TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163433
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066678
出願日
2024-04-17
発明の名称
ロータの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/03 20250101AFI20251022BHJP(電力の発電,変換,配電)
要約
【課題】ロータの生産性を向上させることができるロータの製造装置を提供する。
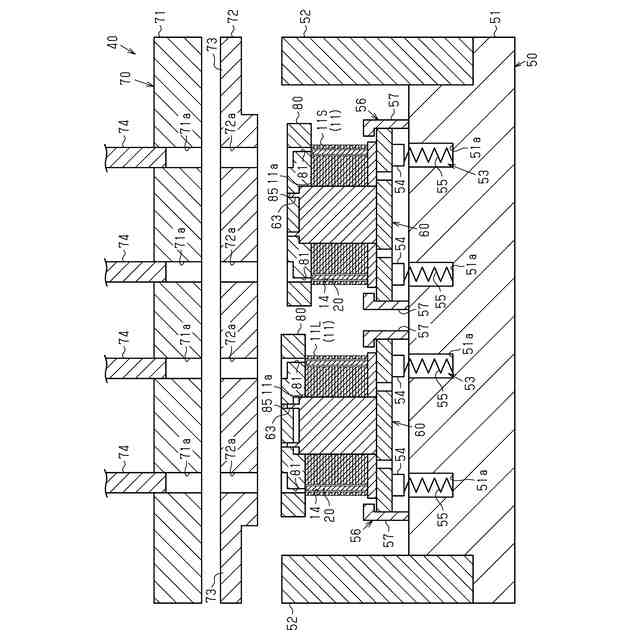
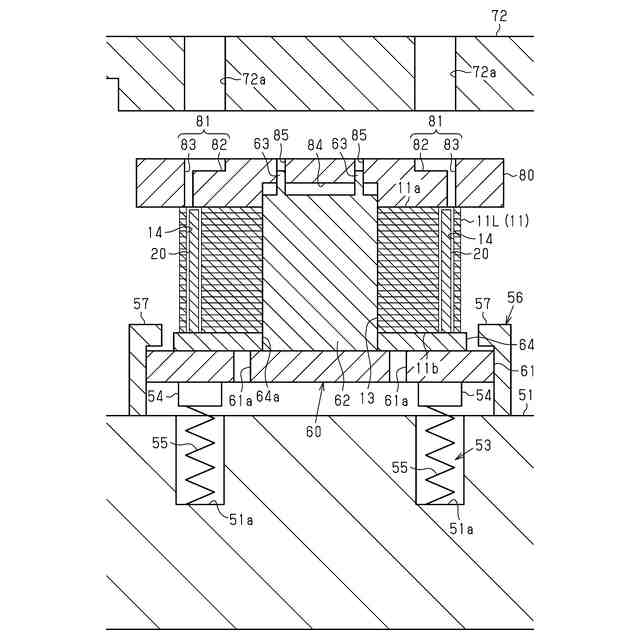
【解決手段】製造装置40は、スロット14に磁石20が収容された複数のロータコア11を軸線方向において挟み込んで型締めする固定型50及び可動型70を備える。固定型50は、複数のロータコア11を可動型70に向けてそれぞれ付勢する複数の付勢部53を有している。可動型70は、複数のロータコア11のそれぞれのスロット14に樹脂材30を供給する複数の第2貫通孔72aを有している。固定型50及び可動型70は、複数の付勢部53の付勢力に抗して、複数のロータコア11を一括して挟み込んで型締めする。
【選択図】図7
特許請求の範囲
【請求項1】
軸線方向に貫通するスロットを有する筒状のロータコアと、前記スロットに収容された磁石と、前記スロットに充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備える複数のロータを一括して製造する装置であって、
前記スロットに前記磁石が収容された複数の前記ロータコアを前記軸線方向において挟み込んで型締めする第1型及び第2型を備え、
前記第1型は、前記複数のロータコアを前記第2型に向けてそれぞれ付勢する複数の付勢部を有しており、
前記第1型及び前記第2型のいずれか一方は、前記複数のロータコアのそれぞれの前記スロットに前記樹脂材を供給する複数の供給路を有しており、
前記第1型及び前記第2型は、前記複数の付勢部の付勢力に抗して、前記複数のロータコアを一括して挟み込んで型締めする、
ロータの製造装置。
続きを表示(約 330 文字)
【請求項2】
前記供給路と前記スロットとを接続する接続路を有し、前記複数のロータコアのそれぞれの前記軸線方向における一端面に配置される複数のカルプレートを備え、
前記第1型及び前記第2型は、前記複数のカルプレートを介して前記複数のロータコアを一括して挟み込んで型締めする、
請求項1に記載のロータの製造装置。
【請求項3】
前記複数の付勢部の付勢力は、同一である、
請求項1に記載のロータの製造装置。
【請求項4】
前記第1型と前記第2型との間に配置された前記複数のロータコアのそれぞれを位置決めする複数の位置決め部を備える、
請求項1~請求項3のいずれか一項に記載のロータの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
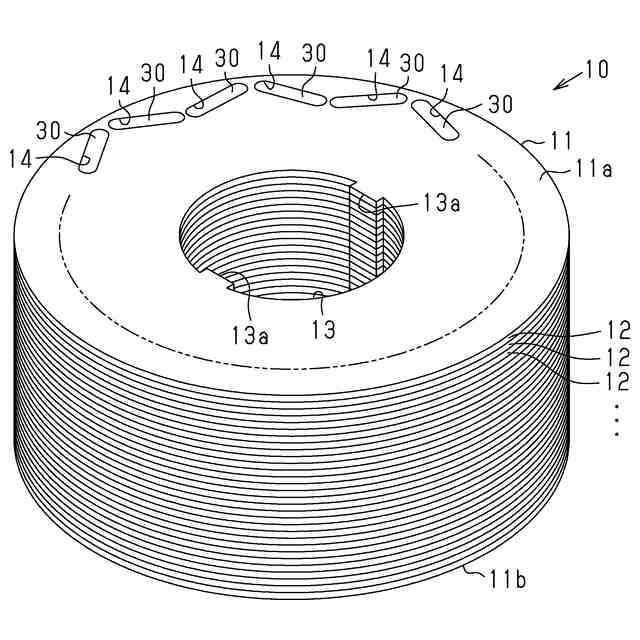
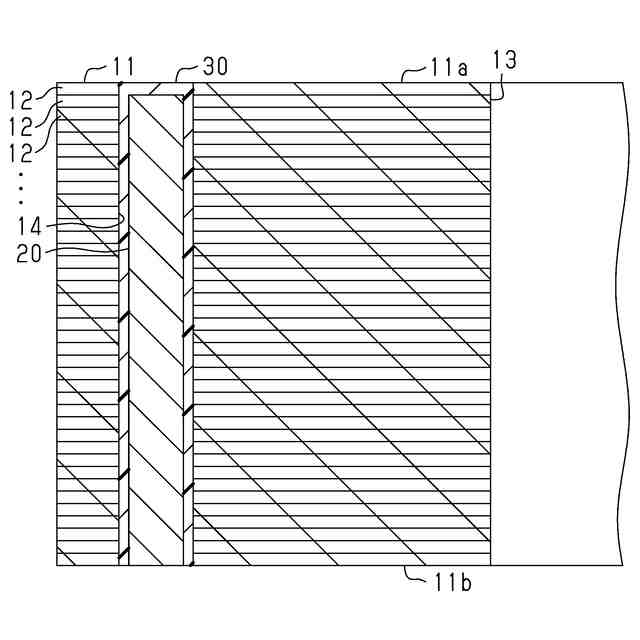
回転電機のロータは、筒状のロータコアと、複数の磁石とを備えている。ロータコアは、軸線方向に貫通する複数のスロットを有している。各スロットには、磁石が収容されている。各磁石は、スロットに充填された樹脂材によってロータコアに対して固定されている。
【0003】
特許文献1に記載のロータの製造装置は、固定型と、樹脂流入口を有する可動型と、充填ポットを有するカルプレートとを備えている。固定型は、ロータコアの下面を支持する。カルプレートは、ロータコアの上面に配置される。可動型は、カルプレートの上面に接触する。
【0004】
可動型の樹脂流入口には、熱硬化性の樹脂材が供給される。樹脂流入口内の樹脂材は、装置の熱により溶融した状態でプランジャにより押し出される。これにより、樹脂材が、カルプレートの充填ポットを介してスロット内に充填されて固化する。
【先行技術文献】
【特許文献】
【0005】
特開2019-161850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のロータの製造装置においては、ロータの生産性の向上が望まれている。
【課題を解決するための手段】
【0007】
上記課題を解決するためのロータの製造装置は、軸線方向に貫通するスロットを有する筒状のロータコアと、前記スロットに収容された磁石と、前記スロットに充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備える複数のロータを一括して製造する装置であって、前記スロットに前記磁石が収容された複数の前記ロータコアを前記軸線方向において挟み込んで型締めする第1型及び第2型を備え、前記第1型は、前記複数のロータコアを前記第2型に向けてそれぞれ付勢する複数の付勢部を有しており、前記第1型及び前記第2型のいずれか一方は、前記複数のロータコアのそれぞれの前記スロットに前記樹脂材を供給する複数の供給路を有しており、前記第1型及び前記第2型は、前記複数の付勢部の付勢力に抗して、前記複数のロータコアを一括して挟み込んで型締めする。
【0008】
上記構成によれば、第1型及び第2型は、複数の付勢部の付勢力に抗して、複数のロータコアを軸線方向において一括して挟み込んで型締めする。この状態で、磁石が収容されたスロットに供給路を介して樹脂材が供給されることにより、磁石がロータコアに対して固定される。
【0009】
ここで、第1型及び第2型が、複数のロータコアを一括して挟み込んで型締めする際に、複数のロータコアの軸線方向の寸法が互いに異なる場合には、以下の不都合が生じるおそれがある。すなわち、軸線方向の寸法が小さいロータコアが、第1型及び第2型によって挟み込まれないおそれがある。この場合、複数のロータコアの寸法差に起因して、型締め時の製造装置内に樹脂材が漏出する隙間が生じるおそれがある。
【0010】
この点、上記構成によれば、複数のロータコアは、複数の付勢部によって第2型に向けてそれぞれ付勢されている。このため、複数のロータコアの寸法差が複数の付勢部によって吸収されることで、型締め時の製造装置内に樹脂材が漏出する隙間が生じにくくなる。これにより、複数のロータを一括して製造することができる。したがって、ロータの生産性を向上させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る






 特許ウォッチ
特許ウォッチ