TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015149
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118338
出願日
2023-07-20
発明の名称
溶銑の脱りん方法
出願人
株式会社神戸製鋼所
代理人
安田岡本弁理士法人
主分類
C21C
5/28 20060101AFI20250123BHJP(鉄冶金)
要約
【課題】スクラップの多量溶解と、脱りん能および鉄歩留の向上の両立を可能とする溶銑の脱りん方法を提供する。
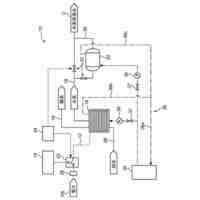
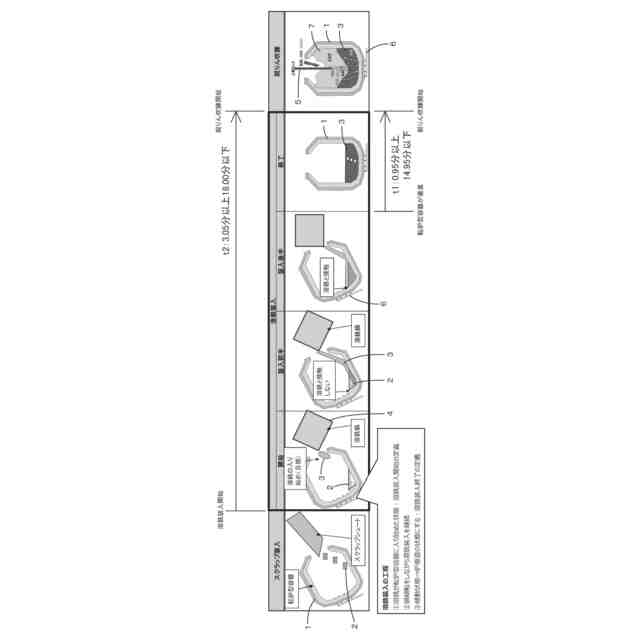
【解決手段】本発明は、転炉型容器1内に、所定式のスクラップ比率R
SC
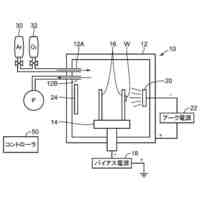
を4.0%以上16.5%以下でスクラップ2を装入し、その後に溶銑3を装入して、溶銑3の脱りん処理を行う溶銑の脱りん方法において、溶銑3の装入完了後に、転炉型容器1を垂直に戻してから、溶銑3の脱りん処理を開始するまでの時間t1の間隔を0.95分以上とし、溶銑3を取鍋4から転炉型容器1へ装入を開始してから、溶銑3の脱りん処理を開始するまでの時間t2を3.05分以上とする。
【選択図】図1
特許請求の範囲
【請求項1】
転炉型容器内に、式(1)で表されるスクラップ比率R
SC
を4.0%以上16.5%以下でスクラップを装入し、その後に溶銑を装入して、前記溶銑の脱りん処理を行う溶銑の脱りん方法において、
前記溶銑の装入完了後に、前記転炉型容器を垂直に戻してから、前記溶銑の脱りん処理を開始するまでの時間t1の間隔を、0.95分以上とする
ことを特徴とする溶銑の脱りん方法。
TIFF
2025015149000010.tif
39
170
続きを表示(約 100 文字)
【請求項2】
前記溶銑を取鍋から前記転炉型容器へ装入を開始してから、前記溶銑の脱りん処理を開始するまでの時間t2を、3.05分以上とする
ことを特徴とする請求項1に記載の溶銑の脱りん方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転炉型容器内にスクラップを装入後に溶銑を装入し、上底吹き撹拌でスクラップを溶解させつつ、溶銑の脱りん処理を行う方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
転炉型容器を用いた溶銑脱りんプロセスでは、転炉型容器に、まずスクラップ(例えば、製鉄所内で発生するトリミング屑、板屑、コイル屑など)を装入し、その後、取鍋から溶銑を装入して、脱りん剤(石灰、酸化鉄)を投入し、上底吹き撹拌でスクラップを溶解させつつ、溶銑の脱りん処理を行っている。スクラップを用いた溶銑の脱りん処理をする技術としては、例えば、特許文献1~3などに開示されているものがある。
【0003】
特許文献1は、上底吹転炉で溶銑を脱りん処理する際に、通常の処理条件では完全には溶解しないサイズのスクラップ配合を可能にすることを目的としている。具体的には、溶銑の脱りん処理をするにあたり、溶銑の温度を考慮して、完全には溶解しないスクラップ量を含む装入スクラップ配合比率(SR)を算出し、前記溶銑と共に装入するスクラップとして、前記算出して得られた装入スクラップ配合比率(SR)に前記比表面積を考慮したスクラップをその比表面積を変えずに充当して用いて、前記転炉で脱りん処理を行った後の当該転炉内に前記装入したスクラップの一部が溶け残っているものとされている。
【0004】
特許文献2は、鉄スクラップ(以下、単に「スクラップ」と記す)の多量溶解と溶銑の脱燐反応とを両立させることを目的としている。具体的には、スクラップ配合比率が10%以上である脱燐処理を1チャージ目として脱りん処理を実施し、この脱りん処理後に未溶解のスクラップを溶銑の一部及びスラグとともに前記精錬炉内に残したまま溶銑を出湯し、次いで、2チャージ目として溶銑のみを前記精錬炉に装入してこの溶銑に脱りん処理を施し、この脱りん処理後、前記精錬炉を出湯口側に倒炉して溶銑を出湯することとされている。
【0005】
特許文献3は、処理時間を延長させることなく、大量の鉄スクラップを迅速に溶解することを可能にすることを目的としている。具体的には、鉄スクラップのプレス屑を鉄源として溶解するに際し、溶解する前に前記プレス屑の内部に予め炭素源を混合させることとされている。
【先行技術文献】
【特許文献】
【0006】
特開2016-132809号公報
特許5145736号公報
特開2006-097048号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、溶銑の脱りん吹錬では、固体酸素(FeO)やスクラップを転炉型容器に装入することが一般的である。このスクラップをより多く用いた方がFe分としては高くなり、出湯量を一定とした時に溶銑量を減らすことができ、さらにCO
2
の削減に寄与させることができる。
【0008】
一方で、スクラップの融点は溶銑よりも高いので、そのスクラップを転炉型容器に多量に装入すると、吹錬開始時にスクラップが完全溶解しない場合がある。
【0009】
スクラップと溶銑では、スクラップの方が高密度である。その高密度な固体が液体(溶銑)に存在する場合、撹拌強度が低下することが知られており、脱りん吹錬では処理後りん濃度の上昇や、鉄歩留の低下に伴う製造コストの悪化を招く虞がある。
【0010】
特許文献1は、スクラップの一部が溶け残っているものとされている。すなわち、特許文献1は技術的に異なる。このスクラップを溶け残らせておくことは、脱りん吹錬中の撹拌効率を低下させる虞があるため、反応速度が悪化する。また、溶け残ったスクラップは、系外に排出されるため、溶銑の顕熱がスクラップ昇熱に奪われることとなりロスが多い。そのため、スクラップを確実に溶解させた方が、CO
2
の削減効果としては大きい。さらに、溶け残ったスクラップは、系外に排出されるため、鉄歩留としては悪くなってしまい、生産性は極めて低くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
成膜方法
8日前
株式会社神戸製鋼所
水素吸蔵合金容器
6日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
10日前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
28日前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
6日前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
6日前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
13日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
2日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
今日
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
7日前
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
日本製鉄株式会社
転炉精錬方法
4か月前
株式会社戸畑製作所
高炉用羽口
6か月前
日本製鉄株式会社
溶鋼の製造方法
2日前
富士電子工業株式会社
焼入れ装置
2日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
日本製鉄株式会社
スラグの排出方法
5か月前
富士電子工業株式会社
焼き入れ装置
5か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
個人
製鋼用副資材及びその製造方法
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
株式会社デンケン
高温炉
4か月前
中外炉工業株式会社
前処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
6日前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
大同特殊鋼株式会社
熱処理設備
8日前
日本製鉄株式会社
脱りん方法
2か月前
JFEスチール株式会社
高炉の原料装入方法
13日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
脱炭精錬方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ