TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160527
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024051807
出願日
2024-03-27
発明の名称
焼成軸受
出願人
NTN株式会社
代理人
個人
,
個人
主分類
F16C
33/12 20060101AFI20251016BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】回転軸との接触面積を低減し、安定した回転を得ることができ、電流値を低く抑え、回転速度を高めることができる焼成軸受を提供する。
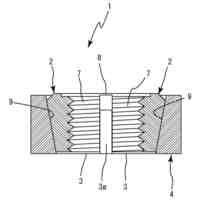
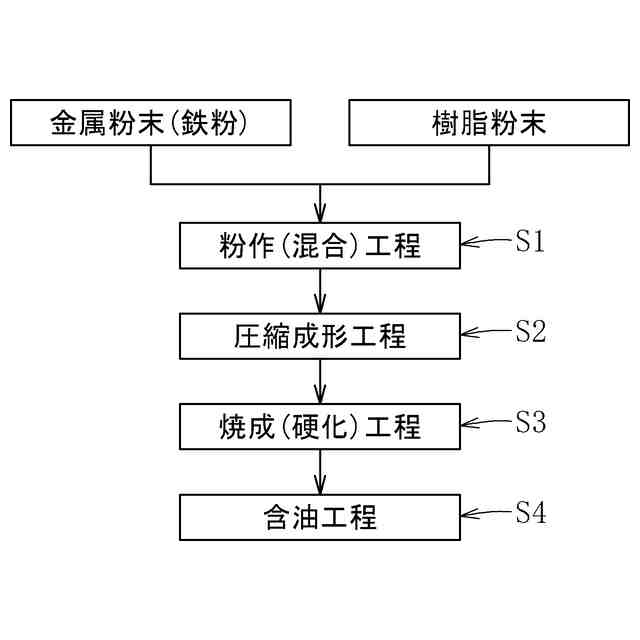
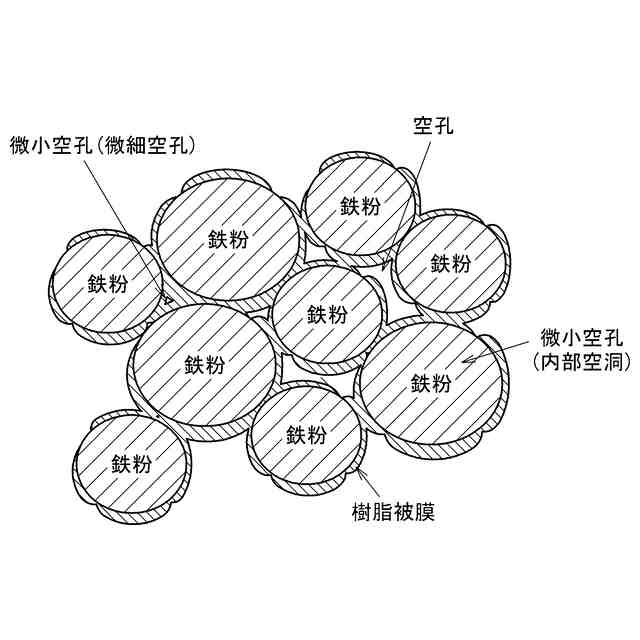
【解決手段】内周面の軸方向に離間した2か所に軸受面部が設けられ、軸受面部間に、内径が軸受面部の内径よりも大きく設定された逃げ部を有し、金属粉末と樹脂粉末とを含む焼成軸受である。焼成軸受は、金属粉末間に介在した樹脂粉末で金属粉末を結着した組織を有し、樹脂粉末は、熱硬化性の潜在性硬化剤を含むエポキシ樹脂粉末である。
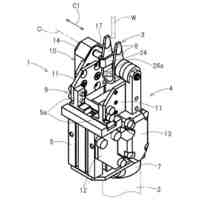
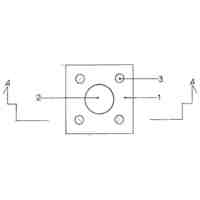
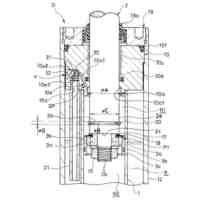
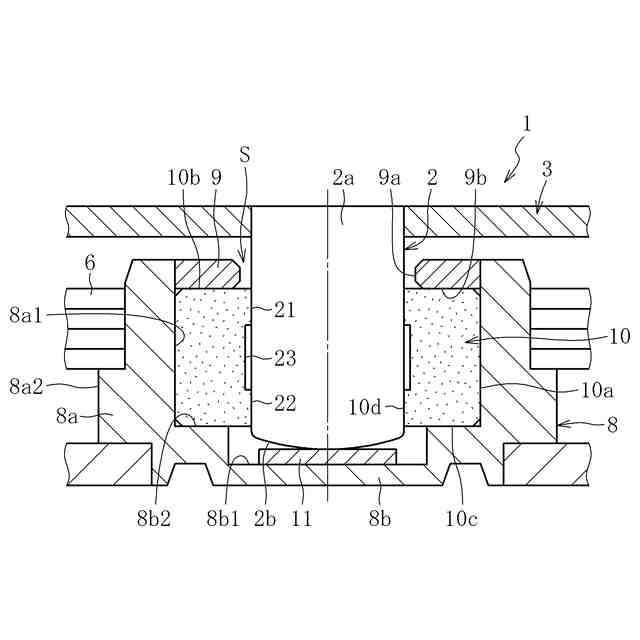
【選択図】図1
特許請求の範囲
【請求項1】
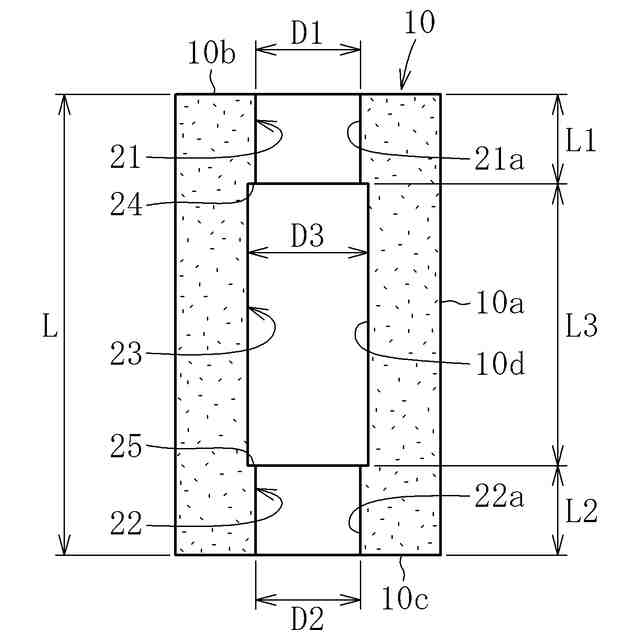
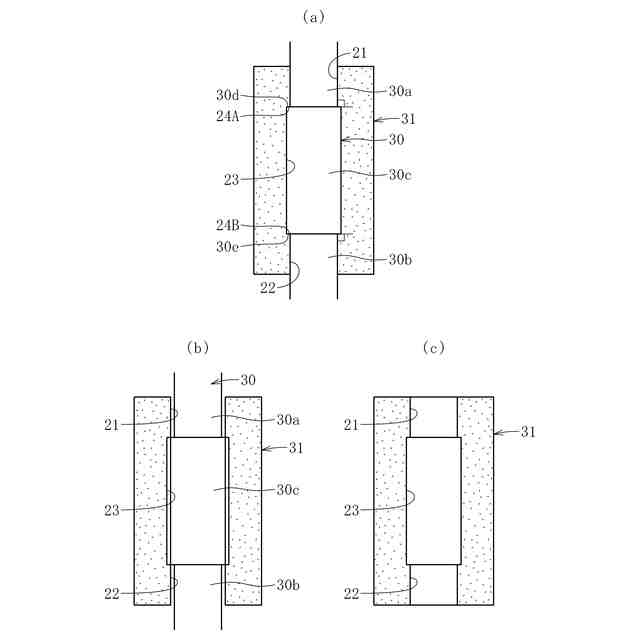
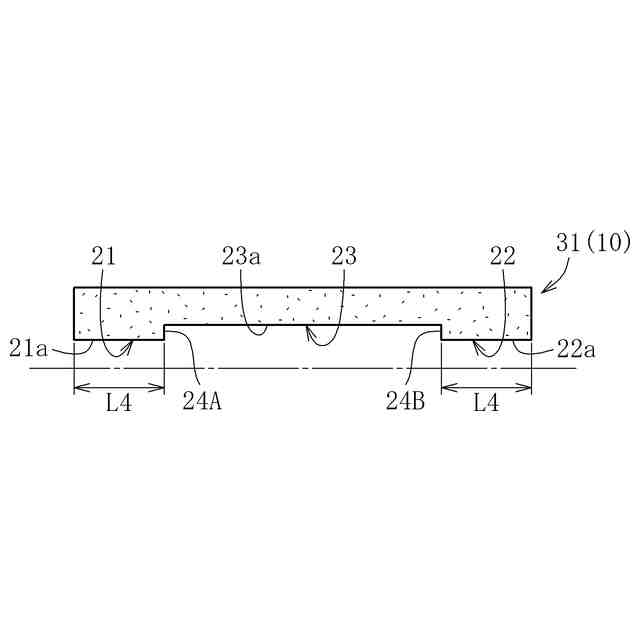
内周面の軸方向に離間した2か所に軸受面部が設けられ、軸受面部間に、内径が軸受面部の内径よりも大きく設定された逃げ部を有し、金属粉末と樹脂粉末とを含む焼成軸受であって、
前記焼成軸受は、金属粉末間に介在した前記樹脂粉末で前記金属粉末を結着した組織を有し、前記樹脂粉末は、熱硬化性の潜在性硬化剤を含むエポキシ樹脂粉末であることを特徴とする焼成軸受。
続きを表示(約 660 文字)
【請求項2】
前記金属粉末と樹脂粉末との混合粉末は、金属粉末を95wt%から99wt%とし、残部が樹脂粉末であることを特徴とする請求項1に記載の焼成軸受。
【請求項3】
前記金属粉末と樹脂粉末との混合粉末の金属粉末が鉄粉であり、鉄粉の平均粒子径50μm~200μmの粗粉であることを特徴とする請求項1に記載の焼成軸受。
【請求項4】
前記鉄粉は、粉末内部に空洞を持ち、その空洞に潤滑オイルを保持することが可能な海面状鉄粉であることを特徴とする請求項3に記載の焼成軸受。
【請求項5】
前記焼成軸受は、鉄紛粒子間の相互拡散による焼結の進行がなく、樹脂の結着力により鉄紛粒子が固着された断面組織を持つことを特徴とする請求項1に記載の焼成軸受。
【請求項6】
前記金属粉末と樹脂粉末との混合粉末を金型内で圧縮成形し、その際に生じる圧粉体内径のスプリングバック率を、0.2%以上としたことを特徴とする請求項1に記載の焼成軸受。
【請求項7】
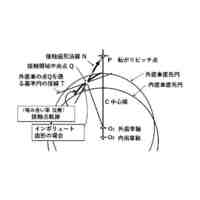
前記逃げ部の内径は、前記軸受面部の内径よりも0.1%から0.3%拡径され、かつ前記逃げ部の断面形状が矩形形状であることを特徴とする請求項1に記載の焼成軸受。
【請求項8】
前記軸受面部の内径表面開口率を40%~80%としたことを特徴とする請求項1に記載の焼成軸受。
【請求項9】
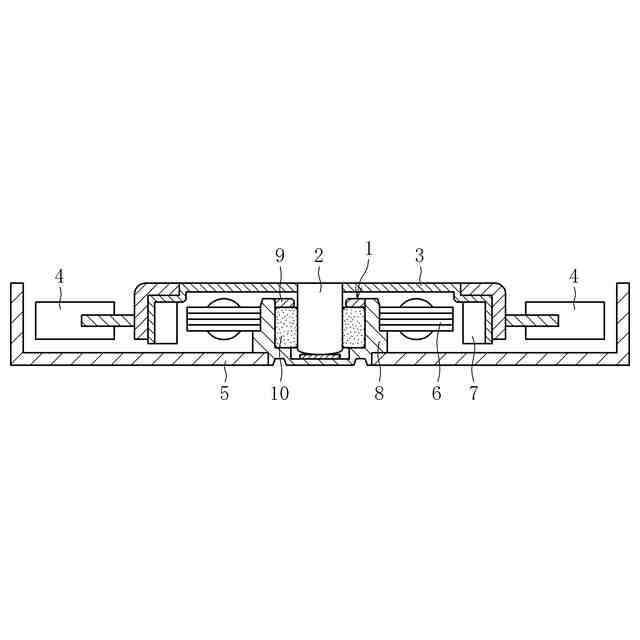
モータの軸受部材として使用されることを特徴とする請求項1~請求項8に記載の焼成軸受。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼成軸受に関する。
続きを表示(約 1,600 文字)
【0002】
小型モータ(小型モータとは主に出力の小さいモータを指し、エアコンや電子レンジなどの一般的な家電や、コンピュータ、音響機器、産業機器、自動車など、様々な製品に組み込まれている。)等の軸受部材としては、焼結軸受を使用する場合が多い。
【背景技術】
【0003】
この種の焼結軸受は、一般には多孔質体からなる焼結軸受である。焼結軸受は、内部気孔に潤滑油を含油させた状態で用いられる。この場合、支持すべき軸との相対移動に伴って軸との摺動部に油膜を形成し、この油膜で軸を支持するものである。
【0004】
焼結軸受は、安価かつ信頼性の高い軸受として、家電用モータ、車載用モータ、OA機器などのファンモータとして幅広く使用されている。すなわち、ファンモータはコンピュータやテレビなど家電機器内部の冷却ファン、冷蔵庫内部の循環及び冷却用のファン、バッテリーの冷却や車室内温度センサーの吸引に使用される車載用ファンなどがあり、年々需要が高まっている。
【0005】
しかしながら、駆動トルクが小さいモータは、摺動面の摩擦抵抗がモータ特性へ影響し易く、高速回転時や低温環境下ではオイルの循環・供給が十分に働かず、円滑な摺動が得られにくいものである。また、モータの回転数の低下や電流値の増大が起こりやすいという欠点がある。
【0006】
このため、従来には、特許文献1および特許文献2に記載のように、モータの回転負荷を減少させるための逃げ部を、軸受内径中央部に設けたものがある。すなわち、特許文献1の軸受(焼結軸受)は、内周面(内径面)の軸方向に離間した2か所に軸受面部が設けられ、軸受面部間に、内径が軸受面部の内径よりも大きく設定された逃げ部を有するものである。
【0007】
この場合、逃げ部を形成するために、焼結工程後にサイジング工程を行うものであった。ここで、サイジング工程とは、焼結によって得た素材を再び型に入れて圧縮し、精度の高い寸法、形状を得る工程である。すなわち、素材を金型に入れ、上下パンチで圧力をかけると、素材はダイスや上下パンチに押し付けられ、素材の変形や寸法が矯正される。なお、サイジングの方法は、ポジティブ・サイジングとネガティブ・サイジングの2種類の方法がある。ポジティブ・サイジング法は、素材を最終製品寸法よりも大きめに作っておき、サイジングする際に金型に押し込み、ダイスやコアにこすりつけて精度を出す方法であり、ネガティブ・サイジング法は、素材を最終製品寸法より小さめに作っておき、金型内で圧縮することにより金型面に押し付けるようにして精度を出す方法である。
【0008】
また、特許文献1に記載のものでは、軸方向両端部側に形成される軸受面に、多数のディンプル(凹窪部)が設けられる。このように、ディンプルを設けることにより、軸受面における摺動面積を減少させることができて、摩擦抵抗を低減することが可能とされている。また、含油された潤滑剤が各ディンプル内に貯留され、回転軸が回転した際に貯留されている潤滑剤が、軸受面と回転軸との間に引き出され軸受面の摩擦係数を低減することが可能となることが示されている。
【先行技術文献】
【特許文献】
【0009】
特許第36253134号公報
特開2010-31909公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
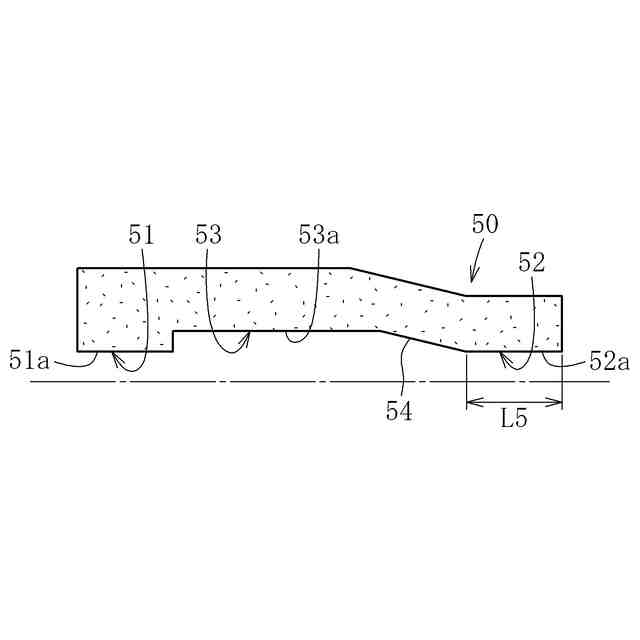
従来の逃げ部を有する焼結軸受では、前記したように、焼結工程後にサイジング工程を行うものであり、外径を絞り込むことで逃げ部を形成することになる。このため、摺動面を有する摺動部と、逃げ部との境界部がなだらかに形成されることになる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NTN株式会社
把持装置
7日前
NTN株式会社
転がり軸受
1日前
NTN株式会社
転がり軸受
1日前
NTN株式会社
ボールねじ
1か月前
NTN株式会社
焼入れ方法
1か月前
NTN株式会社
ボールねじ装置
1か月前
NTN株式会社
円すいころ軸受
1か月前
NTN株式会社
密封装置付き軸受
1か月前
NTN株式会社
逆入力遮断クラッチ
1日前
NTN株式会社
逆入力遮断クラッチ
1日前
NTN株式会社
転動部材及び転動部品
1日前
NTN株式会社
転動部材及び転動部品
1日前
NTN株式会社
転動部材及び転動部品
14日前
NTN株式会社
転がり軸受及び転がり軸受用転動部品
7日前
NTN株式会社
窒化ケイ素焼結体、機械部品および軸受
14日前
NTN株式会社
スピンドル装置、研削装置、および切削加工装置
9日前
NTN株式会社
絶縁転がり軸受および電気自動車
1日前
NTN株式会社
ボールねじ装置及びこれを備えた電動アクチュエータ
22日前
個人
留め具
1か月前
個人
鍋虫ねじ
3か月前
個人
紛体用仕切弁
3か月前
個人
波動歯車装置
1日前
個人
回転伝達機構
4か月前
個人
差動歯車用歯形
5か月前
個人
給排気装置
2か月前
個人
ジョイント
2か月前
株式会社不二工機
電磁弁
7か月前
個人
ナット
2か月前
株式会社不二工機
電磁弁
5か月前
個人
地震の揺れ回避装置
4か月前
個人
ナット
1か月前
個人
吐出量監視装置
3か月前
個人
ゲート弁バルブ
22日前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
ダンパ
5か月前
兼工業株式会社
バルブ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ