TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114162
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008674
出願日
2024-01-24
発明の名称
金属部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
C21D
1/09 20060101AFI20250729BHJP(鉄冶金)
要約
【課題】焼入れの際、より均一に加熱が行われるように促す。
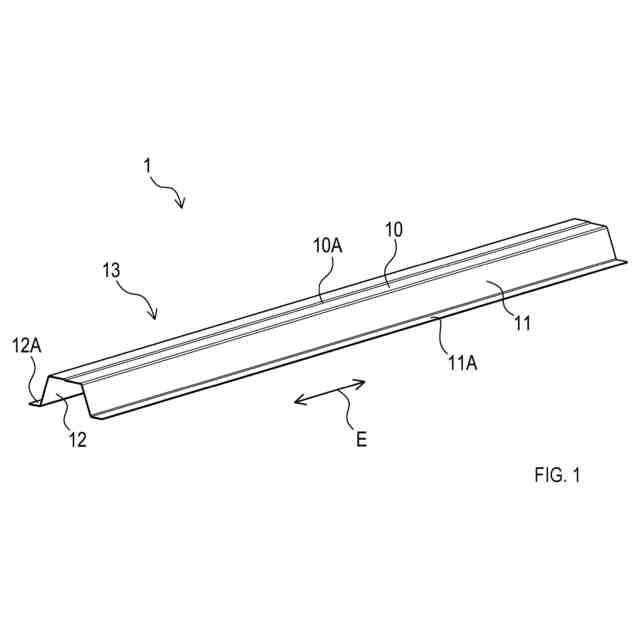
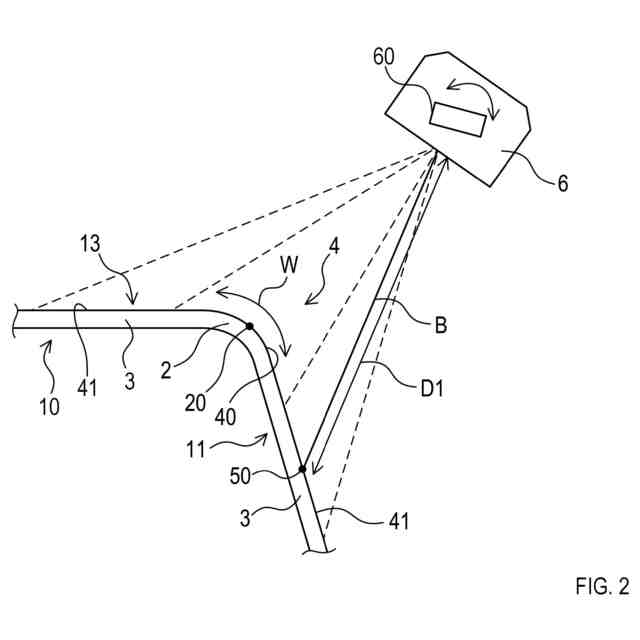
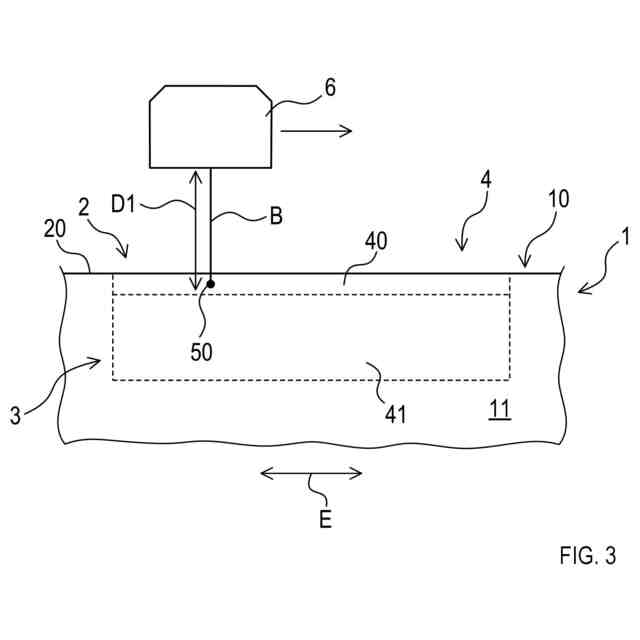
【解決手段】金属部材の製造方法では、焼入れのため、金属部材の外周面における稜線部に向けてビームを照射する。稜線部は、稜線に沿って延びる部位であり、稜線部の稜線に直交する断面は、外周面が突出するように曲がった形状を有し、稜線は、断面における頂部に位置する。ビームが照射されている領域である照射領域は、稜線部を通過する照射経路上を移動する。照射経路は、稜線と交差する少なくとも1つの交差区間を有する。照射領域とビームの光源との間の距離が長くなるに従い、照射領域が移動する際の速度が遅くなる。
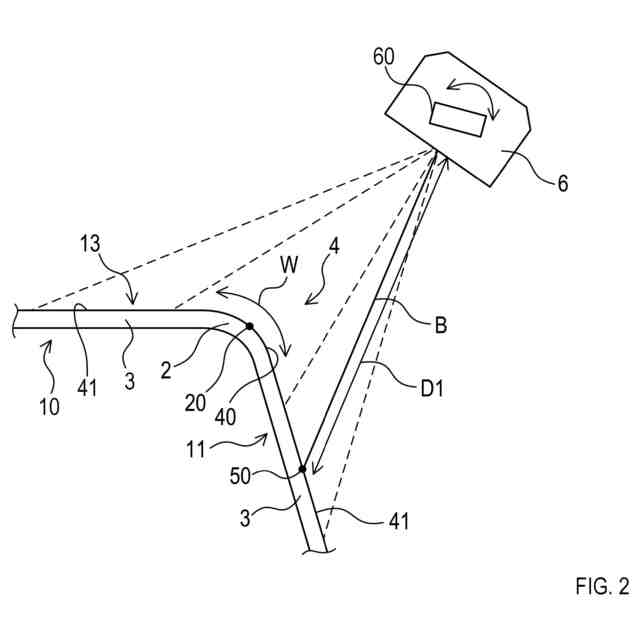
【選択図】図2
特許請求の範囲
【請求項1】
金属部材の製造方法であって、
焼入れのため、前記金属部材の外周面における稜線部に向けてビームを照射することを備え、
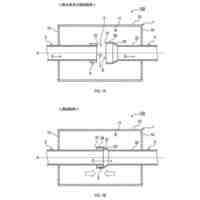
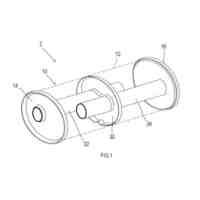
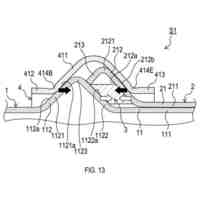
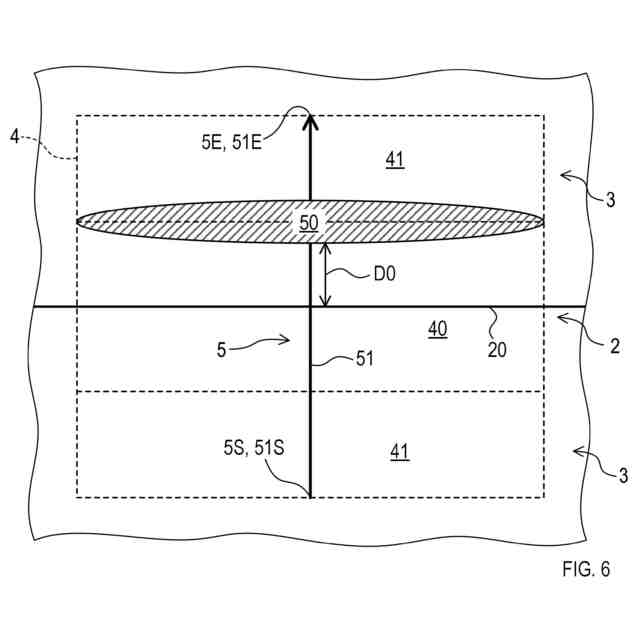
前記稜線部は、稜線に沿って延びる部位であり、前記稜線部の前記稜線に直交する断面は、前記外周面が突出するように曲がった形状を有し、前記稜線は、前記断面における頂部に位置し、
前記ビームが照射されている領域である照射領域は、前記稜線部を通過する照射経路上を移動し、
前記照射経路は、前記稜線と交差する少なくとも1つの交差区間を有し、
前記照射領域と前記ビームの光源との間の距離が長くなるに従い、前記照射領域が移動する際の速度が遅くなる
金属部材の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
金属部材の製造方法であって、
焼入れのため、前記金属部材の外周面における稜線部に向けてビームを照射することを備え、
前記稜線部は、稜線に沿って延びる部位であり、前記稜線部の前記稜線に直交する断面は、前記外周面が突出するように曲がった形状を有し、前記稜線は、前記断面における頂部に位置し、
前記ビームが照射されている領域である照射領域は、前記稜線部を通過する照射経路上を移動し、
前記照射経路は、前記稜線と交差する少なくとも1つの交差区間を有し、
前記稜線と前記照射領域との間の距離が長くなるに従い、前記照射領域が移動する際の速度が遅くなる
金属部材の製造方法。
【請求項3】
請求項1又は請求項2に記載の金属部材の製造方法であって、
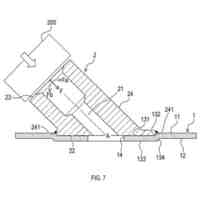
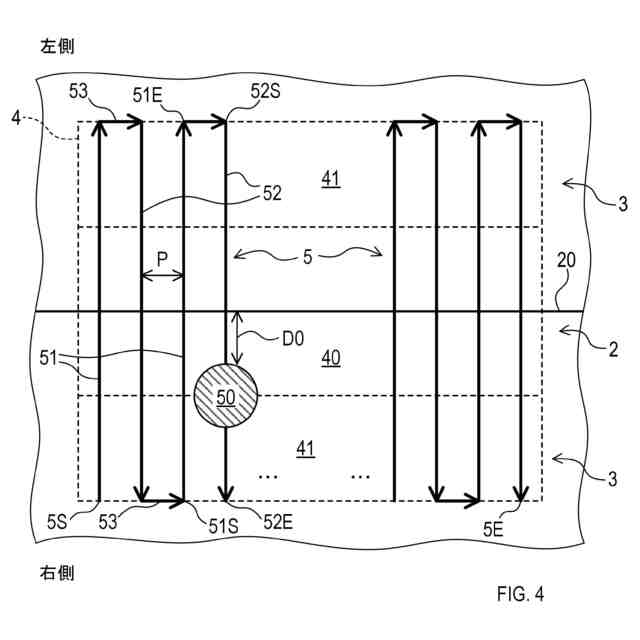
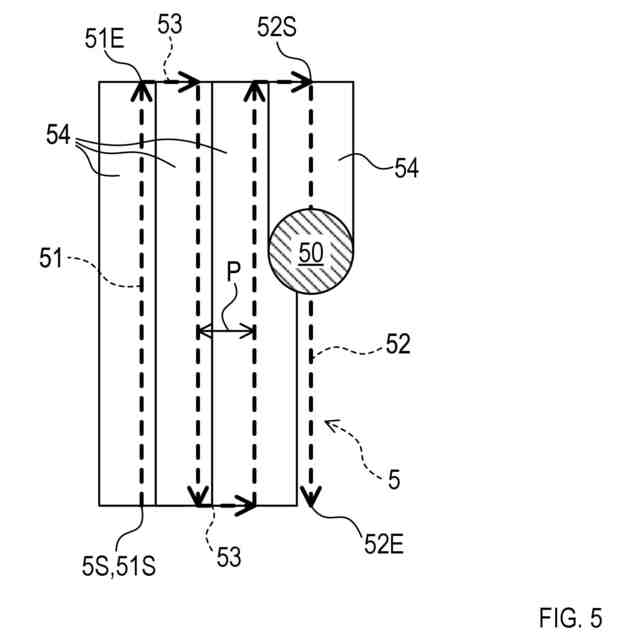
前記照射経路は、前記交差区間である少なくとも1つの第1交差区間と、前記交差区間である少なくとも1つの第2交差区間とを有し、
前記第1及び第2交差区間は、前記照射経路の始点から終点に向かって交互に並び、
前記第1交差区間は、前記稜線の右側に位置する端部である第1始端と、前記稜線の左側に位置する端部である第1終端とを有し、前記第2交差区間は、前記稜線の左側に位置する端部である第2始端と、前記稜線の右側に位置する端部である第2終端とを有し、
前記照射領域は、前記第1交差区間の前記第1始端から前記第1終端まで移動すると共に、前記第2交差区間の前記第2始端から前記第2終端まで移動し、前記第1交差区間の前記第1終端に到達すると、該第1交差区間の前記終点側に隣接する前記第2交差区間の前記第2始端まで移動し、前記第2交差区間の前記第2終端に到達すると、該第2交差区間の前記終点側に隣接する前記第1交差区間の前記第1始端まで移動する
金属部材の製造方法。
【請求項4】
請求項3に記載の金属部材の製造方法であって、
前記照射領域が通過した領域を、通過領域とし、
前記照射領域が前記第1交差区間を通過することにより形成される前記通過領域と、該第1交差区間に隣接する前記第2交差区間を通過することにより形成される前記通過領域とが重なるように、隣接する前記第1交差区間と前記第2交差区間との間の距離と、前記照射領域の大きさとが調整されている
金属部材の製造方法。
【請求項5】
請求項1又は請求項2に記載の金属部材の製造方法であって、
ミラーにより前記ビームの照射方向を変更することで、前記照射領域は、前記交差区間上を移動する
金属部材の製造方法。
【請求項6】
請求項1又は請求項2に記載の金属部材の製造方法であって、
前記稜線部は、前記金属部材における板状部に位置し、
前記交差区間は、前記板状部における有効幅を形成する部分を横断するように設けられる
金属部材の製造方法。
【請求項7】
請求項1又は請求項2に記載の金属部材の製造方法であって、
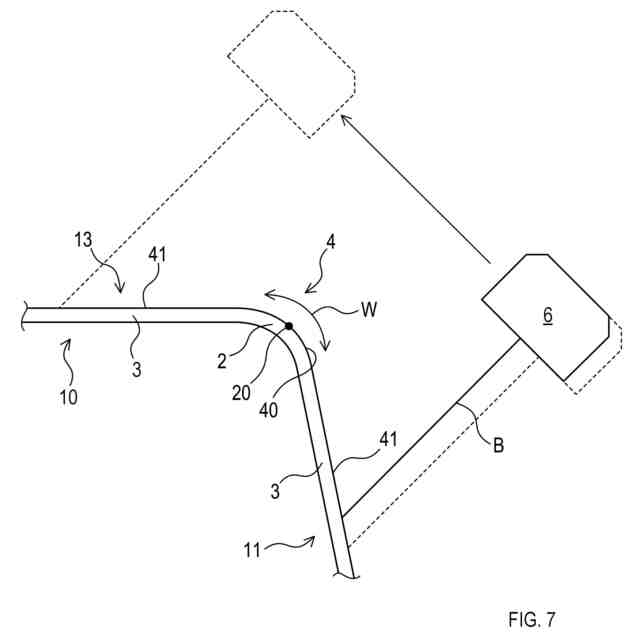
前記金属部材は、プレス成形された部材であり、車両のボディーに用いられる
金属部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ワークの外面に向けてビームを照射することで、焼入れを行う技術が知られている(例えば、特許文献1)。特許文献1の技術では、ワークにおける稜線状に延びる部分(以後、稜線部)に沿ってビームが照射され、これにより焼入れが行われる。
【先行技術文献】
【特許文献】
【0003】
特開平10-176216号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
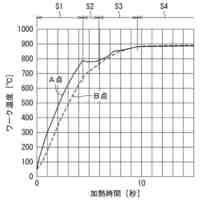
しかしながら、ビームを照射した際、ワークの稜線部は、稜線部に隣接する周辺部に比べて熱の逃げ場が少ないため、高温になり易く、稜線部と周辺部とを均一に加熱するのが困難であった。特に、ビームの光源が稜線部の正面に位置する場合には、稜線部が過剰に加熱され易くなる。このため、稜線部では、溶け落ち等の損傷が生じる恐れがあると共に、周辺部を十分に加熱できなくなる恐れがある。
【0005】
また、稜線部と交差するようにビームの照射領域を移動させる場合には、ビームの光源と、ビームの照射領域との間の距離が変動する可能性がある。このため、ビームの光源に近い部分が過剰に加熱されたり、ビームの光源に遠い部分が十分に加熱できなくなったりする恐れがある。
【0006】
本開示の一態様では、焼入れの際、より均一に加熱が行われるように促すのが望ましい。
【課題を解決するための手段】
【0007】
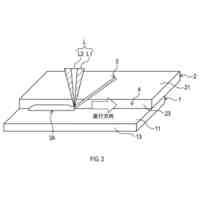
本開示の一態様は、金属部材の製造方法であって、焼入れのため、金属部材の外周面における稜線部に向けてビームを照射することを備える。稜線部は、稜線に沿って延びる部位であり、稜線部の稜線に直交する断面は、外周面が突出するように曲がった形状を有し、稜線は、断面における頂部に位置する。ビームが照射されている領域である照射領域は、稜線部を通過する照射経路上を移動する。照射経路は、稜線と交差する少なくとも1つの交差区間を有する。照射領域とビームの光源との間の距離が長くなるに従い、照射領域が移動する際の速度が遅くなる。
【0008】
上記構成によれば、ビームの光源の付近の部分が過度に加熱されたり、ビームの光源から離れた部分の加熱が不足したりすることを抑制できる。このため、焼入れの際、より均一に加熱が行われるように促すことができる。
【0009】
本開示の一態様は、金属部材の製造方法であって、焼入れのため、金属部材の外周面における稜線部に向けてビームを照射することを備える。稜線部は、稜線に沿って延びる部位であり、稜線部の稜線に直交する断面は、外周面が突出するように曲がった形状を有し、稜線は、断面における頂部に位置する。ビームが照射されている領域である照射領域は、稜線部を通過する照射経路上を移動する。照射経路は、稜線と交差する少なくとも1つの交差区間を有する。稜線と照射領域との間の距離が長くなるに従い、照射領域が移動する際の速度が遅くなる。
【0010】
上記構成によれば、稜線の付近の部分が過度に加熱されたり、稜線から離れた部分の加熱が不足したりすることを抑制できる。このため、焼入れの際、より均一に加熱が行われるように促すことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
消音器
1か月前
フタバ産業株式会社
消音器
1か月前
フタバ産業株式会社
排気系部品
1か月前
フタバ産業株式会社
接合体の製造方法
8日前
フタバ産業株式会社
パイプの連結構造
2か月前
フタバ産業株式会社
耐熱塗料の乾燥方法
8日前
フタバ産業株式会社
ステアリング支持装置
1か月前
フタバ産業株式会社
触媒の盗難抑制構造及び触媒の盗難抑制システム
21日前
個人
バイオ水素製鉄方法
2か月前
新和環境株式会社
炉システム
7か月前
新和環境株式会社
炉システム
7か月前
株式会社戸畑製作所
高炉用羽口
9か月前
日本製鉄株式会社
転炉精錬方法
7か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
8か月前
NTN株式会社
焼入れ方法
2日前
株式会社伊原工業
還元鉄の製造方法
7か月前
日本製鉄株式会社
スラグの排出方法
8か月前
中外炉工業株式会社
連続式熱処理炉
5か月前
個人
製鋼用副資材及びその製造方法
9か月前
富士電子工業株式会社
焼き入れ装置
8か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
28日前
中外炉工業株式会社
前処理装置
4か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
株式会社不二越
熱処理システム
1か月前
株式会社デンケン
高温炉
7か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
28日前
大同特殊鋼株式会社
浸炭部材の製造方法
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
7か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ