TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164443
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068429
出願日
2024-04-19
発明の名称
接合体の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
1/005 20060101AFI20251023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鉄系金属部材とアルミニウム系金属部材との溶接において生じやすい脆い金属間化合物の生成を抑制する技術を提供する。
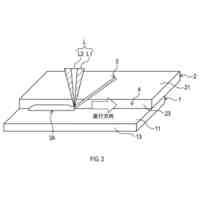
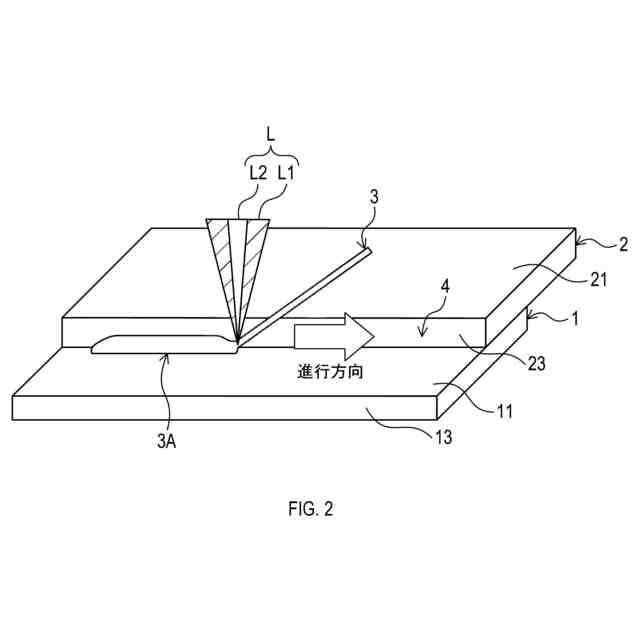
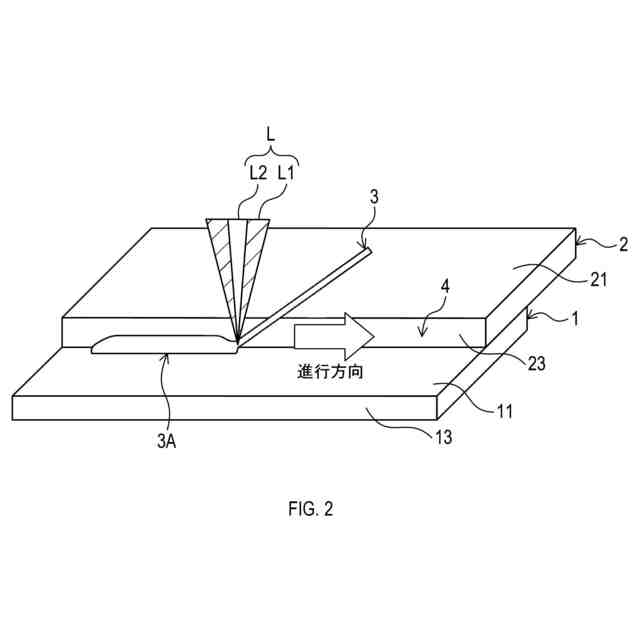
【解決手段】溶着金属部材を用いた溶接により形成される接合体の製造方法は、溶着金属部材にレーザ光を照射し、溶融した溶着金属部材によって、鉄系金属部材とアルミニウム系金属部材とを接合する接合部を形成することを備える。接合部は、鉄系金属部材における第1接合面とアルミニウム系金属部材における第2接合面とに跨がるように形成される。レーザ光として、600nm以下の波長の短波長レーザ光が用いられる。
【選択図】図2
特許請求の範囲
【請求項1】
溶着金属部材を用いた溶接により形成される接合体の製造方法であって、
前記溶着金属部材にレーザ光を照射し、溶融した前記溶着金属部材によって、鉄系金属部材とアルミニウム系金属部材とを接合する接合部を形成することを備え、
前記接合部は、前記鉄系金属部材における第1接合面と前記アルミニウム系金属部材における第2接合面とに跨がるように形成され、
前記レーザ光として、600nm以下の波長の短波長レーザ光が用いられる、接合体の製造方法。
続きを表示(約 170 文字)
【請求項2】
請求項1に記載の接合体の製造方法であって、
前記溶着金属部材は、銅系金属部材である、接合体の製造方法。
【請求項3】
請求項1又は請求項2に記載の接合体の製造方法であって、
前記レーザ光として、前記短波長レーザ光に加え、近赤外領域の波長の近赤外レーザ光が用いられる、接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、接合体の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鉄系金属部材及びアルミニウム系金属部材の複合材の形成のために、鉄系金属部材とアルミニウム系金属部材とを直接溶接すると、接合部に脆い金属間化合物が生成されることが知られている。
【0003】
特許文献1には、ニッケル及び銅を含む合金であって、ニッケルの含有量が30~80質量%である溶加材を用いたMIG溶接により、鉄系金属部材とアルミニウム系金属部材とを接合する溶着金属部を形成することで、脆い金属間化合物の生成を制御する方法が開示されている。溶着金属部は、中心部において、ニッケル、銅、鉄及びアルミニウムを特定の割合で含有する。
【先行技術文献】
【特許文献】
【0004】
特開2021-167013号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した特許文献1のように溶着金属部を形成する場合でも、入熱量が多い例えば近赤外レーザを用いた溶接の場合、溶加材の溶融の際にアルミニウム系金属部材も同時に加熱されやすくなる。アルミニウムは、ニッケルや銅と比較して融点が低いことから、溶加材の溶融の際にアルミニウム系金属部材が同時に加熱されると、溶け出しやすくなる。このため、溶融時の入熱量によっては、溶け出したアルミニウムと鉄とが混ざって脆い金属間化合物が生じやすいという問題があった。
【0006】
本開示の一局面は、鉄系金属部材とアルミニウム系金属部材との溶接において生じやすい脆い金属間化合物の生成を抑制する技術を提供することを目的としている。
【課題を解決するための手段】
【0007】
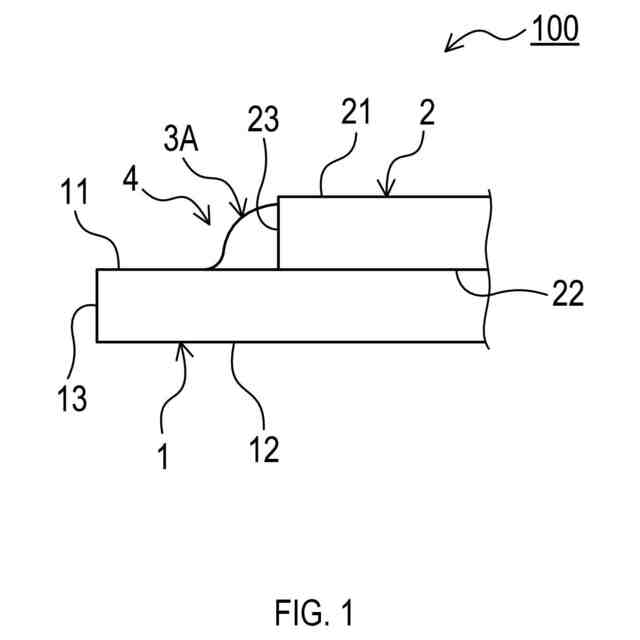
本開示の一態様は、溶着金属部材を用いた溶接により形成される接合体の製造方法であって、溶着金属部材にレーザ光を照射し、溶融した溶着金属部材によって、鉄系金属部材とアルミニウム系金属部材とを接合する接合部を形成することを備える。接合部は、鉄系金属部材における第1接合面とアルミニウム系金属部材における第2接合面とに跨がるように形成される。レーザ光として、600nm以下の波長の短波長レーザ光が用いられる。
【0008】
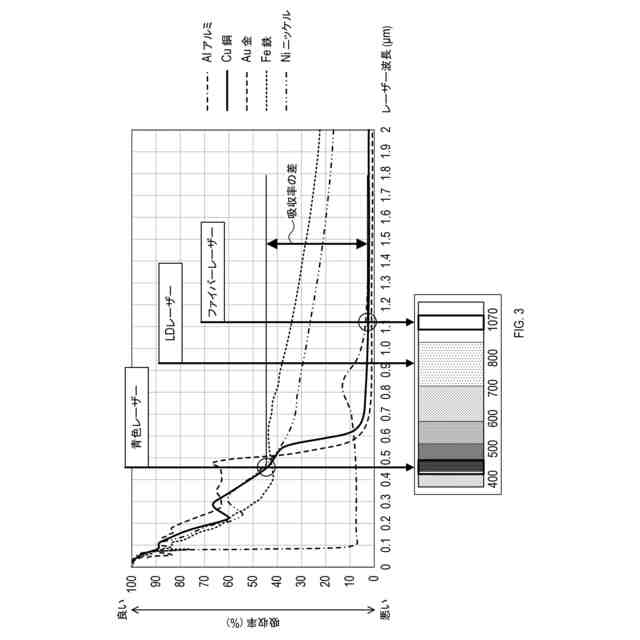
短波長レーザ光は、溶着金属部材に一般的に用いられる金属に対する吸収率が高い傾向にある一方、アルミニウムに対する吸収率が低い。このため、上述したような構成では、短波長レーザ光の照射によって溶着金属部材を溶融する際に、アルミニウム系金属部材が同時に加熱されにくくなる結果、アルミニウム系金属部材からアルミニウムが溶け出しにくい。したがって、鉄系金属部材とアルミニウム系金属部材との溶接において生じやすい脆い金属間化合物の生成を抑制することができる。
【0009】
本開示の一態様では、溶着金属部材は、銅系金属部材であってもよい。
銅は、短波長レーザ光の吸収率が高い。このため、上述したような構成によれば、銅系金属部材を安定して溶融することができる。
【0010】
本開示の一態様では、レーザ光として、短波長レーザ光に加え、近赤外領域の波長の近赤外レーザ光が用いられてもよい。
このような構成では、短波長レーザ光によって溶着金属部材が溶融され、近赤外レーザ光によって溶着金属部材の溶融状態が維持されやすい。このため、鉄系金属部材及びアルミニウム系金属部材の各接合面に、溶融状態にある溶着金属部材を広げやすくなる。したがって、鉄系金属部材及びアルミニウム系金属部材をより強固に接合することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
1日前
フタバ産業株式会社
熱交換器
1日前
フタバ産業株式会社
熱交換器
1日前
フタバ産業株式会社
熱交換器
16日前
フタバ産業株式会社
成形品の製造方法
14日前
フタバ産業株式会社
成型品の製造方法
14日前
フタバ産業株式会社
接合体の製造方法
29日前
フタバ産業株式会社
耐熱塗料の乾燥方法
29日前
フタバ産業株式会社
ステアリング支持装置
1か月前
フタバ産業株式会社
プレス成形品の製造方法
16日前
フタバ産業株式会社
触媒の盗難抑制構造及び触媒の盗難抑制システム
1か月前
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
6か月前
キヤノン電子株式会社
加工装置
21日前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
24日前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
16日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
1か月前
睦月電機株式会社
金属表面処理方法
21日前
株式会社富田製作所
支持構造
29日前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ