TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088293
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202902
出願日
2023-11-30
発明の名称
タンディッシュ内への溶鋼の注入方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B22D
11/10 20060101AFI20250604BHJP(鋳造;粉末冶金)
要約
【課題】タンディッシュ内の溶鋼の酸化を抑制することが可能なタンディッシュ内への溶鋼の注入方法を提供する。
【解決手段】タンディッシュ1に向かって取鍋60を下降させていき、下記の式(1)で示される巻き込み指数Bが1.05未満になるタイミングで、取鍋60内からタンディッシュ1内への前記溶鋼の注入を開始する、タンディッシュ内への溶鋼の注入方法である。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025088293000008.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">16</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">170</com:WidthMeasure> </com:Image>
v=Q/(2πrh)・・・式(2)
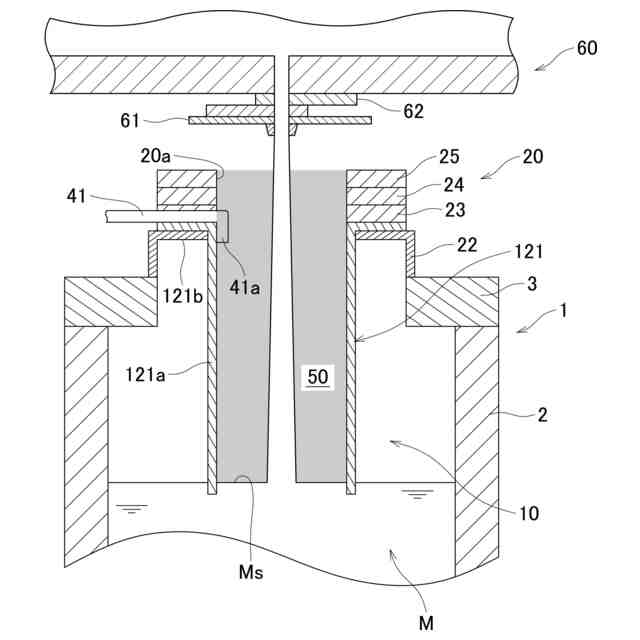
【選択図】図1
特許請求の範囲
【請求項1】
タンディッシュ内に溶鋼を注入する、タンディッシュ内への溶鋼の注入方法であって、
取鍋内から前記タンディッシュ内に注入される前記溶鋼の周囲にシール部材が配置され、
前記タンディッシュに向かって前記取鍋を下降させていき、下記の式(1)で示される巻き込み指数Bが1.05未満になるタイミングで、前記取鍋内から前記タンディッシュ内への前記溶鋼の注入を開始することを特徴とするタンディッシュ内への溶鋼の注入方法。
TIFF
2025088293000007.tif
16
170
v=Q/(2πrh) ・・・式(2)
ここで、前記シール部材の上端の前記開口から前記タンディッシュ内の前記溶鋼の浴面までの、前記シール部材および前記タンディッシュで囲まれた空間、または、前記シール部材で囲まれた空間をシール空間とすると、Qは、前記シール空間に配置されたガス吐出孔から前記シール空間に吹き込まれる不活性ガスの流量(Nm
3
/秒)であり、rは、前記シール部材の上端の前記開口の半径(m)、または、前記シール部材の上端の前記開口の等面積円相当の半径(m)であり、hは、前記シール空間の上端から前記取鍋の下面までの鉛直方向距離(m)であり、uは、前記シール部材の上端の前記開口の上を流れる大気の風速(m/秒)である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タンディッシュ内に溶鋼を注入する、タンディッシュ内への溶鋼の注入方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1には、タンディッシュの上部が開放されているときに、タンディッシュ内の溶鋼の酸化を抑制するシール方法が開示されている。このシール方法では、タンディッシュの上部に配置されたシール部材の開放時に、シール空間に不活性ガスを20Nm
3
/hr以上の流量で吹き込み、タンディッシュ内に巻き込まれる大気の巻き込み指数が15.56未満となるようにしている。
【先行技術文献】
【特許文献】
【0003】
特開2021-62385号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者らは、タンディッシュ内の溶鋼の酸化抑制効果をさらに高めることを目指して研究した。そして、本願発明者らは、タンディッシュの上を流れる風が、タンディッシュ内に巻き込まれる大気に影響を与えることを見出した。この風は、例えば、建屋内を吹く風である。また、この風は、例えば、送風機からの風である。送風機は、例えば、タンディッシュ内に投入されるTD(タンディッシュ)パウダーや焼籾殻等が作業者の方に飛んでいかないように送風するものである。
【0005】
本発明の目的は、タンディッシュの上を流れる風の影響を受けても、タンディッシュ内の溶鋼の酸化を抑制することが可能なタンディッシュ内への溶鋼の注入方法を提供することである。
【課題を解決するための手段】
【0006】
本発明は、タンディッシュ内に溶鋼を注入する、タンディッシュ内への溶鋼の注入方法であって、取鍋内から前記タンディッシュ内に注入される前記溶鋼の周囲にシール部材が配置され、前記タンディッシュに向かって前記取鍋を下降させていき、下記の式(1)で示される巻き込み指数Bが1.05未満になるタイミングで、前記取鍋内から前記タンディッシュ内への前記溶鋼の注入を開始することを特徴とする。
TIFF
2025088293000002.tif
16
170
v=Q/(2πrh) ・・・式(2)
ここで、前記シール部材の上端の前記開口から前記タンディッシュ内の前記溶鋼の浴面までの、前記シール部材および前記タンディッシュで囲まれた空間、または、前記シール部材で囲まれた空間をシール空間とすると、Qは、前記シール空間に配置されたガス吐出孔から前記シール空間に吹き込まれる不活性ガスの流量(Nm
3
/秒)であり、rは、前記シール部材の上端の前記開口の半径(m)、または、前記シール部材の上端の前記開口の等面積円相当の半径(m)であり、hは、前記シール空間の上端から前記取鍋の下面までの鉛直方向距離(m)であり、uは、前記シール部材の上端の前記開口の上を流れる大気の風速(m/秒)である。
【発明の効果】
【0007】
本発明によると、タンディッシュに向かって取鍋が下降されていき、上記の式(1)で示される巻き込み指数Bが1.05未満になるタイミングで、取鍋内からタンディッシュ内への溶鋼の注入が開始される。このようなタイミングで溶鋼の注入を開始することで、シール部材の上端と取鍋の下端との間に隙間が生じた状態でも、タンディッシュ内の酸素濃度を1.0%未満にすることができる。これにより、溶鋼注入時のタンディッシュ内の溶鋼の酸化を抑制することができる。また、シール部材の上端と取鍋の下面との間に隙間が生じた状態で、溶鋼の注入を開始することができる。これにより、取鍋内からタンディッシュ内に注入される溶鋼の流れを目視で確認することができる。
【図面の簡単な説明】
【0008】
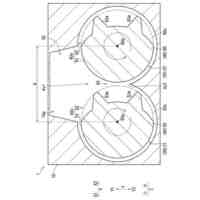
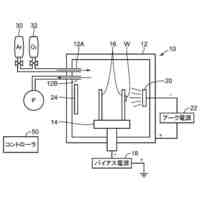
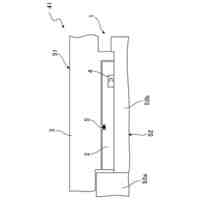
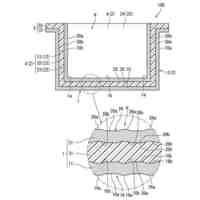
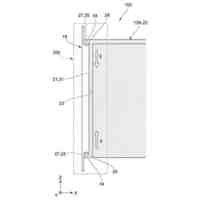
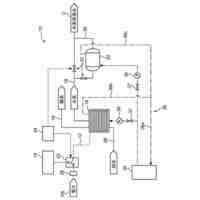
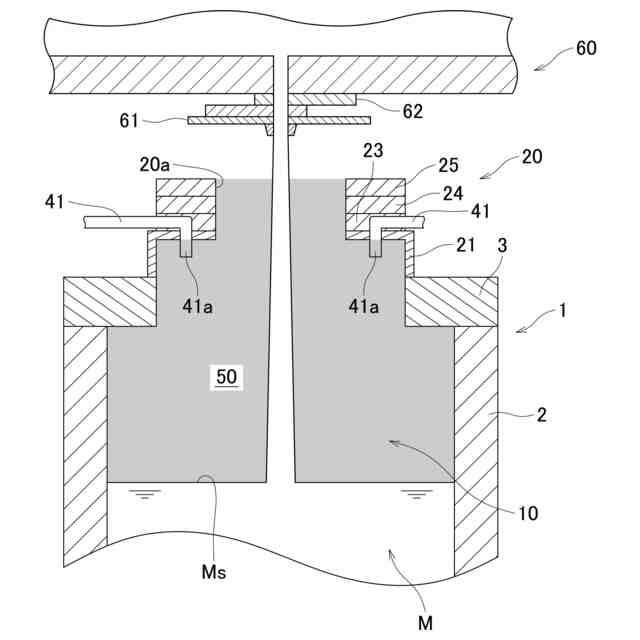
タンディッシュおよびシール部材の断面図である。
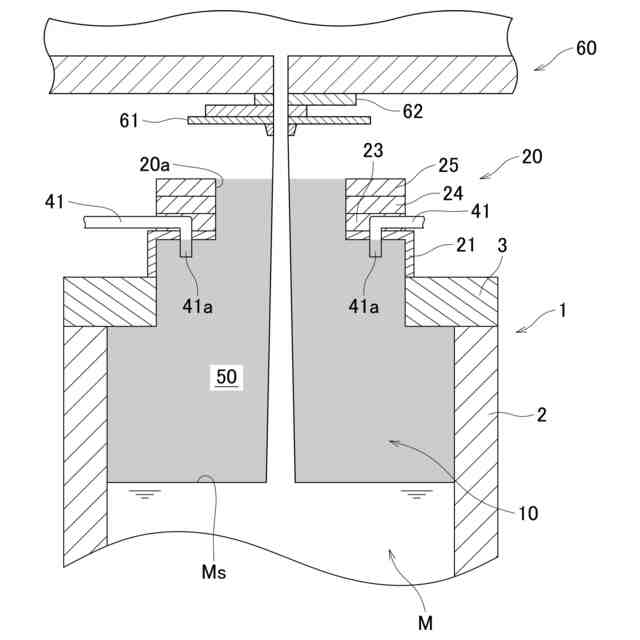
変形例におけるタンディッシュおよびシール部材の断面図である。
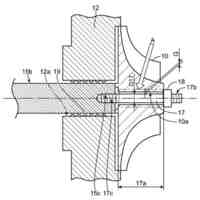
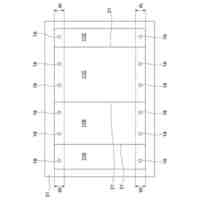
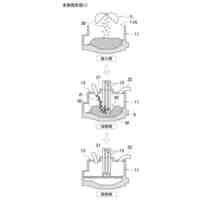
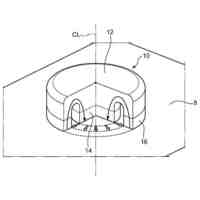
取鍋の下部とタンディッシュの上部とのイメージ図である。
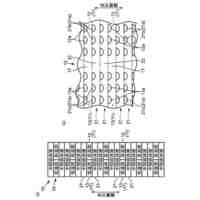
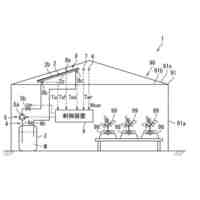
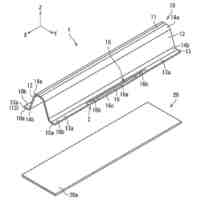
シール部材の上端の開口の上を流れる大気を示す図であり、送風機による送風を示す図である。
シール部材の上端の開口の上を流れる大気を示す図であり、建屋内を吹く風を示す図である。
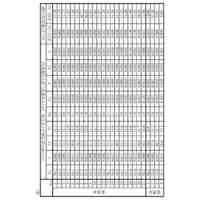
水モデル実験酸素濃度と実機酸素濃度との関係を示す図である。
巻き込み指数と実機換算酸素濃度、および、実機酸素濃度との関係を示す図である。
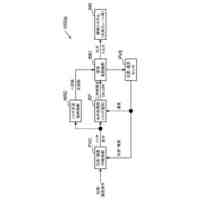
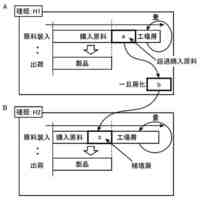
タンディッシュ内の溶鋼の重量と操業のタイミングとを示すイメージ図である。
溶鋼注入時の隙間がタンディッシュ内の酸素濃度に及ぼす影響についての説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の好適な実施の形態について、図面を参照しつつ説明する。
【0010】
(タンディッシュおよびシール部材の構成)
本発明の実施形態によるタンディッシュ内への溶鋼の注入方法(溶鋼の注入方法)は、タンディッシュ内に溶鋼を注入する方法である。ここで、鋼の連続鋳造において、複数の取鍋の溶鋼を連続的に鋳造する、いわゆる「連々鋳」が行われている。この操業では、取鍋内の溶鋼をタンディッシュ内に注入し、取鍋内が空、または、既定の重量以下になったら、次の取鍋に交換し、次の取鍋内の溶鋼をタンディッシュ内に注入することを繰り返す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
混練機
1か月前
株式会社神戸製鋼所
混練装置
2か月前
株式会社神戸製鋼所
成膜方法
4日前
株式会社神戸製鋼所
ターボ圧縮機
2か月前
株式会社神戸製鋼所
積層型熱交換器
2か月前
株式会社神戸製鋼所
水素吸蔵合金容器
2日前
株式会社神戸製鋼所
混練機の軸受構造
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
太陽光集熱システム
2か月前
株式会社神戸製鋼所
ねじり疲労評価方法
1か月前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
取鍋への合金投入方法
25日前
株式会社神戸製鋼所
樹脂ペレット製造設備
1か月前
株式会社神戸製鋼所
電磁部品鉄心の製造方法
27日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
6日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
25日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
25日前
株式会社神戸製鋼所
複合構造体及びその製造方法
1か月前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
24日前
株式会社神戸製鋼所
軟磁性鋼線およびその製造方法
2か月前
株式会社神戸製鋼所
超音波送受信方法および該装置
2か月前
株式会社神戸製鋼所
音速厚さ測定方法および該装置
2か月前
株式会社神戸製鋼所
T字隅肉溶接継手および鋼構造物
2か月前
株式会社神戸製鋼所
取鍋内溶鋼へのガス吹き込み方法
1か月前
株式会社神戸製鋼所
鋼中のMgO含有介在物の抽出方法
1か月前
株式会社神戸製鋼所
金属試験片の耐水素脆化特性評価方法
2か月前
株式会社神戸製鋼所
タンディッシュ内への溶鋼の注入方法
1か月前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
2日前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
9日前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
2日前
株式会社神戸製鋼所
フラックス入りワイヤ、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
誘導電動機制御装置および誘導電動機システム
1か月前
株式会社神戸製鋼所
肉厚検知装置、肉厚検知方法、および肉厚監視方法
2か月前
株式会社神戸製鋼所
電動機および当該電動機を構成する電機子の製造方法
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ