TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025175542
公報種別
公開特許公報(A)
公開日
2025-12-03
出願番号
2024081708
出願日
2024-05-20
発明の名称
メタル系フラックス入りワイヤ及び溶接金属
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
35/368 20060101AFI20251126BHJP(工作機械;他に分類されない金属加工)
要約
【課題】良好なビード形状を得ることができるとともに、電着塗装性及び機械的性質が優れた溶接金属を得ることができるメタル系フラックス入りワイヤ及び溶接金属を提供する。
【解決手段】鋼製外皮にフラックスを充填してなるメタル系フラックス入りワイヤであって、ワイヤ全質量に対して、Fe:90質量%以上、C:0.04質量%以上0.12質量%以下、Si:0.05質量%以上0.70質量%以下、Mn:1.0質量%以上2.0質量%以下、Ni:1.5質量%以上4.5質量%以下、Mo:0.1質量%以上1.0質量%以下、及び、Ti:0.10質量%以上0.40質量%以下、を含有し、Cr:0.6質量%以下、Cu:0.5質量%未満であり、残部は不可避的不純物を含む。
【選択図】なし
特許請求の範囲
【請求項1】
鋼製外皮にフラックスを充填してなるメタル系フラックス入りワイヤであって、
ワイヤ全質量に対して、
Fe:90質量%以上、
C:0.04質量%以上0.12質量%以下、
Si:0.05質量%以上0.70質量%以下、
Mn:1.0質量%以上2.0質量%以下、
Ni:1.5質量%以上4.5質量%以下、
Mo:0.1質量%以上1.0質量%以下、及び、
Ti:0.10質量%以上0.40質量%以下、を含有し、
Cr:0.6質量%以下、
Cu:0.5質量%未満であり、
残部は不可避的不純物を含むことを特徴とする、メタル系フラックス入りワイヤ。
続きを表示(約 790 文字)
【請求項2】
Al:0.05質量%以下、
P:0.030質量%以下、及び、
S:0.030質量%以下、であることを特徴とする、請求項1に記載のメタル系フラックス入りワイヤ。
【請求項3】
ワイヤ中の前記Siの含有量をワイヤ全質量に対する質量%で[Si]、ワイヤ中の前記Mnの含有量をワイヤ全質量に対する質量%で[Mn]とする場合に、
[Si]/[Mn]により算出される値が、0.05以上0.60以下であることを特徴とする、請求項1に記載のメタル系フラックス入りワイヤ。
【請求項4】
ワイヤ中の前記Cの含有量をワイヤ全質量に対する質量%で[C]、
ワイヤ中の前記Siの含有量をワイヤ全質量に対する質量%で[Si]、
ワイヤ中の前記Mnの含有量をワイヤ全質量に対する質量%で[Mn]、
ワイヤ中の前記Niの含有量をワイヤ全質量に対する質量%で[Ni]、
ワイヤ中の前記Crの含有量をワイヤ全質量に対する質量%で[Cr]、
ワイヤ中の前記Moの含有量をワイヤ全質量に対する質量%で[Mo]、
ワイヤ中の前記Alの含有量をワイヤ全質量に対する質量%で[Al]、
ワイヤ中の前記Tiの含有量をワイヤ全質量に対する質量%で[Ti]とする場合に、
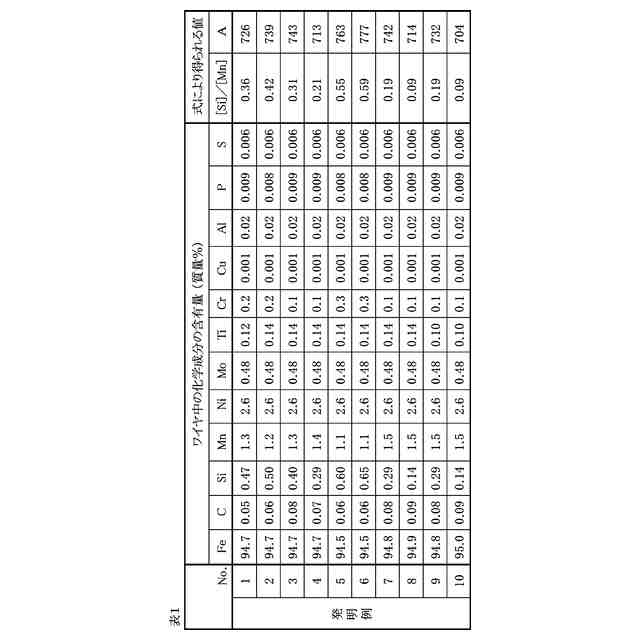
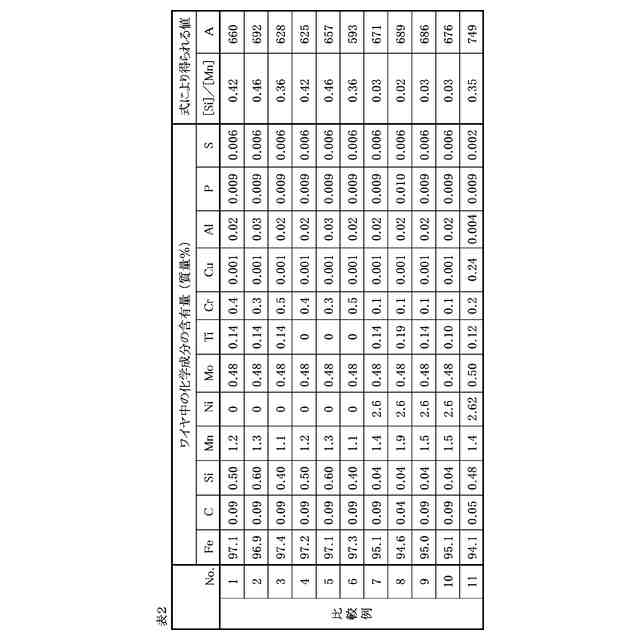
A=1400×[C]+280×[Si]+150×[Mn]+55×[Ni]+110×[Cr]+280×[Mo]+20×[Al]+250×[Ti]により算出されるAの値が700以上900以下であることを特徴とする、請求項2に記載のメタル系フラックス入りワイヤ。
【請求項5】
請求項1~4のいずれか1項に記載のメタル系フラックス入りワイヤを用いてガスシールドアーク溶接により製造されることを特徴とする、溶接金属。
発明の詳細な説明
【技術分野】
【0001】
本発明は、メタル系フラックス入りワイヤ及び溶接金属に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車分野では、軽量化を目的として780MPa級以上の高張力鋼板を用いた自動車部品の高強度化が進められている。これに伴い、高張力鋼板を溶接する溶接ワイヤにも高強度化が要求される。例えば、特許文献1には、780MPa級以上の高張力鋼の溶接において、高強度かつ優れた靱性を有する溶接金属が得られるガスシールドアーク溶接用ソリッドワイヤが開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5670305号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のようなソリッドワイヤを用いて、薄鋼板の重ねすみ肉アーク溶接をした場合、母材陰極点の広がり(アークの広がり)が小さく、母材表面の熱の広がりが限定されるため、溶融池の幅方向端部において溶融金属が急冷されることで、ビード形状が悪くなる場合がある。ビード止端部の形状が悪くなると、自動車部品が受ける繰返し応力に対する耐性が低下することが知られており、疲労特性向上の観点からもビード形状を向上させることが求められる。
【0005】
また、自動車用の足回り部品では、路面からの水分や融雪剤に含まれる塩害により、腐食環境にさらされるため、鋼板の局所的な減肉が課題となっている。一般的に、腐食環境から部品を防護する方法としては、アーク溶接後に電着塗装する方法が採用されている。しかしながら、溶接後に電着塗装を実施した場合、溶接スラグの上に電着塗装膜が形成されず、塗装欠陥となり、この欠陥を起点として腐食が進行する問題が発生している。このため、部品の更なる軽量化を実現するためには、溶接部において、十分な機械的特性を確保するとともに、腐食を防止することができる技術も必要とされているが、特許文献1では、電着塗装性については検討がされていない。特に、高張力鋼板は、軟鋼板と比較して、Si及びMnなどの合金含有量が多いことから、アーク溶接時にスラグ生成量が増加するため、塗装不良となりやすい傾向がある。
【0006】
本発明は、上述した課題に鑑みてなされたものであり、良好なビード形状を得ることができるとともに、電着塗装性及び機械的性質が優れた溶接金属を得ることができる、メタル系フラックス入りワイヤ及び溶接金属を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、高強度の溶接ワイヤについて鋭意検討した結果、メタル系フラックス入りワイヤは、重ねすみ肉溶接において、フラックスから含有される酸素源の影響で、溶融池の表面張力が低下し、溶融池の広がりが得やすいこと、また、母材陰極点の広がりがソリッドワイヤと比べて大きく、溶融池止端部が徐冷されながら凝固することにより、母材部との境界が非常に滑らかで良好なビード形状を得ることができることを見出した。
【0008】
一方、ソリッドワイヤと比較してメタル系フラックス入りワイヤでは、溶接金属中の酸素量が増加することによって、スラグ発生量が増えて電着塗装性を低下させたり、機械的特性の劣化が生じてしまう。そこで、本発明者らは、特に、酸素との親和性が低いとされるC、Ni、Cr及びMoの含有量を適切に制御することにより、強度と靱性とがバランスよく優れた溶接金属を得ることができることを見出した。また、本発明者らは、Si、Mn及びTiの含有量を適切に制御することにより、溶接金属中の酸素量を制御しつつ、導電性のあるスラグを主とすることで、溶接金属の電着塗装性を向上させることができることを見出した。これにより、メタル系フラックス入りワイヤを使用した場合であっても、電着塗装性及び機械的性質を向上させることができる。本発明は、これらの知見によってなされたものである。
【0009】
本発明の上記目的は、メタル系フラックス入りワイヤに係る下記[1]の構成により達成される。
【0010】
[1] 鋼製外皮にフラックスを充填してなるメタル系フラックス入りワイヤであって、
ワイヤ全質量に対して、
Fe:90質量%以上、
C:0.04質量%以上0.12質量%以下、
Si:0.05質量%以上0.70質量%以下、
Mn:1.0質量%以上2.0質量%以下、
Ni:1.5質量%以上4.5質量%以下、
Mo:0.1質量%以上1.0質量%以下、及び、
Ti:0.10質量%以上0.40質量%以下、を含有し、
Cr:0.6質量%以下、
Cu:0.5質量%未満であり、
残部は不可避的不純物を含むことを特徴とする、メタル系フラックス入りワイヤ。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
29日前
株式会社神戸製鋼所
接点材料
27日前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
出湯用スリーブ
14日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
熱交換システム
27日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
14日前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
8日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
メタル系フラックス入りワイヤ及び溶接金属
1日前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
14日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
金属腐食予測モデル作成方法および金属腐食予測方法
1日前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
サイドドア
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
29日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
27日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
1か月前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1か月前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1か月前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
8日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
1か月前
株式会社神戸製鋼所
セメント混和材、セメント組成物、セメント硬化体およびセメント混和材の製造方法
1日前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
1か月前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ