TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025165627
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069801
出願日
2024-04-23
発明の名称
焼入れ方法
出願人
NTN株式会社
代理人
個人
,
個人
主分類
C21D
9/40 20060101AFI20251028BHJP(鉄冶金)
要約
【課題】ワークを全体焼入れするに際し、ワークの加熱に要する時間及びエネルギー量を抑制しつつ、ワーク内の炭化物面積率を均一にする。
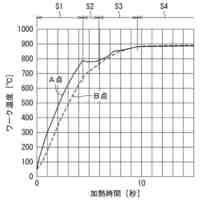
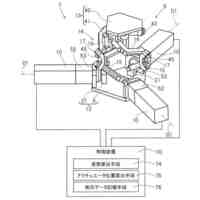
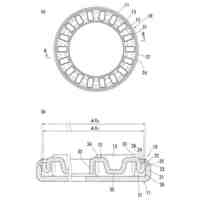
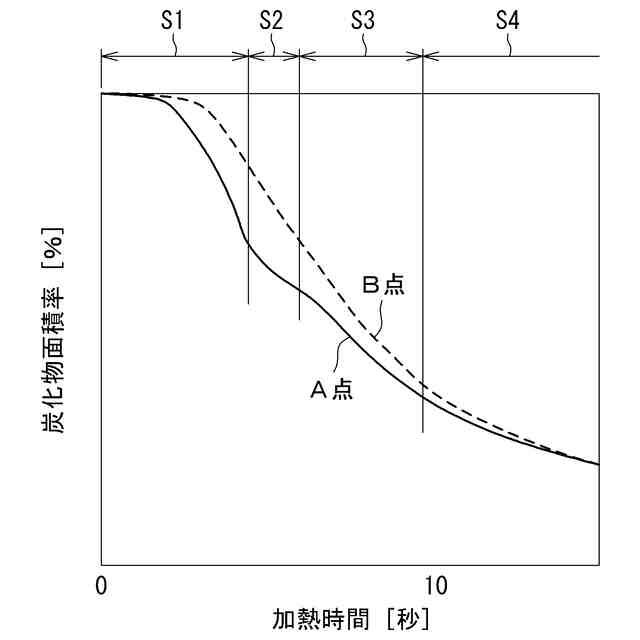
【解決手段】鋼材からなる環状のワークWを全体焼入れするためにワークWを誘導加熱する加熱工程において、ワークWを連続的に昇温させる昇温ステップを、ワークWを鋼のキュリー温度に到達するまで昇温させる一次昇温ステップS1と、ワークWを焼入れ温度以上の所定温度に到達するまで昇温させる二次昇温ステップS3とで構成する。両昇温ステップS1,S3間で、一次昇温ステップS1の実施時よりも加熱コイル2A,2Bの出力を下げることによりワークW内で熱拡散を行う熱拡散ステップS2を実施する。
【選択図】図3
特許請求の範囲
【請求項1】
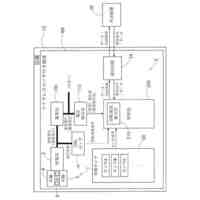
加熱コイルに通電することにより鋼材からなる環状のワークを誘導加熱する加熱工程と、加熱完了後の前記ワークを急冷して前記ワークを全体焼入れする冷却工程とを備え、
前記加熱工程は、前記ワークを連続的に昇温させる昇温ステップが、前記ワークを鋼のキュリー温度に到達するまで昇温させる一次昇温ステップと、前記ワークを焼入れ温度以上の所定温度に到達するまで昇温させる二次昇温ステップとからなり、
前記一次昇温ステップと前記二次昇温ステップとの間で、前記一次昇温ステップの実施時よりも前記加熱コイルの出力を下げることにより前記ワーク内で熱拡散を行う熱拡散ステップを実施することを特徴とする焼入れ方法。
続きを表示(約 350 文字)
【請求項2】
前記加熱工程では、前記二次昇温ステップの実施後に、前記ワークを前記所定温度に保持する温度保持ステップが実施される請求項1に記載の焼入れ方法。
【請求項3】
前記一次昇温ステップの実施時における前記ワークの昇温速度を、前記二次昇温ステップの実施時における前記ワークの昇温速度よりも速くした請求項1に記載の焼入れ方法。
【請求項4】
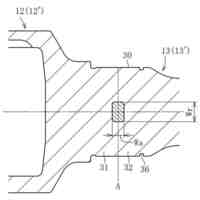
前記加熱工程では、前記ワークの径方向外側及び内側にそれぞれ配置され、電気的に直列接続された前記加熱コイルとしての外径側コイル及び内径側コイルに通電することにより、前記ワークを誘導加熱する請求項1に記載の焼入れ方法。
【請求項5】
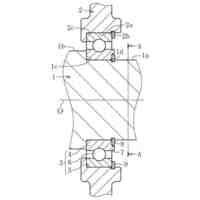
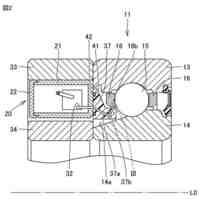
前記ワークが、転がり軸受の軌道輪である請求項1に記載の焼入れ方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材からなる環状のワークの焼入れ方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
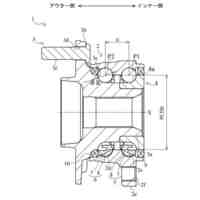
例えば転がり軸受の軌道輪のように、高い機械的強度や硬度等を具備していることが求められる環状の機械部品には、炭素含有量が0.8質量%以上の鋼材(例えば、JIS G4805に規定された高炭素クロム軸受鋼の一種であるSUJ2)で所定形状に形成された環状のワークに対して焼入れや焼戻し等の熱処理を施したものが採用される。
【0003】
焼入れには、ワーク全体を焼入れする全体焼入れと、ワークの表層部のみを焼入れする表面焼入れとがあり、最終的に上記軌道輪となる環状のワークには、通常、全体焼入れが施される。ワークを全体焼入れする際、ワークは雰囲気加熱(炉加熱)又は誘導加熱の何れで加熱しても構わないが、雰囲気加熱に比べ、加熱に要するエネルギー量を大幅に削減できる、加熱時間を大幅に短縮することができる、などの利点がある誘導加熱を採用するケースが増加している。
【0004】
ところでワークを全体焼入れする際の加熱工程では、ワークの金属組織中に所定量の炭素を溶け込ませる(所定の炭化物面積率を有する加熱完了品を得る)ことができるような加熱条件でワークが誘導加熱される。但し、焼入れ効率を高めるべく、加熱コイルの出力を上げてワークを急速に昇温させると、ワークの形状や肉厚によってはワーク内で大きな温度差が生じる場合がある。一例を挙げると、ワークの一部が誘導加熱時の狙い温度である900℃程度に昇温していても、ワーク中には800℃程度にしか昇温していない部位が存在する場合がある。このようにワーク内に大きな温度差がある状態、さらに言えばワーク内で炭化物面積率が大きくばらついた状態でワークを冷却・焼入れすると、焼入れ後のワークの金属組織が不均一になり、所望の機械的強度や硬度等を具備した機械部品を得ることができなくなる。
【0005】
係る問題を解消するのに有効と考えられる方法が下記の特許文献1に記載されている。具体的には、ワークを誘導加熱する加熱工程において、加熱コイルに対して高周波電流を複数回に分けて供給することにより、ワークを連続的に昇温させる昇温ステップと、ワーク内での熱拡散を促す熱拡散ステップとを交互に繰り返し実施する、というものである。熱拡散ステップでは、ワーク内の高温部分から低温部分への熱移動が起こるので、ワーク内の温度差を小さくし、ワーク内の炭化物面積率を均一化することが可能となる。
【先行技術文献】
【特許文献】
【0006】
特開2007-262461号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の加熱方法は、ワークを焼き戻しする際の方法として提案されている。通常、焼入れ温度は焼き戻し温度よりも大幅に高く設定されることから、特許文献1に記載の加熱方法を焼入れ時の加熱工程に適用するとなると、上記の昇温ステップ及び熱拡散ステップのそれぞれをかなりの多数回実施する必要が生じると考えられる。そして、熱拡散ステップは、その実施回数(実施時間)が増えると、その時間分だけ加熱工程の総時間が長くなることが懸念される。また、熱拡散ステップでは、ワーク内での熱拡散と同時にワーク外への放熱も起こるため、その実施回数が増えるほどワークの加熱に要する総エネルギー量が増大することも懸念される。
【0008】
係る実情に鑑み、本発明は、鋼材からなる環状のワークを誘導加熱した後急冷することでワークを全体焼入れするに際し、ワークの加熱に要する時間及びエネルギー量を抑制しつつ、ワーク内の残留炭化物量(炭化物面積率)を均一化することを可能とし、もって所望の機械的強度等を具備した高品質の焼入れ完了品を低コストに取得可能とすることを目的とする。
【課題を解決するための手段】
【0009】
上記の目的を達成するために創案された本発明に係る焼入れ方法は、加熱コイルに通電することにより鋼材からなる環状のワークを誘導加熱する加熱工程と、加熱完了後のワークを急冷してワークを全体焼入れする冷却工程とを備え、
加熱工程は、ワークを連続的に昇温させる昇温ステップが、ワークを鋼のキュリー温度に到達するまで昇温させる一次昇温ステップと、ワークを焼入れ温度以上の所定温度に到達するまで昇温させる二次昇温ステップとからなり、一次昇温ステップと二次昇温ステップとの間で、一次昇温ステップの実施時よりも加熱コイルの出力を下げることによりワーク内で熱拡散を行う熱拡散ステップを実施することを特徴とする。
【0010】
本発明に係る焼入れ方法の加熱工程において最初に実施される一次昇温ステップの実施段階では、ワークが炭素の溶け込みに対して影響が少ない鋼のキュリー温度(約780℃)に到達するように昇温させられるため、ワーク内で大きな温度差が生じた場合でも、ワークの高温部位と低温部位の間での残存炭化物量(炭化物面積率)の差を小さく抑えることができる。一次昇温ステップに続けて実施される熱拡散ステップでは、一次昇温ステップの実施時よりも加熱コイルの出力が下げられるため、ワーク全体が昇温するのを抑えることができる一方で、一次昇温ステップでワーク内に生じた温度差を熱拡散(ワークの高温部位から低温部位への熱移動)によって小さくすることができる。このようにワーク内の温度差を小さくすることができれば、これと同時に、ワーク内の炭化物面積率差を小さくすることができる。熱拡散ステップに続けて実施される二次昇温ステップでは、ワークが焼入れ温度以上の所定温度に到達するまで昇温させられるため、ワークの全域で金属組織への炭素の溶け込みが進行(再開)することになるが、前段の熱拡散ステップでワークの温度が略均一化されているため、ワークの金属組織に対する炭素の溶け込み量をワーク内で均一化することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NTN株式会社
玉軸受
1か月前
NTN株式会社
軸受装置
1か月前
NTN株式会社
軸受装置
1か月前
NTN株式会社
焼結軸受
1か月前
NTN株式会社
軸受装置
1か月前
NTN株式会社
軸受装置
1か月前
NTN株式会社
焼成軸受
1か月前
NTN株式会社
焼成軸受
1か月前
NTN株式会社
転がり軸受
1か月前
NTN株式会社
荷積込装置
1か月前
NTN株式会社
転がり軸受
1か月前
NTN株式会社
ボールねじ
22日前
NTN株式会社
焼入れ方法
21日前
NTN株式会社
回転伝達装置
1か月前
NTN株式会社
回転伝達装置
1か月前
NTN株式会社
車輪用軸受装置
1か月前
NTN株式会社
リンク作動装置
1か月前
NTN株式会社
ボールねじ装置
22日前
NTN株式会社
ボールねじ装置
22日前
NTN株式会社
円すいころ軸受
22日前
NTN株式会社
軸受装置及び間座
1か月前
NTN株式会社
密封装置付き軸受
19日前
NTN株式会社
シェル形針状ころ軸受
1か月前
NTN株式会社
等速自在継手用ブーツ
1か月前
NTN株式会社
ブーツ付等速自在継手
1か月前
NTN株式会社
転がり軸受の設計方法
27日前
NTN株式会社
環状部品の抜け止め構造
22日前
NTN株式会社
軸受装置および機械装置
1か月前
NTN株式会社
等速自在継手の外側継手部材
1か月前
NTN株式会社
連結機構及びこれを備えた研削盤
1か月前
NTN株式会社
軸受装置および異常検知システム
1か月前
NTN株式会社
軸受装置および異常検知システム
1か月前
NTN株式会社
転がり軸受の耐電食性能評価方法
27日前
NTN株式会社
転がり軸受の耐電食性能評価方法
27日前
NTN株式会社
軌道輪保持器一体型スラストころ軸受
1か月前
NTN株式会社
ピッキング装置およびピッキング方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ