TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082500
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023195863
出願日
2023-11-17
発明の名称
ターボ圧縮機
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
F04D
29/28 20060101AFI20250522BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】テンションボルトを当該テンションボルトの周囲に配置された部材の温度変化に追随し易いターボ圧縮機を提供する。
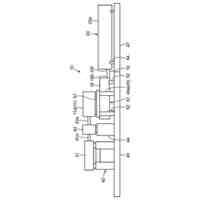
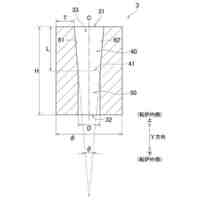
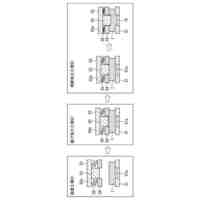
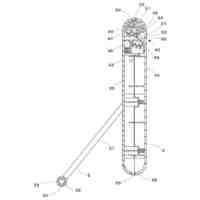
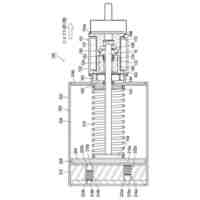
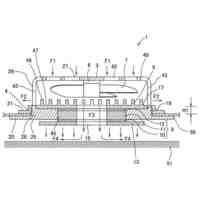
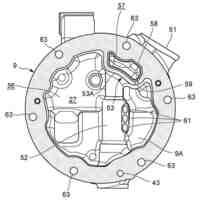
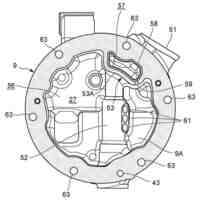
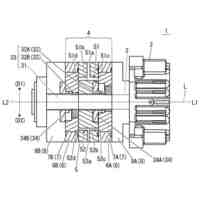
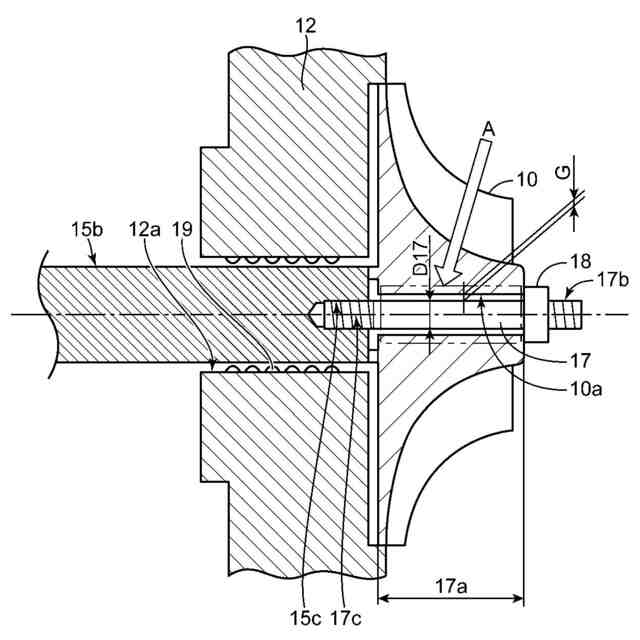
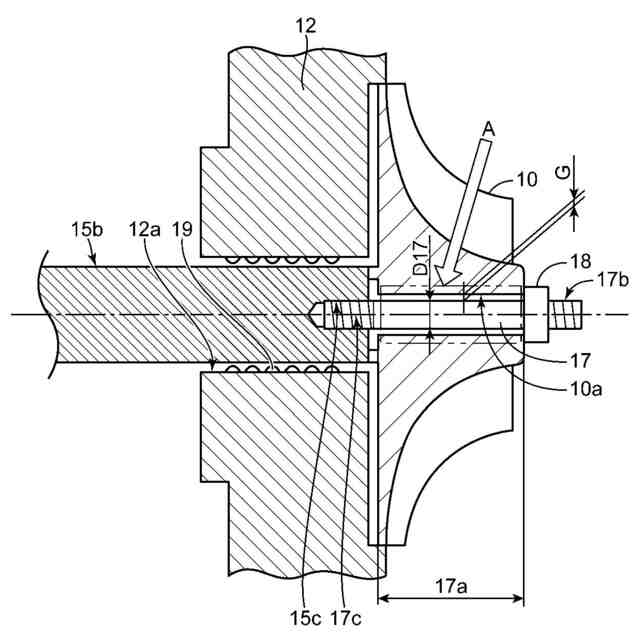
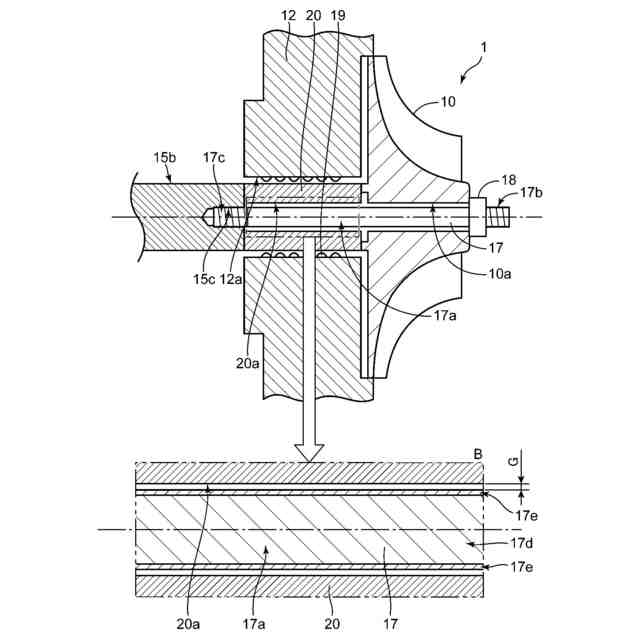
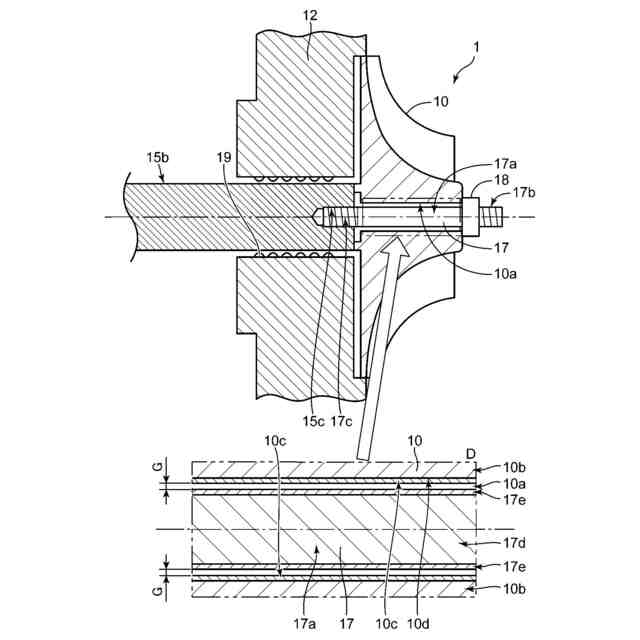
【解決手段】ターボ圧縮機は、貫通孔10aを有するインペラ10と、回転軸15bと、テンションボルト17と、を備える。テンションボルト17は、長手方向における第1雄ねじ部17bと第2雄ねじ部17cとの間に中間部17aを有する。中間部17aは、インペラ10の貫通孔10a内に配置される。中間部17aは、長手方向の少なくとも一部において、軸径方向内側の本体部に対して外周側に積層された輻射部を有する。輻射部は、インペラ10における貫通孔10aの周囲の内周面に対して隙間Gを介して対向するとともに、本体部よりも放射率が高い材質で構成されている。
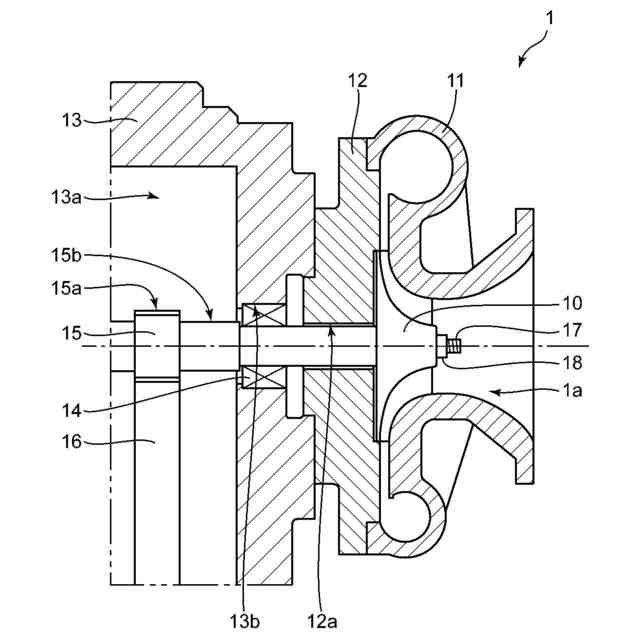
【選択図】図2
特許請求の範囲
【請求項1】
ターボ圧縮機であって、
インペラを含む回転部材であって、回転中心に形成された貫通孔を有する前記回転部材と、
前記回転部材を回転するための回転軸であって、先端に雌ねじ部が形成されている前記回転軸と、
長手方向の中間部が前記貫通孔内に位置し、前記貫通孔の一方の開口から突出する第1雄ねじ部が前記インペラの外部でナットと螺合され、且つ、前記一方の開口とは反対側の開口から突出する第2雄ねじ部が前記雌ねじ部に螺合されるテンションボルトと、
を備え、
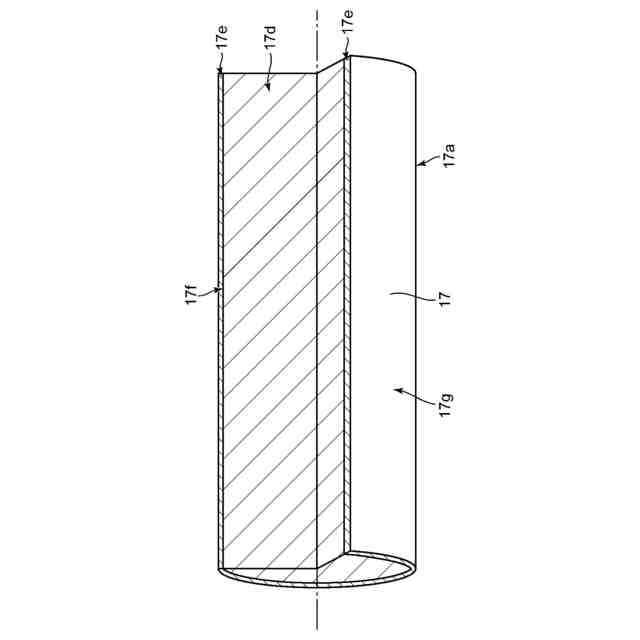
前記テンションボルトは、前記中間部において、本体部と、前記中間部における長手方向の少なくとも一部で前記本体部の外周部に積層された輻射部と、を有し、
前記輻射部は、前記回転部材の内の前記輻射部の周りを囲む部分に対して隙間を介して対向するように配置されているとともに、前記本体部よりも放射率が高い材質で構成されている、ターボ圧縮機。
続きを表示(約 640 文字)
【請求項2】
前記輻射部は、前記本体部の外周部に対してセラミック溶射により形成された被膜層である、請求項1に記載のターボ圧縮機。
【請求項3】
前記被膜層は、アルミナクロミアおよびアルミナチタニアの少なくとも一方を含むセラミック被膜からなる、請求項2に記載のターボ圧縮機。
【請求項4】
前記隙間の寸法は、前記テンションボルトの径に対して5%以上50%以下である、請求項1ないし3のいずれかに記載のターボ圧縮機。
【請求項5】
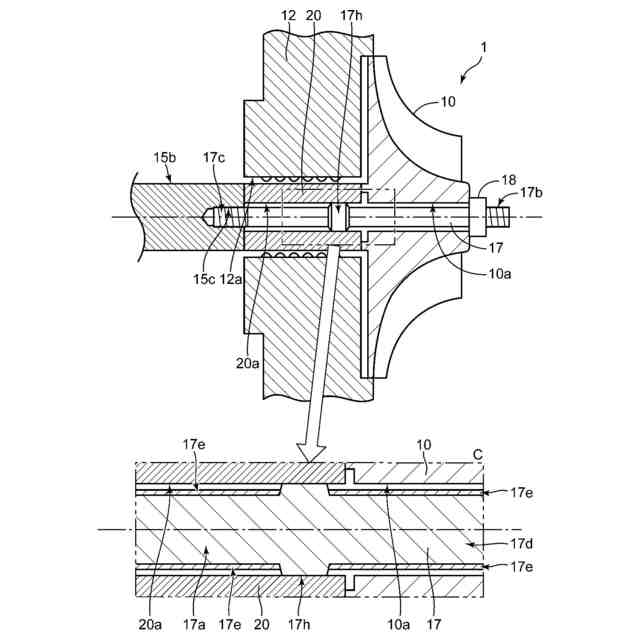
前記回転部材は、当該回転部材の本体部である回転部材本体部と、前記回転部材本体部における前記テンションボルトにおける前記中間部と対向する面の少なくとも一部に積層された他の輻射部と、を有し、
前記他の輻射部は、前記回転部材本体部よりも放射率が高い材質で構成されている、請求項1に記載のターボ圧縮機。
【請求項6】
前記テンションボルトにおける前記輻射部は、前記中間部における長手方向の一部に設けられており、
前記テンションボルトは、前記中間部における前記輻射部が設けられた部分以外の部分において、前記回転部材と接触する接触部を有する、請求項1に記載のターボ圧縮機。
【請求項7】
前記テンションボルトは、前記接触部において、前記回転部材と接触する部分に設けられ、前記本体部よりも放射率が高い材質で構成された別の輻射部を有する、請求項6に記載のターボ圧縮機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ターボ圧縮機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、ターボ式の圧縮機が知られている。特許文献1では、回転軸に対して羽根車を所定圧力で挟圧支持するテンションボルトを備えるターボ圧縮機が開示されている。テンションボルトは、高力鋼棒の両端に雄ネジを形成されたものである。テンションボルトを用いた回転軸に対する羽根車の挟圧支持では、まずテンションボルトを羽根車の貫通孔に通して、一端側の雄ネジを回転軸の先端に設けられた雌ネジに螺結する。次に、テンションボルトに対して所定の引張力を付加した状態で、羽根車から突出したもう一方の雄ネジにナットを螺結する。このようにテンションボルトを用いて回転軸に対して羽根車を挟圧支持することにより、テンションボルトに生じた引張力の反力(軸力)で回転軸とナットとの間で羽根車が挟持される。
【先行技術文献】
【特許文献】
【0003】
特許第4876867号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
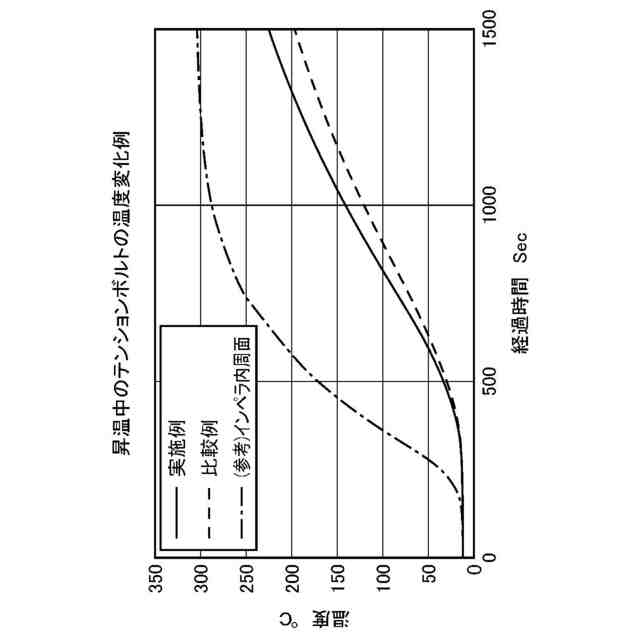
ところで、ターボ圧縮機における羽根車などの構成部品は、周囲の環境温度によって膨張・収縮する。このため、テンションボルトにおいても、他の構成部品の膨張・収縮に対して高い応答性をもって膨張・収縮することが好ましい。
【0005】
しかしながら、ターボ圧縮機では、テンションボルトにおける熱の出入りが他の構成部品との接触部分に限られているため、テンションボルトの温度変化が他の構成部品に比べて遅い。このため、周囲の他の構成部品よりも温度変化が緩慢となり、ターボ圧縮機の運転中にテンションボルトの緩みや締まり過ぎが発生する懸念がある。特に、高温ガスを処理する場合には、この問題がより顕著となる。
【0006】
本発明は、上記課題に鑑みなされたものであり、テンションボルトを当該テンションボルトの周囲に配置された部材の温度変化に追随し易くすることを目的としている。
【課題を解決するための手段】
【0007】
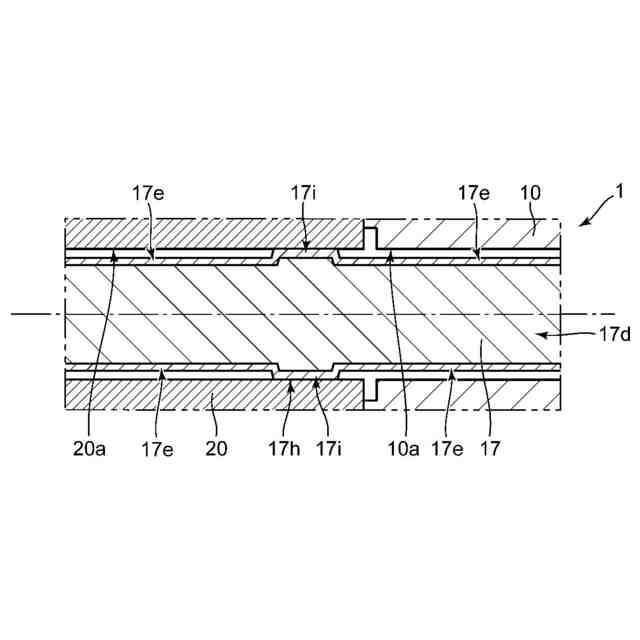
本発明の一態様に係るターボ圧縮機は、回転部材と、回転軸と、テンションボルトと、を備える。前記回転部材は、インペラを含むとともに、回転中心に形成された貫通孔を有する。前記回転軸は、前記回転部材を回転するための軸部材であって、先端に雌ねじ部が形成されている。前記テンションボルトは、長手方向の中間部が前記貫通孔内に位置し、前記貫通孔の一方の開口から突出する第1雄ねじ部が前記インペラの外部でナットと螺合され、且つ、前記一方の開口とは反対側の開口から突出する第2雄ねじ部が前記雌ねじ部に螺合される。
【0008】
本態様に係るターボ圧縮機の前記テンションボルトは、前記中間部において、本体部と、輻射部と、を有する。前記輻射部は、前記中間部における長手方向の少なくとも一部で前記本体部の外周部に積層された部位である。そして、本態様に係るターボ圧縮機において、前記輻射部は、前記回転部材の内の前記輻射部の周りを囲む部分に対して隙間を介して対向するように配置されているとともに、前記本体部よりも放射率が高い材質で構成されている。
【0009】
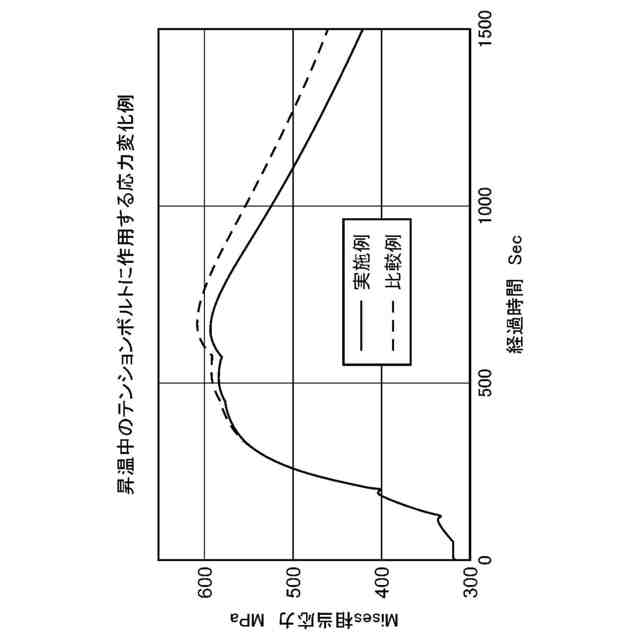
上記態様に係るターボ圧縮機では、テンションボルトの中間部において、本体部の少なくとも一部の外周側に輻射部が積層されているので、当該部分における表面の放射率を本体部よりも高くすることができる。このため、本態様に係るターボ圧縮機では、輻射伝熱を効果的に利用することができ、テンションボルトを回転部材(テンションボルトの周囲に配置された部材)の温度変化に追随し易くすることができる。よって、ターボ圧縮機の運転中にテンションボルトの緩みや締まり過ぎの発生を抑制することができる。
【0010】
上記態様に係るターボ圧縮機において、前記輻射部は、前記本体部の外周部に対してセラミック溶射により形成された被膜層であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
29日前
株式会社神戸製鋼所
接点材料
27日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
出湯用スリーブ
14日前
株式会社神戸製鋼所
熱交換システム
27日前
株式会社神戸製鋼所
再生ゴム製造方法
14日前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
8日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
14日前
株式会社神戸製鋼所
メタル系フラックス入りワイヤ及び溶接金属
1日前
株式会社神戸製鋼所
金属腐食予測モデル作成方法および金属腐食予測方法
1日前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
29日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
27日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
8日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
1か月前
株式会社神戸製鋼所
セメント混和材、セメント組成物、セメント硬化体およびセメント混和材の製造方法
1日前
個人
海流製造装置。
2か月前
株式会社スギノマシン
圧縮機
1か月前
株式会社ツインバード
送風装置
2か月前
株式会社ツインバード
送風装置
2か月前
日機装株式会社
遠心ポンプ
1か月前
カヤバ株式会社
電動ポンプ
27日前
カヤバ株式会社
電動ポンプ
3か月前
株式会社不二越
蓄圧装置
4か月前
ビッグボーン株式会社
送風装置
3か月前
株式会社酉島製作所
ポンプ
5か月前
株式会社ノーリツ
ロータリ圧縮機
3か月前
小倉クラッチ株式会社
ルーツブロア
4か月前
株式会社不二越
ベーンポンプ
4か月前
サンデン株式会社
スクロール圧縮機
2か月前
サンデン株式会社
スクロール圧縮機
2か月前
樫山工業株式会社
真空ポンプ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ