び熱処理鋼線の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
丸断面の鋼線から連続的に異形断面に熱間成形し、成形と焼入れ熱処理とを同時に行って、1工程で熱処理された熱処理異形鋼線を製造する方法を提供することを目的として誘導加熱又は/及び直接通電加熱手段により被加工鋼線を圧延温度まで急速短時間加熱して所定異形断面に熱間圧延成形し、圧延直後に急冷して加工焼入れを行う熱処理異形鋼線の製造方法等が開示されている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2003-27138号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の製造方法等は、コイルばねその他の用途に使用される角又は矩形もしくは近似梯形断面などの異形断面と丸(円形)断面の両方を有する熱処理鋼線を製造するには限界があった。
【0005】
本発明は上記事情に鑑みてなされたものであり、異形断面と円形断面の両方を有する熱処理鋼線を製造することができる熱処理鋼線の製造装置及び熱処理鋼線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る熱処理鋼線の製造装置は、円形断面の素材鋼線を圧延温度まで通電加熱又は誘導加熱する圧延加熱手段と、前記通電加熱又は誘導加熱された素材鋼線の円形断面を圧延加工する圧延加工手段と、前記素材鋼線を急冷して焼入れする冷却手段と、前記圧延加熱手段、前記圧延加工手段及び前記冷却手段の順で、前記素材鋼線を連続して移動させる移動手段と、を備え、前記圧延加工手段は、前記素材鋼線の移動中に前記圧延加工の開始及び終了が切替可能であることを特徴とする。
【0007】
本発明に係る熱処理鋼線の製造方法は、円形断面の素材鋼線を圧延温度まで通電加熱又は誘導加熱する圧延加熱工程と、前記通電加熱又は誘導加熱された素材鋼線の円形断面を圧延加工する圧延加工工程と、前記素材鋼線を急冷して焼入れする冷却工程と、を備え、前記素材鋼線は、前記圧延加熱工程、前記圧延加工工程及び前記冷却工程の順で、連続して移動され、前記圧延加工工程は、前記素材鋼線の移動中に前記圧延加工の開始及び終了が切替可能であることを特徴とする。
【発明の効果】
【0008】
本発明は、異形断面と円形断面の両方を有する熱処理鋼線を製造することができる熱処理鋼線の製造装置及び熱処理鋼線の製造方法が提供される。
【図面の簡単な説明】
【0009】
図1は、本発明の実施形態に係る熱処理鋼線の製造装置を示す概念図である。
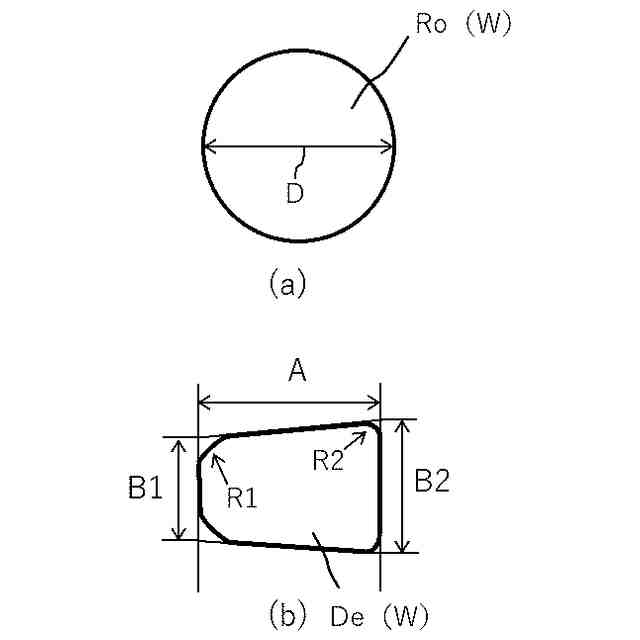
図2は、本発明の実施形態に係る熱処理鋼線の製造装置で圧延加工される前後の素材鋼線の断面形状の一例を示す概念図であり、(a)は圧延加工前、(b)は圧延加工後の圧延加工された部分の断面形状の一例を示す概念図である。
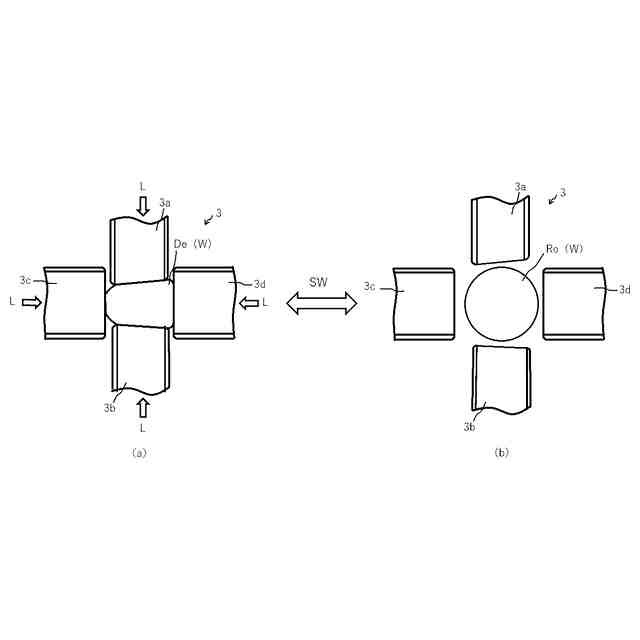
図3は、本発明の実施形態に係る熱処理鋼線の製造装置における圧延加工手段のロール形状、当該ロールの状態及び当該状態が切替可能であることを示す概念図であり、(a)は圧延加工の状態、(b)は圧延加工を終了した状態を示す概念図である。
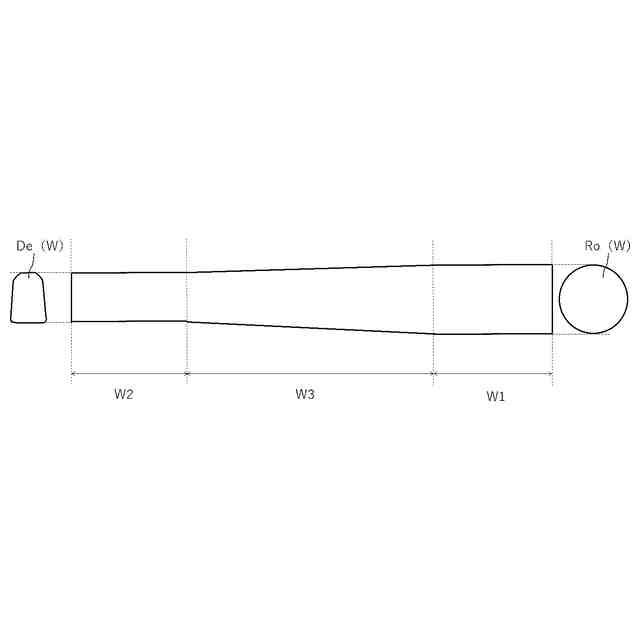
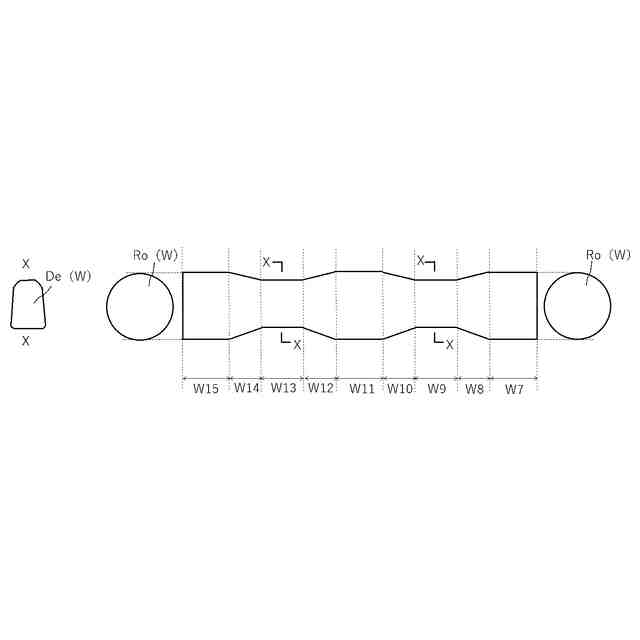
図4は、本発明の実施形態に係る製造方法により製造された熱処理鋼線の一部分の形状の一例を示す概念図である。
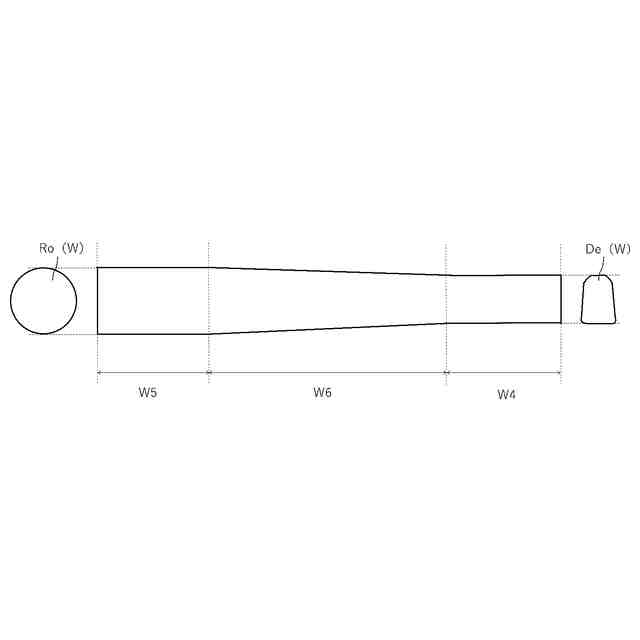
図5は、本発明の実施形態に係る製造方法により製造された熱処理鋼線の一部分の形状の他の一例を示す概念図である。
図6は、本発明の実施形態に係る製造方法により製造された熱処理鋼線の一部分の形状の他の一例を示す概念図である。
図7は、本発明の他の実施形態に係る熱処理鋼線の製造装置を示す概念図である。
【発明を実施するための形態】
【0010】
以下に図面を参照しながら、本発明の実施形態について詳細に説明する。
図1は、本実施形態に係る熱処理鋼線の製造装置を示す概念図である。図2は、本実施形態に係る熱処理鋼線の製造装置で圧延加工される前後の素材鋼線の断面形状の一例を示す概念図であり、(a)は圧延加工前、(b)は圧延加工後の圧延加工された部分の断面形状の一例を示す概念図である。図3は、本実施形態に係る熱処理鋼線の製造装置における圧延加工手段のロール形状、当該ロールの状態及び当該状態が切替可能であることを示す概念図であり、(a)は圧延加工の状態、(b)は圧延加工を終了した状態を示す概念図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
九州高周波熱錬株式会社
焼入れ装置
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
富士電子工業株式会社
焼入れ装置
4か月前
中外炉工業株式会社
連続式熱処理炉
7か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
6か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
2か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
株式会社不二越
熱処理システム
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
日本製鉄株式会社
脱りん方法
6か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
大同特殊鋼株式会社
熱処理設備
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
7か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
鋼の製造方法
3か月前
出光興産株式会社
熱処理油
4か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
出光興産株式会社
熱処理油
2か月前
出光興産株式会社
熱処理油
4か月前
日本製鉄株式会社
鋼の製造方法
5か月前
日本製鉄株式会社
鋼の製造方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ