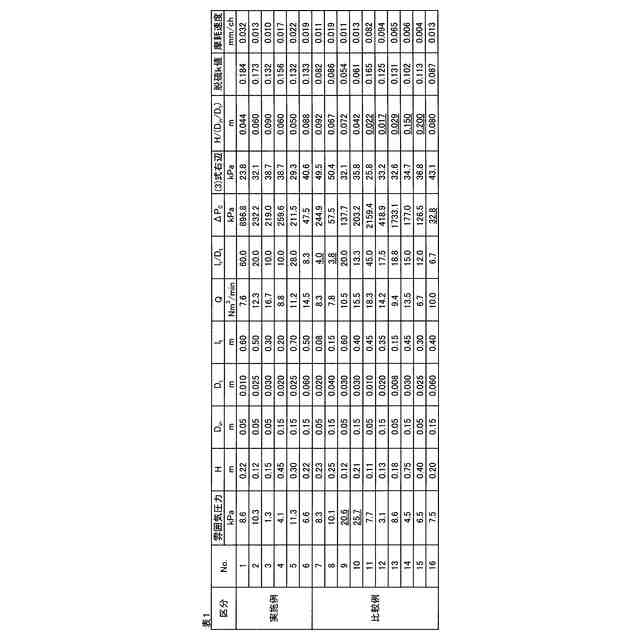
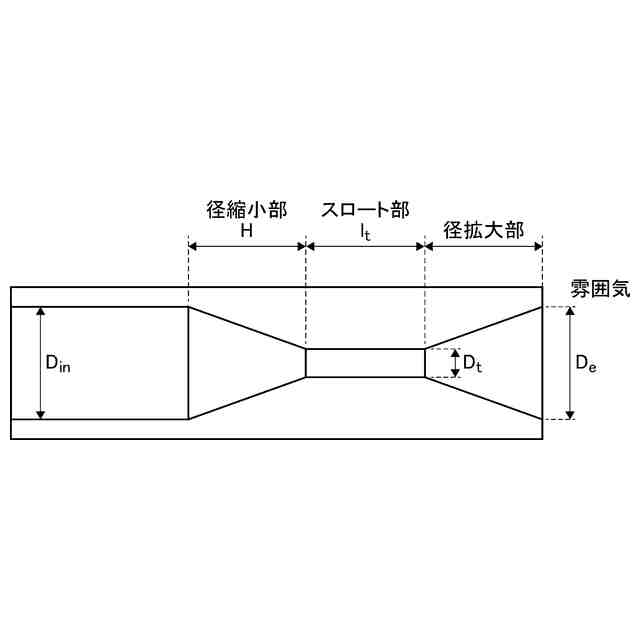
公開番号2025008506 公報種別公開特許公報(A) 公開日2025-01-20 出願番号2023110733 出願日2023-07-05 発明の名称精錬用ランスおよび溶鋼の精錬方法 出願人日本製鉄株式会社 代理人個人 主分類C21C 7/072 20060101AFI20250109BHJP(鉄冶金) 要約【課題】単純な構造で粉体に対する摩耗を抑制し、かつ精錬効率の優れた上吹きランス、およびそれを用いた溶鋼の精錬方法を提供する。 【解決手段】精錬用粉体を上吹きするための精錬用ランスであって、円筒形のスロート部と前記スロート部の上部側に位置する円錐形の径縮小部と前記スロート部の下部側に位置する円錐形の径拡大部とを備え、前記スロート部の直径Dt(m)と前記スロート部の長さlt(m)とがlt/Dt≧5.0の関係を満たし、かつ前記スロート部の直径Dt(m)と前記径縮小部の上部の管内径Din(m)と前記径縮小部のテーパー高さH(m)との関係が0.100≧H/(Din/Dt)≧0.040を満たす。 【選択図】図3 特許請求の範囲【請求項1】 精錬用粉体を上吹きするための精錬用ランスであって、 円筒形のスロート部と前記スロート部の上部側に位置する円錐形の径縮小部と前記スロート部の下部側に位置する円錐形の径拡大部とを備え、 前記スロート部の直径D t (m)と前記スロート部の長さl t (m)とが(1)式の関係を満たし、かつ前記スロート部の直径D t (m)と前記径縮小部の上部の管内径D in (m)と前記径縮小部のテーパー高さH(m)との関係が(2)式を満たすことを特徴とする精錬用ランス。 l t /D t ≧5.0 ・・・(1) 0.100≧H/(D in /D t )≧0.040 ・・・(2) 続きを表示(約 680 文字)【請求項2】 雰囲気圧力が13.33kPa未満の減圧下にてキャリアガスとともに溶鋼表面に精錬用粉体を吹付ける処理において、前記精錬用粉体を吹付ける上吹きランスの形状として、円筒形のスロート部と前記スロート部の上部側に位置する円錐形の径縮小部と前記スロート部の下部側に位置する円錐形の径拡大部とを備え、前記スロート部の直径D t (m)と前記スロート部の長さl t (m)とが(1)式の関係を満たし、かつ前記スロート部の直径D t (m)と前記径縮小部の上部の管内径D in (m)と前記径縮小部のテーパー高さH(m)との関係が(2)式を満たす上吹きランスを用い、かつ前記キャリアガスの供給条件が(3)式~(4)式の条件を満たすことを特徴とする、溶鋼の精錬方法。 l t /D t ≧5.0 ・・・(1) 0.100≧H/(D in /D t )≧0.040 ・・・(2) ΔP 0 ≧72×(l t /D t ) -0.27 ・・・(3) ΔP 0 =0.0118・Q/D t 2 ・・・(4) ここで、ΔP 0 :ノズル圧損(kPa)、Q:キャリアガス流量(Nm 3 /min)である。
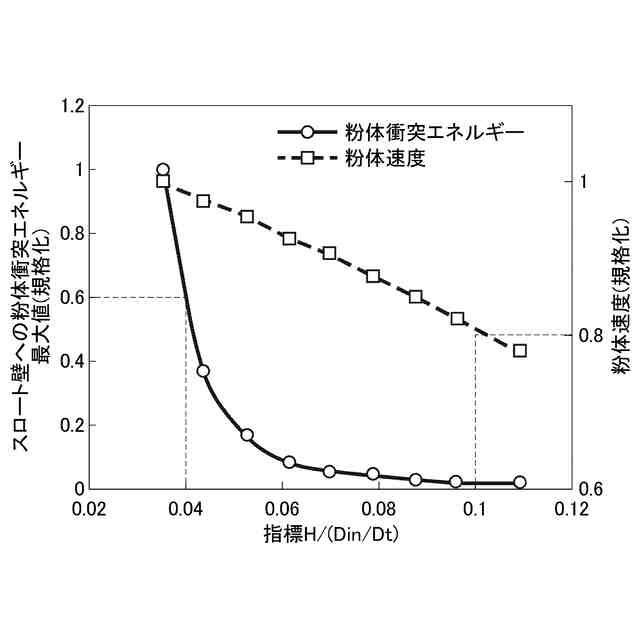
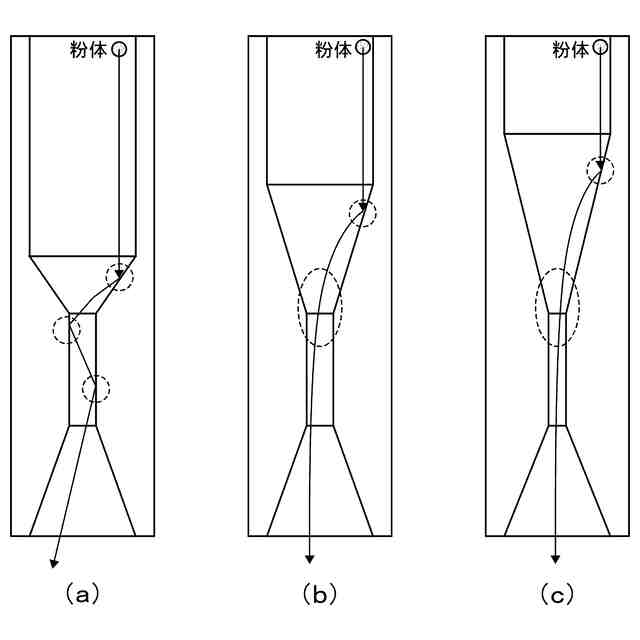
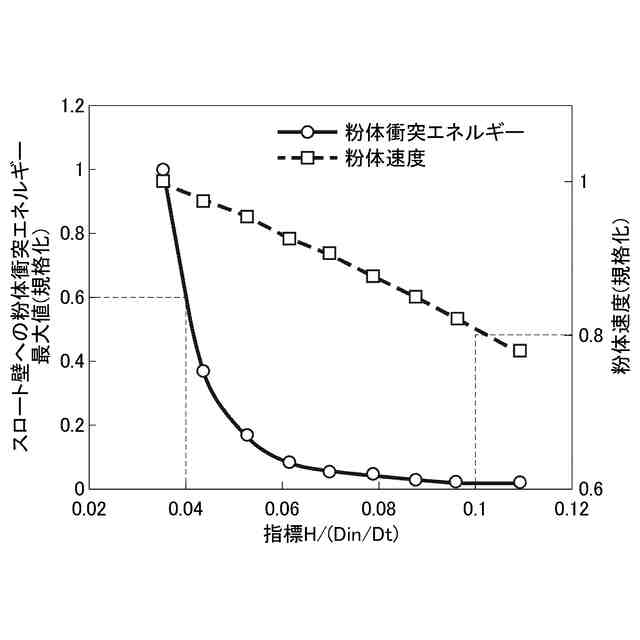
発明の詳細な説明【技術分野】 【0001】 本発明は、精錬用粉体による摩耗を抑えるために用いて好適な精錬用ランスおよびそれを用いた溶鋼の精錬方法に関する。 続きを表示(約 2,900 文字)【背景技術】 【0002】 近年、鉄鋼製品に求められる性能レベルがますます高まっており、S,C等の溶鋼中不純物の徹底除去が求められている。例えばSに関して、10ppm以下の極低硫鋼を溶製するために、RH等の環流型真空脱ガス装置にて、溶鋼表面にキャリアガスとともにCaOを含有する脱硫剤粉体を吹き付けて脱硫処理を施す手法がとられる場合がある。また、Cに関して、溶鋼表面にFe 2 O 3 粉体を吹き付け、CによるFe 2 O 3 の還元を生じさせて脱炭反応を促進させる技術が知られている。 【0003】 このような脱硫剤粉体やFe 2 O 3 粉体などの精錬用粉体は、上吹きランスからキャリアガスとともにランス先端部のノズルから溶鋼表面に向けて噴射される。そこで、精錬効率を上げるために、径縮小部(およびスロート部)と径拡大部とを設けるなど、従来、上吹きランスの内部の配管の形状などにおいて様々な工夫がされている。 【0004】 一方で、精錬用粉体を吹付ける場合には、上吹きランスの内部で精錬用粉体と内壁との衝突により配管内部が摩耗し、ノズルの寿命が低下する。そこで、精錬用粉体の吹付けによる摩耗を抑えるために様々な技術が提案されている。特許文献1~4には、それぞれ精錬用粉体による摩耗を抑制するための技術が開示されている。 【先行技術文献】 【特許文献】 【0005】 特開平5-171248号公報 特開2003-213318号公報 特開平11-335722号公報 特開2022-13818号公報 【発明の概要】 【発明が解決しようとする課題】 【0006】 しかしながら、精錬効率や摩耗抑制を目的として上吹きランスの内部形状を複雑化したり材質を変更したりすると、その上吹きランスの加工コストが多くかかってしまう。特許文献1に記載のランスは、ガスと粉体とをそれぞれ別の配管から供給されるものであることから、ガス系統が煩雑化するだけでなくランスの作製および施工が困難である。特許文献2に記載の精錬用ランスは、内径が小さいスロート壁に硬質クロムめっきが施されたものであるが、このような径の小さい内壁に電気めっきを施すのは非常に困難であり、加工コストが大きくなってしまう。特許文献3に記載の精錬用ランスは、高Mn鋼等の耐摩耗部材をスロート部にのみ個別に施工されたものであるため、製造コストが大きくなってしまう。さらに特許文献4に記載の上吹きランスは、複数のノズルを有する形状であることから形状が複雑であり施工が困難であるため、製造コストが大きくなってしまう。 【0007】 本発明は前述の問題点を鑑み、単純な構造で粉体に対する摩耗を抑制し、かつ精錬効率の優れた上吹きランス、およびそれを用いた溶鋼の精錬方法を提供することを目的とする。 【課題を解決するための手段】 【0008】 RH等の真空脱ガス装置にて、粉体の精錬反応効率を向上させるためには、上吹きにより粉体を加速させ、溶鋼内部に粉体を侵入させることが有効である。まず、粉体の加速を実現する手法として、図1に示すように、上吹きランスにラバールノズルのスロート部を延長させたロングスロートランスを採用することが有効である。 【0009】 一方、本発明者らは、粉体を上吹きする場合に上吹きランス内部の配管でどのように摩耗するかを検証したところ、図2(a)に示すように、スロート上部の径縮小部のテーパー部で粉体が散乱し、スロート壁への衝突によりノズルの摩耗が進行することが判明した。特に硬質な粉体の吹付けを行う場合には摩耗が著しく進行し、摩耗部がノズル内の冷却水配管まで到達してしまうと水漏れ等のトラブルが発生するため、ノズルの寿命が短くなり、ノズル交換による操業負荷が増大してしまう。そこで、本発明者らは粉体により摩耗しにくい内部構造を検討したところ、径縮小部のテーパー高さHを増加させ、内管の径D in 、D t に応じて適切な範囲に設定することで、ノズル内での粉体軌道が整流化され、スロート壁の摩耗進行を抑制できることを見出した。 【0010】 本発明は以下のとおりである。 [1] 精錬用粉体を上吹きするための精錬用ランスであって、 円筒形のスロート部と前記スロート部の上部側に位置する円錐形の径縮小部と前記スロート部の下部側に位置する円錐形の径拡大部とを備え、 前記スロート部の直径D t (m)と前記スロート部の長さl t (m)とが(1)式の関係を満たし、かつ前記スロート部の直径D t (m)と前記径縮小部の上部の管内径D in (m)と前記径縮小部のテーパー高さH(m)との関係が(2)式を満たすことを特徴とする精錬用ランス。 l t /D t ≧5.0 ・・・(1) 0.100≧H/(D in /D t )≧0.040 ・・・(2) [2] 雰囲気圧力が13.33kPa未満の減圧下にてキャリアガスとともに溶鋼表面に精錬用粉体を吹付ける処理において、前記精錬用粉体を吹付ける上吹きランスの形状として、円筒形のスロート部と前記スロート部の上部側に位置する円錐形の径縮小部と前記スロート部の下部側に位置する円錐形の径拡大部とを備え、前記スロート部の直径D t (m)と前記スロート部の長さl t (m)とが(1)式の関係を満たし、かつ前記スロート部の直径D t (m)と前記径縮小部の上部の管内径D in (m)と前記径縮小部のテーパー高さH(m)との関係が(2)式を満たす上吹きランスを用い、かつ前記キャリアガスの供給条件が(3)式~(4)式の条件を満たすことを特徴とする、溶鋼の精錬方法。 l t /D t ≧5.0 ・・・(1) 0.100≧H/(D in /D t )≧0.040 ・・・(2) ΔP 0 ≧72×(l t /D t ) -0.27 ・・・(3) ΔP 0 =0.0118・Q/D t 2 ・・・(4) ここで、ΔP 0 :ノズル圧損(kPa)、Q:キャリアガス流量(Nm 3 /min)である。 【発明の効果】 (【0011】以降は省略されています) この特許をJ-PlatPatで参照する
 特許ウォッチ
特許ウォッチ


































