TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120081
公報種別
公開特許公報(A)
公開日
2025-08-15
出願番号
2024025003
出願日
2024-02-02
発明の名称
分岐管
出願人
柿沼金属精機株式会社
代理人
主分類
F16L
47/26 20060101AFI20250807BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】 本発明の目的は、分岐性能を落とさずに材料取りの効率向上と加工工数の削減ができる分岐管を提供するものである。
【解決手段】 通常の分岐管は、主に切削加工した後に、圧延絞り加工を施すが、本発明は、平板を絞り加工により円筒状とし、円筒閉塞部中央に略円錐突起部を圧延加工し、円筒閉塞部周囲に分流出口を多数開口することで、分岐性能は低減させずに材料歩留まりと加工工数を低減できる。
さらに分流精度向上のため、円筒管と別部品を組み合わせる構造も考案した。
【選択図】図7
特許請求の範囲
【請求項1】
略円筒形の一つの流入部からの流体を円筒閉塞部のやや中央寄りの円周上に均等に配置した多数の円形穴の流出部に分岐する分岐管であって、円筒閉塞部の中央を一つの流入部の流れの軸中央に対し流入方向に略円錐状に突起させる形状を具備することを特徴とし、この略円筒形素材全体を圧延による加工にて一つの素材で形成させていることを特徴とした分岐管。
続きを表示(約 770 文字)
【請求項2】
前記略円筒形の一つの流入部を元の円筒形内部直径の約半部以下に細く圧延加工し、この約半分以下の直径の流入口が、前記略円錐状の突起底辺の直径と同等以下であることを特徴とする分岐管。
【請求項3】
前記請求項2の略円筒状の分岐管において、流入軸方向への略円錐形の突起が円錐形の底辺に円筒を継ぎ足した形状であり、さらに円錐形の頂点が緩やか立体的丸みをおびていることを特徴とした分岐管。
【請求項4】
前記請求項2と3の略円筒状の分岐管において、略円筒形の閉塞端部から円筒軸流入口方向へに2から15ミリメートル離れた内面に円周方向にリングビード状の凸部を施したことを特徴とする分岐管。
【請求項5】
略円筒形の一つの流入部からの流体を円筒閉塞部のやや中央寄りの円周上に均等に配置した多数の穴形状の流出部に分岐する一体物の分岐管であって、円筒閉塞部の内側に中央を略円錐状にし、円錐の底辺を円盤のような形状とした別部品を挿入させ、挿入後に流出口の多数の穴を加工できる組み合わせを特徴とした分岐管。
【請求項6】
前記請求項5の二部品の組み合わせの分岐管であって、略円筒形の一つの流入部を元の円筒形内部直径の約半部以下に細く圧延加工し、この約半分以下の直径の流入口が、挿入した略円錐状の突起底辺の直径と同等以下であることを特徴とする分岐管。
【請求項7】
請求項6の分岐管において、元の略円筒形の部品を円筒管形状で出口閉塞部のない形とし、中央を略円錐状にし、円錐の底辺を円盤のような形状とし、その円盤状のやや中央寄りの円周上に均等に配置した多数の穴形状の流出部を具備した別部品を挿入し、円筒部内面と別部品外周をろう付け等で封止することを特徴とした分岐管。
発明の詳細な説明
【発明の詳細な説明】
【】
【技術分野】
【0001】
本発明は、エアコン用分岐管に係り、特に、歩留まりが良く、加工工数を削減できる冷媒分流の分岐管に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
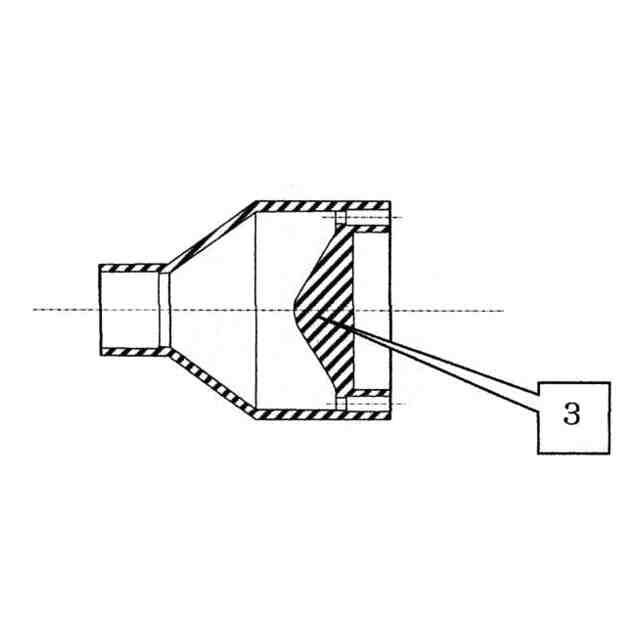
従来、エアコンにあっては、冷媒を分岐するために、図1に示す分岐管が使用される。図2は中央断面を示し、これは一体の円柱材料を切削加工した後に流入口部分を圧延加工により絞っており、材料歩留まりが悪く、且つ加工工数が大きい。
【発明の概要】
【発明が解決しようとする課題】
【0003】
そのため、銅等の板状の材料を円筒に絞り加工し、コップ状とし、開口部を冷媒の流入口とし、円筒状の閉塞部分に円周上に多数の分岐穴を設ける構造とする。図3が第一段階の円筒加工の結果で、次に閉塞部の中央を円錐状に圧延加工する。この結果図4のようになる。
【0004】
本発明は、この工程の後に円筒形閉塞部の円周上に冷媒流出口の穴を均等に開口する。図5のような形状となる。後に流入口の円筒部を圧延絞り加工し、従来の円筒直径の約半分以下とし図6の形とする。これにより、流入口から入る冷媒は投影面積のほとんどが円錐形に衝突し、二相流体でも均等に分岐できる。本来の分流目的を達成できる。
【0005】
請求項3の分岐管は、中央の略円錐形の形状を図7のように円錐形の底辺に円筒を重ねたような形状とする。流入部からの流体を円錐状に衝突させた後に、二相流のフラッシング現象を発生させ、分岐穴までの距離を利用して、より分流精度を向上させる形状となっている。なお、略円錐状の頂点はゆるやかな局面を有する。
【0006】
請求項4の分岐管は、図8の閉塞端部より2から15ミリ離れた位置に内面にリングビード状の突起を施した。冷媒流出穴に、管を挿入した時の位置決めの役割を果たす。
【0007】
請求項5と6記載の分岐管は、請求項3以前の円錐状の突起部を、別部品として、円筒コップ状の閉塞部に押し当てて挿入することを特徴としている。別部品は図9のように、中央に略円錐状の突起があり、底辺周囲は円盤状となっている。図10に示すように入口左から挿入し、円筒閉塞部に押し当てる。この加工の後に、図11に示すように分流出口の多数の穴を開口し、最後に冷媒流入口を圧延加工により絞り込む。
この発明は銅等の圧延絞り加工では加工精度が上がらないことも鑑みて請求項5と6の構造が考案された。
【0008】
請求項7記載の分岐管は、請求項5と6の二部品による構成と類似するが、基本素材の円筒形を管状とし、閉塞部を設けない。図12の別部品の略円錐形底辺を円盤状にしたものに分岐流出口の穴を円周上に均等に開口して、図13のように挿入する。なお、別部品の外周と基本素材の円筒管の間はろう付け等で封止する。
【発明の効果】
【0009】
請求項1~4記載の分岐管によれば、従来の分岐管の切削加工に絞り加工を追加する構造よりも、材料歩留まり向上と加工工数削減に寄与する。
なお、特に二相流の冷媒においては請求項3の円錐形状に円筒を継ぎ足した形状が分流精度を向上させる要因となる。
【0010】
また、請求項5~7記載の分岐管によれば、銅等の圧延絞り加工では加工精度が上がらないことも鑑みて、別部品での切削加工を施して精度向上を目論んでいる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る







 特許ウォッチ
特許ウォッチ