TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168842
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073642
出願日
2024-04-30
発明の名称
プレス成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/26 20060101AFI20251105BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形の際、シワの発生を抑制する。
【解決手段】プレス成形品の製造方法は、ブランク材から第1成形品をプレス成形することと、第1成形品から第2成形品をプレス成形することと、第2成形品からプレス成形品をプレス成形することとを備える。プレス成形品は、長手方向に延びる部材であり、天板部と縦壁部とを備える。第1成形品は、予備天板部と面そぎ部と平坦部とを備える。第2成形品は、予備天板部と面そぎ部と予備縦壁部とを備える。予備縦壁部は、第1成形品における予備天板部及び面そぎ部を金型で挟持した状態で、平坦部を変形させることにより形成される。
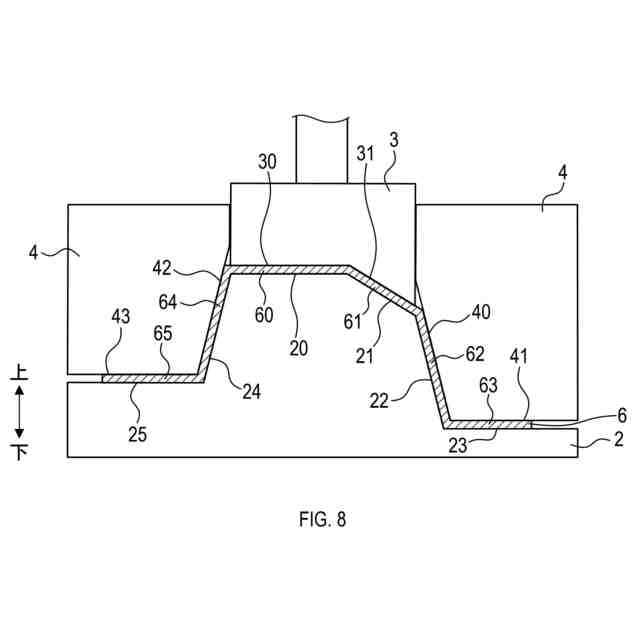
【選択図】図8
特許請求の範囲
【請求項1】
プレス成形品の製造方法であって、
板状のブランク材に対するプレス成形により第1成形品を成形することと、
前記第1成形品に対するプレス成形により第2成形品を成形することと、
前記第2成形品に対するプレス成形により前記プレス成形品を成形することと、を備え、
前記プレス成形品は、長手方向に延びる部材であって、
前記長手方向に延びる細長い板状の部位である天板部と、
前記天板部の幅方向の両端から、第1側に突出する壁状の部位である縦壁部と、を備え、
前記第1成形品は、前記長手方向に延びる部材であって、
前記長手方向に延びる細長い板状の部位である予備天板部と、
前記予備天板部の幅方向の第1端部から、前記第1側に曲がるように延びる板状の部位である面そぎ部と、
前記面そぎ部の、前記予備天板部とは反対側の端部から延びる、板状の部位である平坦部と、を備え、
前記第2成形品は、前記長手方向に延びる部材であって、
前記予備天板部と、
前記面そぎ部と、
前記面そぎ部の、前記予備天板部とは反対側の端部から、前記第1側に突出する壁状の部位である予備縦壁部と、を備え、
前記予備縦壁部は、前記第1成形品における前記予備天板部及び前記面そぎ部を金型で挟持した状態で、前記平坦部を変形させることにより形成される、
プレス成形品の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載のプレス成形品の製造方法であって、
前記第1成形品は、前記ブランク材を、前記第1側に配置された第1金型と前記第1側の反対側である第2側に配置された第2金型とで挟持することにより形成され、
前記予備縦壁部は、前記第1成形品における前記予備天板部及び前記面そぎ部を、前記第1金型と前記第2金型とで挟持した状態で、前記第2側に配置された第3金型により、前記平坦部を前記第2側から押圧することにより形成される、
プレス成形品の製造方法。
【請求項3】
請求項1に記載のプレス成形品の製造方法であって、
前記プレス成形品は、前記第2成形品における前記予備天板部を、前記第1側と反対の第2側に配置された第4金型と、前記第1側に配置された第5金型とで挟持した状態で、前記面そぎ部を、前記第1側に配置された第6金型で押圧して変形させることにより形成される、
プレス成形品の製造方法。
【請求項4】
請求項3に記載のプレス成形品の製造方法であって、
前記第2成形品に対するプレス成形により前記プレス成形品を形成する際に、前記面そぎ部及び前記予備縦壁部は、前記第4金型と前記第6金型とに当接する、
プレス成形品の製造方法。
【請求項5】
請求項4に記載のプレス成形品の製造方法であって、
前記第2成形品は、前記予備縦壁部の、前記面そぎ部とは反対側の端部から張り出す、板状の部位であるフランジ部を備え、
前記第2成形品における前記フランジ部は、前記第1成形品における前記平坦部の一部に対応し、
前記第2成形品に対するプレス成形により前記プレス成形品を形成する際に、前記第2成形品における前記フランジ部は、前記第4金型と前記第6金型とに当接する、
プレス成形品の製造方法。
【請求項6】
請求項1に記載のプレス成形品の製造方法であって、
前記第1成形品と、前記第2成形品と、前記プレス成形品とを成形するためのプレス成形は、第1方向に沿って金型を変位させることにより行われ、
前記プレス成形品は、前記天板部の幅方向に位置する端部であって、前記第2成形品における前記面そぎ部の一部に対応する第1天板端部を備え、
前記第2成形品の、前記長手方向に直交する第1断面における、前記予備天板部の前記面そぎ部側の端部と、前記予備縦壁部の前記面そぎ部とは反対側の端部との、前記第1方向における距離は、前記プレス成形品の、前記第1断面に対応する前記長手方向に直交する断面における、前記第1天板端部と、前記第1天板端部から突出する前記縦壁部の端部との、前記第1方向における距離と、略同一である、
プレス成形品の製造方法。
【請求項7】
請求項1から請求項6のいずれか1項に記載のプレス成形品の製造方法であって、
前記天板部における前記長手方向の両端は、前記第1側と反対の第2側に位置し、
前記天板部は、前記長手方向に沿った断面において、前記第1側に向かって膨らむように湾曲した部位である湾曲部を備え、
前記第2成形品は、前記プレス成形品における前記湾曲部に対応する部分に、前記面そぎ部を備える、
プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス成形により行われるプレス成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に記載されているように、長手方向に延びる板状の天板部と、天板の幅方向の端部から突出する板状の縦壁部とを有する部材を、プレス成形により形成する技術が知られている。
【0003】
特許文献1に開示された製造方法では、上記部材を形成する際、被加工材の天板部に相当する箇所を第1金型と第2金型とによって挟み込む。そして、第1金型に隣接して配される第3金型を、第1金型及び第2金型に対して相対移動させて、縦壁部を形成する。
【先行技術文献】
【特許文献】
【0004】
特開2021-194687号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された技術によれば、天板部を第1金型と第2金型で挟持された状態で部材を形成するため、プレス成形の際に天板部にシワが発生することを抑制できる。しかしながら、特許文献1の方法では、プレス成形の際、縦壁部に対して十分に圧力を加えることが出来ず、縦壁部にシワが発生するおそれがある。
【0006】
本開示の一態様では、プレス成形の際、シワの発生を抑制するのが望ましい。
【課題を解決するための手段】
【0007】
本開示の一態様は、プレス成形品の製造方法であって、板状のブランク材に対するプレス成形により第1成形品を成形することと、第1成形品に対するプレス成形により第2成形品を成形することと、第2成形品に対するプレス成形によりプレス成形品を成形することと、を備える。プレス成形品は、長手方向に延びる部材である。プレス成形品の製造方法は、さらに、天板部と、縦壁部と、を備える。天板部は、長手方向に延びる細長い板状の部位である。縦壁部は、天板部の幅方向の両端から、第1側に突出する壁状の部位である。第1成形品は、長手方向に延びる部材である。プレス成形品の製造方法は、さらに、予備天板部と、面そぎ部と、平坦部と、を備える。予備天板部は、長手方向に延びる細長い板状の部位である。面そぎ部は、予備天板部の幅方向の第1端部から、第1側に曲がるように延びる板状の部位である。平坦部は、面そぎ部の、予備天板部とは反対側の端部から延びる、板状の部位である。第2成形品は、長手方向に延びる部材である。プレス成形品の製造方法は、さらに、予備天板部と、面そぎ部と、予備縦壁部と、を備える。予備縦壁部は、面そぎ部の、予備天板部とは反対側の端部から、第1側に突出する壁状の部位である。また、予備縦壁部は、第1成形品における予備天板部及び面そぎ部を金型で挟持した状態で、平坦部を変形させることにより形成される。
【0008】
上記構成によれば、予備縦壁部を形成する際、第1成形品における予備天板部及び面そぎ部を金型で挟持する。このため、プレス成形の際にシワが発生することを抑制できる。
本開示の一態様では、第1成形品は、ブランク材を、第1側に配置された第1金型と第1側の反対側である第2側に配置された第2金型とで挟持することにより形成されてもよい。予備縦壁部は、第1成形品における予備天板部及び面そぎ部を、第1金型と第2金型とで挟持した状態で、第2側に配置された第3金型により、平坦部を第2側から押圧することにより形成されてもよい。
【0009】
上記構成によれば、好適に予備天板部、面そぎ部及び予備縦壁部を形成できる。
本開示の一態様では、プレス成形品は、第2成形品における予備天板部を、第1側と反対の第2側に配置された第4金型と、第1側に配置された第5金型とで挟持した状態で、面そぎ部を、第1側に配置された第6金型で押圧して変形させることにより形成されてもよい。
【0010】
上記構成によれば、好適に天板部及び縦壁部を形成できる。
本開示の一態様では、第2成形品に対するプレス成形によりプレス成形品を形成する際に、面そぎ部及び予備縦壁部は、第4金型と第6金型とに当接してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
8日前
フタバ産業株式会社
熱交換器
8日前
フタバ産業株式会社
熱交換器
15日前
フタバ産業株式会社
熱交換器
15日前
フタバ産業株式会社
成形品の製造方法
1日前
フタバ産業株式会社
成形品の製造方法
7日前
フタバ産業株式会社
アッパ部材及びバッテリケース
7日前
個人
鋼線の連続伸線方法
28日前
個人
ヘッダー加工機
6か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社プロテリアル
熱間鍛造品の製造方法
1日前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
2か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社FTS
注入口の形成方法
2日前
フジテック株式会社
金属棒曲げ工具
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
ユニプレス株式会社
プレス加工装置
4か月前
株式会社三明製作所
転造装置
3か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
5か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
株式会社アマダ
皿モミ加工方法
7日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ