TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130294
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027382
出願日
2024-02-27
発明の名称
パイプの連結構造
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F16L
23/08 20060101AFI20250901BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】パイプの連結構造において、ガスケットによるシール性を高めるための技術を提供する。
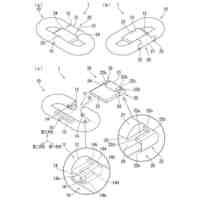
【解決手段】パイプの連結構造は、第1パイプ端部と、第2パイプ端部と、ガスケットと、クランプと、を備える。第1パイプ端部は、径方向外側へ膨出しつつ周方向へ延びる膨出部を有する。第2パイプ端部は、第2パイプ端部の開口に向かって拡径する拡径部を有する。ガスケットは、膨出部の外周面と拡径部の内周面との間に配置されている。クランプは、膨出部の外周面及び拡径部の外周面を、膨出部及び拡径部が互いに近付く方向へ押圧するように構成されている。クランプは、少なくとも1つの凹部と、少なくとも1つの誘導部と、を有する。少なくとも1つの凹部は、膨出部及び拡径部を内側に嵌め込み可能に構成された凹状の部分である。少なくとも1つの誘導部は、少なくとも1つの凹部の奥側へ膨出部及び拡径部を誘導するように構成されている。
【選択図】図13
特許請求の範囲
【請求項1】
パイプの連結構造であって、
円管状の第1パイプの一方の端部である第1パイプ端部であって、径方向外側へ膨出しつつ周方向へ延びる膨出部を有する前記第1パイプ端部と、
円管状の第2パイプの両端部のうち前記第1パイプ端部に連結される端部である第2パイプ端部であって、前記第2パイプ端部の開口に向かって拡径する拡径部を有する前記第2パイプ端部と、
前記膨出部の外周面と前記拡径部の内周面との間に配置されたガスケットと、
前記膨出部の外周面及び前記拡径部の外周面を、前記膨出部及び前記拡径部が互いに近付く方向へ押圧するように構成されたクランプと、
を備え、
前記クランプは、
前記膨出部及び前記拡径部を内側に嵌め込み可能に構成された凹状の部分である少なくとも1つの凹部と、
前記少なくとも1つの凹部の奥側へ前記膨出部及び前記拡径部を誘導するように構成された少なくとも1つの誘導部と、
を有する、パイプの連結構造。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載のパイプの連結構造であって、
前記クランプは、
前記膨出部及び前記拡径部の周方向における一部の領域を外周側から覆うように構成された円弧状の第1本体部と、
前記膨出部及び前記拡径部の周方向における別の一部の領域を外周側から覆うように構成された円弧状の第2本体部と、
前記第1本体部と前記第2本体部とを周方向に接続する接続部と、
前記第1本体部における前記接続部側と反対側の端部から径方向外側へ延びる第1フランジ部と、
前記第2本体部における前記接続部側と反対側の端部から径方向外側へ延びる第2フランジ部であって、前記第1フランジ部に締結するように構成された前記第2フランジ部と、
を有し、
前記少なくとも1つの凹部は、
前記第1本体部の内周面に形成された第1凹部と、
前記第2本体部の内周面に形成された第2凹部と、
を含み、
前記第1凹部及び前記第2凹部の少なくとも一方に、前記少なくとも1つの誘導部が形成されている、パイプの連結構造。
【請求項3】
請求項2に記載のパイプの連結構造であって、
前記第1凹部及び前記第2凹部の双方に、前記少なくとも1つの誘導部が形成されている、パイプの連結構造。
【請求項4】
請求項1から請求項3までのいずれか1項に記載のパイプの連結構造であって、
前記少なくとも1つの凹部は、
前記膨出部の外周面に対向するように構成された膨出側対向面を有する第1対向部と、
前記拡径部の外周面に対向するように構成された拡径側対向面を有する第2対向部と、
を有し、
前記少なくとも1つの誘導部は、
前記第1対向部における前記少なくとも1つの凹部の奥側と反対側の端部において、前記膨出側対向面から突出する少なくとも1つの膨出側突出部と、
前記第2対向部における前記少なくとも1つの凹部の奥側と反対側の端部において、前記拡径側対向面から突出する少なくとも1つの拡径側突出部と、
を含む、パイプの連結構造。
【請求項5】
請求項4に記載のパイプの連結構造であって、
前記少なくとも1つの膨出側突出部は、前記膨出側対向面の内周縁よりも内周側まで突出し、
前記少なくとも1つの拡径側突出部は、前記拡径側対向面の内周縁よりも内周側まで突出している、パイプの連結構造。
【請求項6】
請求項1から請求項3までのいずれか1項に記載のパイプの連結構造であって、
前記少なくとも1つの凹部は、
前記膨出部の外周面に対向するように構成された膨出側対向面を有する第1対向部と、
前記拡径部の外周面に対向するように構成された拡径側対向面を有する第2対向部と、
前記第1対向部と前記第2対向部とを繋ぎ、前記少なくとも1つの凹部の底面を形成する底部と、
を有し、
前記少なくとも1つの誘導部は、周方向へ延びる開口を前記底部に形成する開口部を含む、パイプの連結構造。
発明の詳細な説明
【技術分野】
【0001】
本開示は、パイプの連結構造に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば特許文献1には、第1パイプの端部と第2パイプの端部とをクランプにより連結する構造が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平5-33890号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
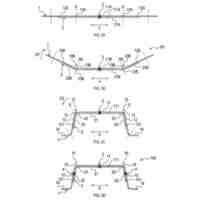
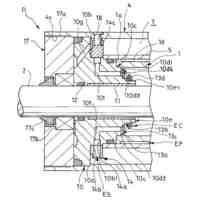
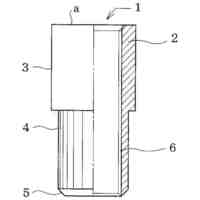
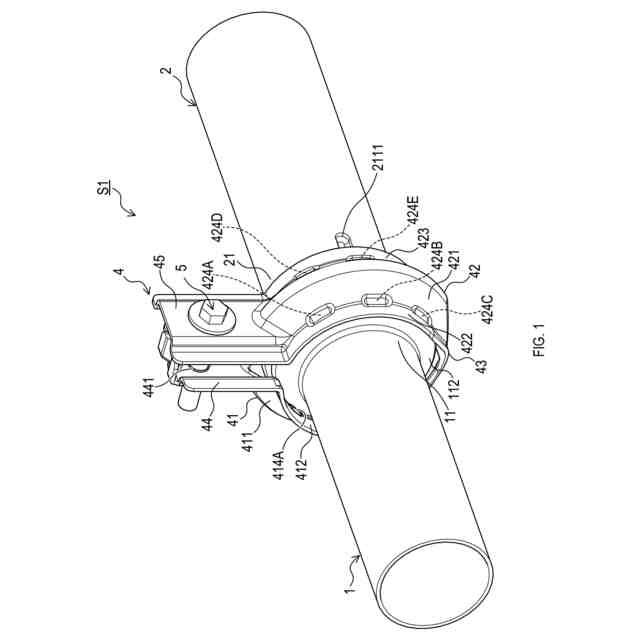
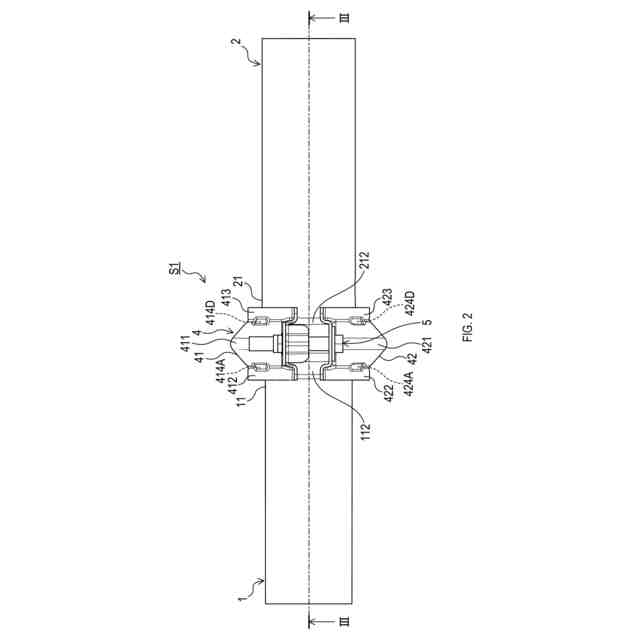
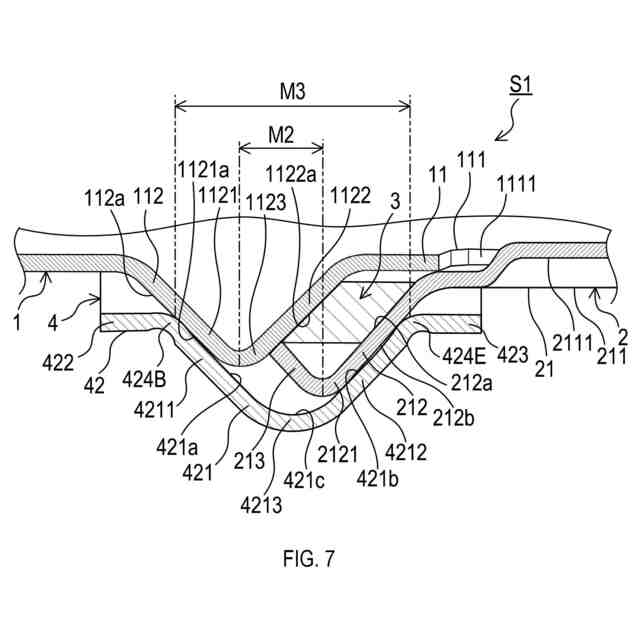
特許文献1に記載の構造において、第1パイプの端部は、径方向外側へ膨出しつつ周方向へ延びる膨出部を有する。第2パイプの端部は、当該端部の開口に向かって拡径する拡径部を有する。第1パイプ及び第2パイプの端部同士は、膨出部の外周面と拡径部の内周面との間にガスケットが配置された状態において、クランプにより互いに連結される。
【0005】
この種の構造について、ガスケットによるシール性を高めたいという要望があった。
【0006】
本開示の一局面は、パイプの連結構造において、ガスケットによるシール性を高めるための技術を提供する。
【課題を解決するための手段】
【0007】
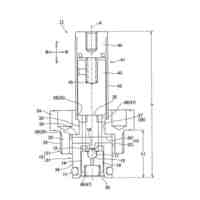
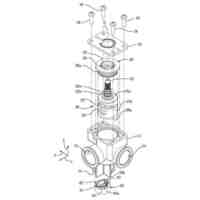
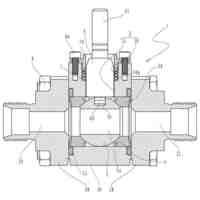
本開示の一態様は、パイプの連結構造であって、第1パイプ端部と、第2パイプ端部と、ガスケットと、クランプと、を備える。第1パイプ端部は、円管状の第1パイプの一方の端部である。第1パイプ端部は、径方向外側へ膨出しつつ周方向へ延びる膨出部を有する。第2パイプ端部は、円管状の第2パイプの両端部のうち第1パイプ端部に連結される端部である。第2パイプ端部は、第2パイプ端部の開口に向かって拡径する拡径部を有する。ガスケットは、膨出部の外周面と拡径部の内周面との間に配置されている。クランプは、膨出部の外周面及び拡径部の外周面を、膨出部及び拡径部が互いに近付く方向へ押圧するように構成されている。クランプは、少なくとも1つの凹部と、少なくとも1つの誘導部と、を有する。少なくとも1つの凹部は、膨出部及び拡径部を内側に嵌め込み可能に構成された凹状の部分である。少なくとも1つの誘導部は、少なくとも1つの凹部の奥側へ膨出部及び拡径部を誘導するように構成されている。
【0008】
このような構成によれば、パイプの連結構造において、ガスケットによるシール性を高めることができる。
【0009】
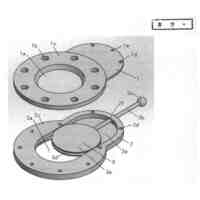
本開示の一態様では、クランプは、第1本体部と、第2本体部と、接続部と、第1フランジ部と、第2フランジ部と、を有してもよい。第1本体部は、膨出部及び拡径部の周方向における一部の領域を外周側から覆うように構成されている。第1本体部は、円弧状である。第2本体部は、膨出部及び拡径部の周方向における別の一部の領域を外周側から覆うように構成されている。第2本体部は、円弧状である。接続部は、第1本体部と第2本体部とを周方向に接続する。第1フランジ部は、第1本体部における接続部側と反対側の端部から径方向外側へ延びる。第2フランジ部は、第2本体部における接続部側と反対側の端部から径方向外側へ延びる。第2フランジ部は、第1フランジ部に締結するように構成される。少なくとも1つの凹部は、第1本体部の内周面に形成される第1凹部と、第2本体部の内周面に形成される第2凹部と、を含んでもよい。第1凹部及び第2凹部の少なくとも一方に、少なくとも1つの誘導部が形成されていてもよい。
【0010】
このような構成によれば、パイプの連結構造において、ガスケットによるシール性を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
9日前
フタバ産業株式会社
成形品の製造方法
7日前
フタバ産業株式会社
成型品の製造方法
7日前
フタバ産業株式会社
接合体の製造方法
22日前
フタバ産業株式会社
プレス成形品の製造方法
9日前
個人
留め具
1か月前
個人
鍋虫ねじ
2か月前
個人
紛体用仕切弁
2か月前
個人
回転伝達機構
3か月前
個人
差動歯車用歯形
4か月前
個人
給排気装置
1か月前
個人
ジョイント
2か月前
株式会社不二工機
電磁弁
4か月前
個人
ナット
2か月前
個人
地震の揺れ回避装置
4か月前
個人
ナット
16日前
個人
ゲート弁バルブ
1日前
個人
吐出量監視装置
2か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
ダンパ
5か月前
兼工業株式会社
バルブ
17日前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
ダンパ
5か月前
柿沼金属精機株式会社
分岐管
3か月前
株式会社ニフコ
クリップ
1日前
株式会社奥村組
制振機構
1か月前
株式会社不二工機
電動弁
1か月前
個人
固着具と固着具の固定方法
6か月前
株式会社ニフコ
クリップ
1か月前
株式会社不二工機
電磁弁
2か月前
株式会社ノーリツ
分配弁
1か月前
株式会社フジキン
ボールバルブ
5か月前
個人
固着具と固着具の固定方法
6か月前
株式会社奥村組
制振機構
1か月前
株式会社タカギ
水栓装置
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ