TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145252
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045337
出願日
2024-03-21
発明の名称
鉄心の焼鈍方法及び焼鈍用治具
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
C21D
9/00 20060101AFI20250926BHJP(鉄冶金)
要約
【課題】鉄心の寸法精度の低下を抑制することができる鉄心の焼鈍方法及び焼鈍用治具を提供する。
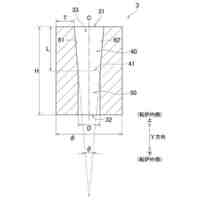
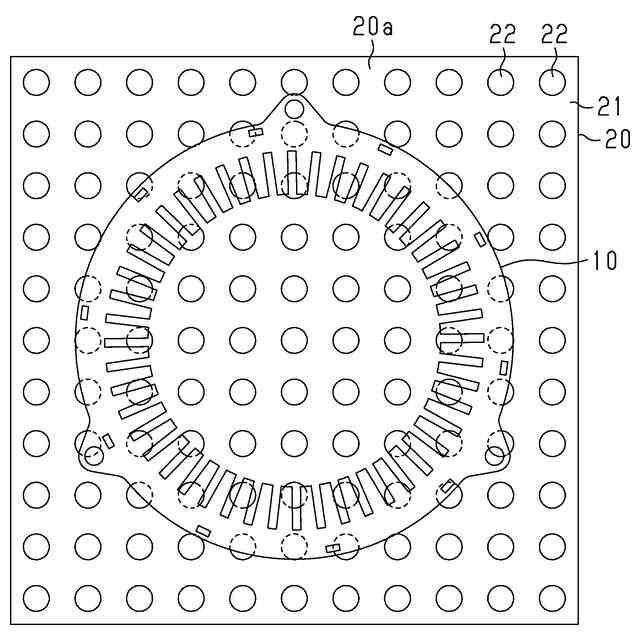
【解決手段】ステータコア10の焼鈍方法は、載置工程と、焼鈍工程とを備える。載置工程では、ステータコア10の材料とは線膨張係数の異なる材料により形成された焼鈍用治具20の載置面20aにステータコア10を載置する。焼鈍工程では、載置面20aに載置されたステータコア10を焼鈍する。載置面20aには、ステータコア10を下方から支持するとともに互いに離間した複数の突起22が形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
鉄心の焼鈍方法であって、
前記鉄心の材料とは線膨張係数の異なる材料により形成された焼鈍用治具の載置面に前記鉄心を載置する載置工程と、
前記載置面に載置された前記鉄心を焼鈍する焼鈍工程と、を備え、
前記載置面には、前記鉄心を下方から支持するとともに互いに離間した複数の突起が形成されている、
鉄心の焼鈍方法。
続きを表示(約 1,100 文字)
【請求項2】
前記焼鈍用治具は、前記複数の突起を有する基材と、前記複数の突起の表面を覆うとともに前記載置面を構成する被膜と、を有しており、
前記被膜と前記鉄心との間の摩擦係数は、前記基材と前記鉄心との間の摩擦係数よりも小さい、
請求項1に記載の鉄心の焼鈍方法。
【請求項3】
前記複数の突起は、前記載置面の中央部から放射状に延びており、
前記載置工程では、前記載置面の中央部が、前記載置面に接触する前記鉄心の接触面の外縁によって取り囲まれるように、前記鉄心を前記載置面に載置する、
請求項1に記載の鉄心の焼鈍方法。
【請求項4】
鉄心の焼鈍方法であって、
前記鉄心の材料とは線膨張係数の異なる材料により形成された焼鈍用治具の載置面に前記鉄心を載置する載置工程と、
前記載置面に載置された前記鉄心を焼鈍する焼鈍工程と、を備え、
前記焼鈍用治具は、基材と、前記基材の表面を覆うとともに前記載置面を構成する被膜と、を有しており、
前記被膜と前記鉄心との間の摩擦係数は、前記基材と前記鉄心との間の摩擦係数よりも小さい、
鉄心の焼鈍方法。
【請求項5】
前記鉄心は、薄板状の複数の鉄心片が積層されることにより構成された積層鉄心である、
請求項1~請求項4のいずれか一項に記載の鉄心の焼鈍方法。
【請求項6】
鉄心の焼鈍時に前記鉄心が載置される載置面を有し、前記鉄心の材料とは線膨張係数の異なる材料により形成された焼鈍用治具であって、
前記載置面には、前記鉄心を下方から支持するとともに互いに離間した複数の突起が形成されている、
焼鈍用治具。
【請求項7】
前記複数の突起を有する基材と、前記複数の突起の表面を覆うとともに前記載置面を構成する被膜と、を有しており、
前記被膜と前記鉄心との間の摩擦係数は、前記基材と前記鉄心との間の摩擦係数よりも小さい、
請求項6に記載の焼鈍用治具。
【請求項8】
前記複数の突起は、前記載置面の中央部から放射状に延びている、
請求項6または請求項7に記載の焼鈍用治具。
【請求項9】
鉄心の焼鈍時に前記鉄心が載置される載置面を有し、前記鉄心の材料とは線膨張係数の異なる材料により形成された焼鈍用治具であって、
基材と、前記基材の表面を覆うとともに前記載置面を構成する被膜と、を有しており、
前記被膜と前記鉄心との間の摩擦係数は、前記基材と前記鉄心との間の摩擦係数よりも小さい、
焼鈍用治具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄心の焼鈍方法及び焼鈍用治具に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、回転電機のモータコアは、板状の複数の鉄心片が積層された積層鉄心により構成されている。鉄心片は、鋼板を打ち抜くことにより形成されるため、打ち抜きに伴う残留応力によって鉄心片に歪みが生じることがある。こうした歪みを除去する方法として、雰囲気ガス下において積層鉄心を焼鈍することが知られている。
【0003】
特許文献1には、板状のパレットに載置された積層鉄心を焼鈍炉にて焼鈍する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-132434号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法において、積層鉄心とパレットとの線膨張係数が互いに異なる場合には、積層鉄心とパレットとの熱膨張量が互いに異なるとともに、積層鉄心とパレットとの熱収縮量が互いに異なる。このため、積層鉄心の焼鈍時に、積層鉄心とパレットとが相対移動する、すなわち、積層鉄心とパレットとが摺動する。その結果、積層鉄心に剪断力が作用するため、積層鉄心が変形して積層鉄心の寸法精度が低下するおそれがある。
【0006】
なお、こうした課題は、回転電機の積層鉄心の焼鈍時においてのみ生じるものではなく、電磁誘導の原理を利用する種々の鉄心の焼鈍時においても同様にして生じる。
【課題を解決するための手段】
【0007】
上記課題を解決するための鉄心の焼鈍方法は、鉄心を焼鈍する焼鈍方法であって、前記鉄心の材料とは線膨張係数の異なる材料により形成された焼鈍用治具の載置面に前記鉄心を載置する載置工程と、前記載置面に載置された前記鉄心を焼鈍する焼鈍工程と、を備え、前記載置面には、前記鉄心を下方から支持するとともに互いに離間した複数の突起が形成されている。
【0008】
上記構成によれば、鉄心の焼鈍時には、鉄心が、焼鈍用治具の複数の突起によって下方から支持される。このため、鉄心の下面の全体が焼鈍用治具と接触する場合と比較して、鉄心と焼鈍用治具との接触面積が小さくなる。これにより、焼鈍時に、鉄心と焼鈍用治具とが互いの線膨張係数の差に起因して相対移動した場合に、鉄心に作用する剪断力を低減することができる。したがって、鉄心の寸法精度の低下を抑制することができる。
【0009】
また、鉄心が焼鈍されると、雰囲気ガスとの化学反応により鉄心の表面に酸化皮膜が形成される。鉄心の耐食性及び防錆性を向上させる上では、鉄心の表面全体に酸化皮膜が形成されることが望ましい。しかしながら、鉄心の下面の全体が焼鈍用治具と接触する場合、鉄心の下面に雰囲気ガスが到達しにくくなるため、鉄心の下面に酸化皮膜が形成されにくくなる。
【0010】
この点、上記構成によれば、複数の突起が互いに離間しているため、突起同士の間と鉄心の下面との間に隙間が形成される。この隙間に雰囲気ガスが入り込むことにより、鉄心の下面に雰囲気ガスが到達しやすくなる。したがって、鉄心の下面に酸化皮膜が形成されやすくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
富士電子工業株式会社
焼入れ装置
4か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
NTN株式会社
焼入れ方法
1か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
株式会社不二越
熱処理システム
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
日本製鉄株式会社
脱りん方法
6か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
6か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3か月前
出光興産株式会社
熱処理油
1か月前
日本製鉄株式会社
鋼の製造方法
3か月前
出光興産株式会社
熱処理油
3か月前
出光興産株式会社
熱処理油
3か月前
日本製鉄株式会社
鋼の製造方法
5か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
日本製鉄株式会社
LF装置の操業方法
1か月前
株式会社神戸製鋼所
出湯用スリーブ
17日前
日本製鉄株式会社
棒製品の製造方法
5か月前
九州高周波熱錬株式会社
焼入れ装置
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ